一种注塑模具的制作方法
1.本实用新型涉及模具产品出模技术领域,具体的,涉及一种注塑模具。
背景技术:
2.目前市场上的模具,一般为单个模具生产单个产品的模式,部分模具实现了单个模具上顶出多个模具产品,但是所顶出的多个模具产品的出模方向相同,一旦产品具有特殊结构时,则不能实现单模具生产多个产品并顶出,这样需要使用多个模具满足生产需求,增加模具成本,导致产品成本增加。
技术实现要素:
3.本实用新型提出了一种注塑模具,解决了相关技术中的单个模具不能生产多个产品的问题。
4.本实用新型的技术方案如下:
5.一种注塑模具,包括
6.底板,
7.模底,设置在所述底板上;
8.模盖,设置在所述模底上,所述模底和所述模盖组成两个注塑空腔,两个所述注塑空腔均用于产品成型;
9.顶出机构,设置在所述底板上,包括
10.滑动组件,滑动设置在所述底板上,
11.顶出组件,数量为两个,分别以不同倾斜角度设置在所述滑动组件上,分别朝向两个所述注塑空腔,用于顶出所述产品。
12.作为进一步技术方案,所述滑动组件包括,
13.顶出板,滑动设置在所述底板上;
14.顶出耐磨块,数量为若干个,设置在所述顶出板上,所述顶出耐磨块具有第一接触面和第二接触面,所述第一接触面与所述顶出板接触,所述第二接触面与所述顶出板为倾斜设置,所述顶出组件滑动设置在所述第二接触面上。
15.作为进一步技术方案,所述滑动组件还包括,
16.滑动件,数量为若干个,转动设置在所述第二接触面上,所述滑动件与所述顶出组件滑动接触。
17.作为进一步技术方案,所述顶出组件包括,
18.顶针底板,滑动设置在所述滑动件上;
19.顶针,数量为若干个,垂直设置在所述顶针底板上,用于顶出所述产品;
20.弹性件,数量为若干个,设置在所述顶针底板上,另一端与所述模底抵接,所述弹性件用于提供所述顶针底板靠近所述滑动件的弹力。
21.作为进一步技术方案,所述模底包括,
22.方铁,数量为若干个,设置在所述底板上;
23.b板,设置在所述方铁上,所述顶针滑动穿过所述b板;
24.滑块,数量为两个,滑动设置在所述b板上。
25.作为进一步技术方案,所述模盖包括,
26.a板,设置在所述b板上,所述a板与所述b板和所述滑块中间位置形成两个注塑空腔,所述注塑空腔用于形成所述产品;
27.分流板,设置在所述a板上,包括
28.分流槽,设置在所述a板上,
29.分流管,数量为两个,设置在所述分流槽上,所述分流管穿过所述a板,与所述注塑空腔连通;
30.还包括
31.热流道,设置在所述分流板上,用于给所述分流槽提供热量。
32.作为进一步技术方案,还包括
33.面板,设置在所述分流板上;
34.隔热板,数量为两个,分别设置在所述面板和所述底板上。
35.作为进一步技术方案,所述顶出耐磨块的第二接触具有凹槽,所述滑动组件还包括
36.滑槽板,数量为若干个,设置在所述顶出耐磨块的凹槽内,所述滑动件转动设置在所述滑槽板上。
37.本实用新型的工作原理及有益效果为:
38.本实用新型中,为了解决两个产品不能以不同的方向出模的问题,现有市场上大体分为两种,第一种方式模具只生产一个产品,想提高生产效率则需要增加模具,无形中增加了产品成本;第二种方式模具可以同时生产两个甚至多个产品,产品的顶出模具的方向需要相同,以实现产品的同步生产;当产品具有特殊结构,需要特定的顶出方向时,则需要采用第一种方式,生产效率又会下降,产品成本又会升高;
39.本方案采用了一套模具配合两套朝向方向不同的顶出组件,具体为一套模具具备基本特征,包含底板、模底、模盖,顶出机构,其中顶出机构为组合式,分为底部支撑部和上部执行部,
40.第一种组合式,支撑部为滑动组件,设计在底板,滑动组件可以沿指定的方向滑动,间接带动顶出组件远离或靠近产品,实现产品的顶出;执行部为两个顶出组件,分别以特定位置朝向同一个模具内的两个产品,滑动组件在滑动时,同时顶出组件也在滑动组件上进行滑动,用以实现顶出产品;
41.第二种组合式,支撑部为滑动组件,执行部为顶出组件,滑动组件直接带动两个顶出组件沿特定方向进行滑动,用以实现顶出产品;
42.这样就可以实现在同一个模具上同时生产两个产品,并且以不同的方向被顶出,提高生产效率,降低产品成本。
附图说明
43.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
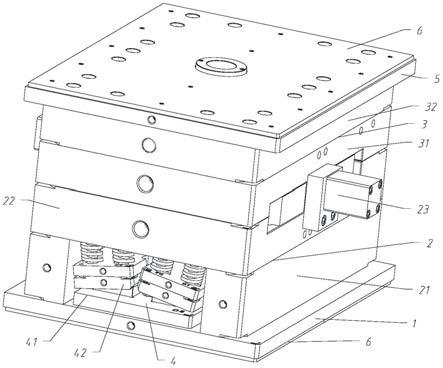
44.图1为本实用新型注塑模具结构示意图;
45.图2为本实用新型注塑模具分流板结构示意图;
46.图3为本实用新型注塑模具分流槽结构示意图;
47.图4为本实用新型注塑模具顶出结构结构示意图;
48.图5为本实用新型注塑模具顶出耐磨块结构示意图;
49.图中:1、底板,2、模底,3、模盖,4、顶出机构,5、面板,6、隔热板,21、方铁,22、b板,23、滑块,31、a板,32、分流板,33、热流道,321、分流槽,322、分流管,41、滑动组件,42、顶出组件,411、顶出板,412、顶出耐磨块,413、滑动件,414、滑槽板,421、顶针底板,422、顶针,423、弹性件。
具体实施方式
50.下面将结合本实用新型实施例,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都涉及本实用新型保护的范围。
51.如图1~图5所示,本实施例提出了
52.一种注塑模具,包括
53.底板1,
54.模底2,设置在底板1上;
55.模盖3,设置在模底2上,模底2和模盖3组成两个注塑空腔,两个注塑空腔均用于产品成型;
56.顶出机构4,设置在底板1上,包括
57.滑动组件41,滑动设置在底板1上,
58.顶出组件42,数量为两个,分别以不同倾斜角度设置在滑动组件41上,分别朝向两个注塑空腔,用于顶出产品。
59.本实施例中,为了解决两个产品不能以不同的方向出模的问题,现有市场上大体分为两种,第一种方式模具只生产一个产品,想提高生产效率则需要增加模具,无形中增加了产品成本;第二种方式模具可以同时生产两个甚至多个产品,产品的顶出模具的方向需要相同,以实现产品的同步生产;当产品具有特殊结构,需要特定的顶出方向时,则需要采用第一种方式,生产效率又会下降,产品成本又会升高;
60.本方案采用了一套模具配合两套朝向方向不同的顶出组件42,具体为一套模具具备基本特征,包含底板1、模底2、模盖3,顶出机构4,其中顶出机构4为组合式,分为底部支撑部和上部执行部,
61.第一种组合式,支撑部为滑动组件41,设计在底板1,滑动组件41可以沿指定的方向滑动,间接带动顶出组件42远离或靠近产品,实现产品的顶出;执行部为两个顶出组件42,分别以特定位置朝向同一个模具内的两个产品,滑动组件41在滑动时,同时顶出组件42也在滑动组件41上进行滑动,用以实现顶出产品;
62.第二种组合式,支撑部为滑动组件41,执行部为顶出组件42,滑动组件41直接带动两个顶出组件42沿特定方向进行滑动,用以实现顶出产品;
63.这样就可以实现在同一个模具上同时生产两个产品,并且以不同的方向被顶出,提高生产效率,降低产品成本。
64.进一步,滑动组件41包括,
65.顶出板411,滑动设置在底板1上;
66.顶出耐磨块412,数量为若干个,设置在顶出板411上,顶出耐磨块412具有第一接触面和第二接触面,第一接触面与顶出板411接触,第二接触面与顶出板411为倾斜设置,顶出组件42滑动设置在第二接触面上。
67.本实施例中,采用第一种组合式顶出后,滑动组件41要沿指定方向滑动,并且滑动组件41与顶出组件42之间会产生相对滑动,易磨损;针对此问题本方案将滑动组件41分为两部分,顶出板411和顶出耐磨块412,其中顶出板411是整体顶出机构4的基座,提供支撑作用,可以在底板1上沿指定方向进行滑动;顶出耐磨块412为耐磨材质,同时需要具备两个接触面,第一接触面与顶出板411接触,用于将顶出耐磨块412固定在顶出板411上,第二接触面与顶出组件42滑动接触,第二接触面为倾斜面与第一接触面不平行,实现两个顶出组件42具有不同的移动方向目的。
68.进一步,滑动组件41还包括,
69.滑动件413,数量为若干个,转动设置在第二接触面上,滑动件413与顶出组件42滑动接触。
70.本实施例中,顶出耐磨块412与顶出组件42如果直接接触,滑动过程中产生较大的摩擦副,增加设备的运行负担,增加能耗,不利于设备的长久运行,在本方案中在第二接触面上增加若干个滑动件413,用以降低顶出耐磨块412与顶出组件42之间的摩擦副,实现设备的长久运行,保证生产输出。
71.进一步,顶出组件42包括,
72.顶针底板421,滑动设置在滑动件413上;
73.顶针422,数量为若干个,垂直设置在顶针底板421上,用于顶出产品;
74.弹性件423,数量为若干个,设置在顶针底板421上,另一端与模底2抵接,弹性件423用于提供顶针底板421靠近滑动件413的弹力。
75.本实施例中,产品结构具有特殊性时,顶出组件42需要进行配套设置,避免顶出过程发生产品损坏或无法顶出现象,同时需将顶出组件42进行复位,本方案中顶出组件42包含三部分,第一部分是顶针422,数量若干个,以特定位置固定在第二部分顶出底板421一侧,另一端接触产品,顶出底板421另一侧与滑动件413接触,实现滑动组件41与顶出组件42之间的相对滑动,第三部分是弹性件423,安装在顶针底板421上,用于实现设备自身顶出机构4的自动复位,替换人工复位,提高效率。
76.进一步,模底2包括,
77.方铁21,数量为若干个,设置在底板1上;
78.b板22,设置在方铁21上,顶针422滑动穿过b板22;
79.滑块23,数量为两个,滑动设置在b板22上。
80.本实施例中,模底2若为一体构造,体积大空间占用大,移动便携性差,本方案将模底2拆分,有方铁21、b板22、滑块23,其中方铁21有若干个,固定在底板1的周边,方铁21、b板22和底板1三者中间形成容纳空间,放置有顶出机构4,减少设备各组件之间的工作距离,提
高设备整体空间的使用率,滑块23位于b板22侧方,用于辅助生产产品。
81.进一步,模盖3包括,
82.a板31,设置在b板22上,a板31与b板22和滑块23中间位置形成两个注塑空腔,注塑空腔用于形成产品;
83.分流板32,设置在a板31上,包括
84.分流槽321,设置在a板31上,
85.分流管322,数量为两个,设置在分流槽321上,分流管322穿过a板31,与注塑空腔连通;
86.还包括
87.热流道33,设置在分流板32上,用于给分流槽321提供热量。
88.本实施例中,将模盖3进行拆分,有a板31,主要与模底2上的b板22和滑块23配合形成两个注塑空腔,有分流槽321和分流管322,用于将外界输入的未成形的物料输送到两个注塑空腔内,同时在分流板32上安装有热流道33,提供热量用于维持物料形态,便于产品的最终成型。
89.进一步,还包括
90.面板5,设置在分流板32上;
91.隔热板6,数量为两个,分别设置在面板5和底板1上。
92.本实施例中,为保证模具成型过程中温度的稳定,本方案在分流板增加面板5,同时在底板1和面板5上增加隔热板6,用以保证模具的整体温度的稳定性。
93.进一步,顶出耐磨块412的第二接触具有凹槽,滑动组件41还包括
94.滑槽板414,数量为若干个,设置在顶出耐磨块412的凹槽内,滑动件413转动设置在滑槽板414上。
95.本实施例中,产品生产过程中滑动件413与顶出耐磨块412接触,两者易磨损,若更换顶出耐磨块412成本较大,时间长,本方案在滑动件413与顶出耐磨块412之间增加了若干个滑槽板414,降低磨损成本,提高更换效率。
96.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1