一种易成型的超薄老花镜片加工模具的制作方法
1.本实用新型涉及眼镜加工的技术领域,更具体的说涉及一种易成型的超薄老花镜片加工模具。
背景技术:
2.老花镜片是通过凸透镜原理,利用凸透镜的聚光作用,把物体的像前移到视网膜上。老花镜为一类光学产品,主要提供给眼睛老花之人所用的眼镜。它同近视镜一样有许多国家标准规定的光学指标,也有一些特殊的使用规律,市面上为了使老花镜片配戴舒适及生产射出容易,老花镜规格及厚度以1.50-2.00mm的镜片尺寸为主,直径以66mm左右为主,老花度数以+50
°
、+100
°
、+150
°
、+200
°
、+250
°
、+300
°
等根据人眼远视程度不同来定制所需的老花镜片。对应的,现有的老花镜片加工模具,如图1所示,加工模具包括有上模、下模(图中未示出),上、下模合模后形成凸透镜的模腔,模腔与模具流道1’连通。模具流道1’可设计为从内向外渐扩的梯形或喇叭状,模具流道的厚度一般为1.25mm,最大宽度一般是35mm,且模具流道1’的上侧面随宽度变大形成由高至低的倾斜面,满足进料流动性。
3.但是,作为镜头或是vr眼镜所使用的镜片,镜片中心厚度需要为1.19-1.2mm,镜片边缘厚度为0.55-0.65mm,以达到一个凸透镜的设计,镜片度数为61-62
°
精准的老花度数镜片。这种超薄老花镜是为了适应市场vr眼镜及光学镜头所使用而设计的特殊厚度及度数,但由于镜片比较薄,在高分子热塑型材料成形时容易变形,会影响镜片的光学性能等问题。因此需进行易成形热塑超薄老花镜片的开发,本案由此产生。
技术实现要素:
4.本实用新型的目的在于提供一种易成型的超薄老花镜片加工模具,其可用于生产超薄老花镜片,易成型、生产效率高,且产品能够符合光学性能。
5.为了达成上述目的,本实用新型的解决方案是:
6.一种易成型的超薄老花镜片加工模具,加工模具包括有上模、下模,上、下模在合模后形成凸透镜的模腔,模腔与模具流道连通,模具流道两侧面由内向外渐扩至连通模腔,模具流道的顶面随两侧宽度变大形成由高至低的弧面,膜腔包括形成镜片中心的中心模腔和形成镜片边缘的边缘模腔,中心模腔中,上模的曲率半径为199.43,下模的曲率半径为252.598,边缘模腔中下模的曲率半径为10.00。
7.进一步,中心模腔的厚度为1.19mm,边缘模腔的厚度为0.553mm
±
0.03mm。
8.进一步,边缘模腔外侧还设有连通的外边缘模腔,外边缘模腔中下模的曲率半径为25.00。
9.进一步,外边缘模腔的厚度为0.71mm
±
0.03mm。
10.进一步,模具流道括顶面、底面以及两个侧面,两个侧面之间的两端形成入口和出口,坯料从入口流入模具流道,弧形的出口连通至模腔,模具流道的入口宽度为11mm,出口宽度为75mm,模具流道的最大厚度为4.9mm。
11.进一步,加工后的老花镜片的度数为61
°‑
62
°
。
12.采用上述结构后,本实用新型可用于生产超薄老花镜片,易成型、生产效率高,通过令模具流道的宽度加宽、厚度增加,且流道的顶面形成圆弧设计,可引导射出的流动方向,从而降低产品应力,减少产品变形,以符合光学性能。
附图说明
13.图1为现有的老化镜片加工模具的结构示意图;
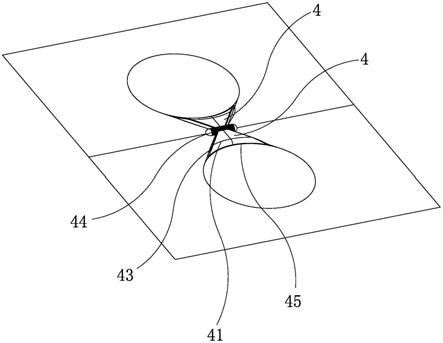
14.图2为本实用新型的结构示意图(显示模具流道);
15.图3为图2的侧视示意图(显示模具流道);
16.图4为本实用新型中模腔的结构示意图;
17.图4a为图4中a处的局部放大图。
具体实施方式
18.为了进一步解释本实用新型的技术方案,下面通过具体实施例来对本实用新型进行详细阐述。
19.结合图2至图4所示,本实用新型揭示了一种易成型的超薄老花镜片加工模具,加工模具包括有上模1、下模2(上模可为定模,形成凹面,下模可为动模,形成凸面),上、下模在合模后形成凸透镜的模腔3,模腔3与模具流道4连通。老花镜片的基材可为pc,加工模具可设计为专属聚碳酸酯(pc)使用,加工模具的坯料为聚碳酸酯(pc)。
20.本实用新型中,模具流道4形成由内向外渐扩的梯形,模具流道4的两侧边由内向外渐扩至连通模腔3,模具流道4括顶面41、底面42以及两个侧面43,两个侧面43之间的两端形成入口44和出口45,坯料从入口44流入模具流道,弧形的出口45连通至模腔3。令模具流道的顶面随两侧宽度变大形成由高至低的弧面。其中,模具流道的入口44宽度为11mm,出口45宽度加宽为75mm,模具流道的最大厚度可为4.9mm。由于模具流道的宽度加宽、厚度增加,且顶面形成圆弧设计,可引导射出的流动方向,从而降低产品应力,减少产品变形,以符合光学性能。
21.如图4所示,膜腔中,膜腔3包括形成镜片中心的中心模腔31和形成镜片边缘的边缘模腔32。其中,中心模腔31中,上模1的曲率半径r1为199.43,下模2的曲率半径r2为252.598,中心模腔的厚度为1.19mm。边缘模腔32中的下模的曲率半径r3为10.00,边缘模腔32的厚度为0.553mm
±
0.03mm。进一步,边缘模腔32外侧还设有连通的外边缘模腔33,如图4a所示,外边缘模腔33中下模的曲率半径r4为25.00,且外边缘模腔的厚度为0.71
±
0.03mm,通过外边缘模腔33,可令原料的流动性更佳。由于镜片的特定度数通过调整r(曲率半径)值,使参数控制在61
°‑
62
°
的范围内,即加工后的老花镜片的度数为61
°‑
62
°
。
22.采用上述结构后,本实用新型的加工模具可用于生产超薄老花镜片,易成型、生产效率高,由于产品设计为超薄镜片,镜片中心厚度从1.50-2.00mm减小为到1.2mm,如采用现有的模具成型效率低,本实用新型通过改变模具的进料口的参数,对模仁边缘进行加宽、加厚处理,模具的加热技术采用热流道技术,提高模具的保温效果和精密性,加热速度变快,3min就能达到95℃-105℃(之前需要30min-60min才能达到),加速产品辅助成型。
23.上述实施例和图式并非限定本实用新型的产品形态和式样,任何所属技术领域的
普通技术人员对其所做的适当变化或修饰,皆应视为不脱离本实用新型的专利范畴。
技术特征:
1.一种易成型的超薄老花镜片加工模具,加工模具包括有上模、下模,上、下模在合模后形成凸透镜的模腔,模腔与模具流道连通,其特征在于:模具流道两侧面由内向外渐扩至连通模腔,模具流道的顶面随两侧宽度变大形成由高至低的弧面,膜腔包括形成镜片中心的中心模腔和形成镜片边缘的边缘模腔,中心模腔中,上模的曲率半径为199.43,下模的曲率半径为252.598,边缘模腔中下模的曲率半径为10.00。2.如权利要求1所述的一种易成型的超薄老花镜片加工模具,其特征在于:中心模腔的厚度为1.19mm,边缘模腔的厚度为0.553mm
±
0.03mm。3.如权利要求1或2所述的一种易成型的超薄老花镜片加工模具,其特征在于:边缘模腔外侧还设有连通的外边缘模腔,外边缘模腔中下模的曲率半径为25.00。4.如权利要求3所述的一种易成型的超薄老花镜片加工模具,其特征在于:外边缘模腔的厚度为0.71mm
±
0.03mm。5.如权利要求1所述的一种易成型的超薄老花镜片加工模具,其特征在于:模具流道括顶面、底面以及两个侧面,两个侧面之间的两端形成入口和出口,坯料从入口流入模具流道,弧形的出口连通至模腔,模具流道的入口宽度为11mm,出口宽度为75mm,模具流道的最大厚度为4.9mm。6.如权利要求1所述的一种易成型的超薄老花镜片加工模具,其特征在于:加工后的老花镜片的度数为61
°‑
62
°
。
技术总结
一种易成型的超薄老花镜片加工模具,加工模具包括有上模、下模,上、下模在合模后形成凸透镜的模腔,模腔与模具流道连通,模具流道两侧面由内向外渐扩至连通模腔,模具流道的顶面随两侧宽度变大形成由高至低的弧面,膜腔包括形成镜片中心的中心模腔和形成镜片边缘的边缘模腔,中心模腔中,上模的曲率半径为199.43,下模的曲率半径为252.598,边缘模腔中下模的曲率半径为10.00。本实用新型可用于生产超薄老花镜片,易成型、生产效率高,且产品能够符合光学性能。光学性能。光学性能。
技术研发人员:陈宇翔
受保护的技术使用者:厦门虹泰光学有限公司
技术研发日:2021.09.02
技术公布日:2022/3/1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1