一种电池罩盖铝箔压合装置的制作方法
1.本实用新型涉及新能源汽车技术领域,尤其涉及一种电池罩盖铝箔压合装置。
背景技术:
2.随着新能源汽车的发展,新能源汽车电池总成的革新成为了该领域的重要分支。新能源汽车电池总成由下箱体、电池、控制电路、电池罩盖等组成,为了汽车供给足够的能源。相比于燃油汽车,新能源汽车电池总成存在一定量的电池辐射,无形中对驾驶员、乘客构成威胁。传统的电池罩盖由smc(片状模塑料)成型制成,具有抗辐射、抗冲击、抗老化、绝缘等优点,但以其非金属材质无法完全抵抗电池辐射。为了减少驾驶员和乘客受到的电池辐射,这使得电池罩盖必须拥有抗电池辐射性能。随之便出现通过将smc与铝箔压合成一体的技术,来提高电池罩盖的抗辐射性能,这一技术的出现,使人体受到的电池辐射处于一个安全且稳定的区间内,保证了驾驶员和乘客的安全。
3.由于电池罩盖的特殊结构,现有的压合装置容易出现压合不牢固,使产品受力不均,导致铝箔脱落的问题。
技术实现要素:
4.鉴于现有技术的上述缺点、不足,本实用新型提供一种电池罩盖铝箔压合装置,其解决了现有技术中铝箔容易脱落的技术问题。
5.为了达到上述目的,本实用新型采用的主要技术方案包括:
6.本实用新型提供一种电池罩盖铝箔压合装置,包括上模和下模,电池罩盖和铝箔通过上模和下模由压机供给压力实现粘接压合;上模上设置有上模具镶块,以及用于防止电池罩盖掉落的多个防掉落机构;多个防掉落机构设置在上模的四周;上模具镶块上设置有用于固定电池罩盖的吸附机构;下模上设置有下模具镶块,以及用于对电池罩盖的切割孔区域和排气阀区域压合的二次压合机构;下模上还设置与电池罩盖切割孔区域位置相对的法兰边;下模上设置用于固定铝箔的铝箔定位销,以及用于顶出电池罩盖的顶出脱模机构。
7.进一步地,还包括导向机构,导向机构包括设置在上模上的上模合模导向柱,和设置在下模上的下模合模导向柱;上模和下模压合时,上模合模导向柱和下模合模导向柱配合,实现导向的作用。
8.进一步地,还包括恒温水路,恒温水路设置在下模内,用于保证下模的温度恒定。
9.进一步地,上模具镶块可拆卸地设置在上模的中部,根据电池罩盖的形状进行布置。
10.进一步地,吸附机构包括真空吸盘和用于控制真空吸盘的真空发生器,真空吸盘设置在位于上模具镶块两侧的上模上,用于将电池罩盖固定在上模上。
11.进一步地,防掉落机构包括第一气缸、固定架和挡板,第一气缸固定在固定架上,第一气缸与挡板连接,通过第一气缸驱动挡板移动至电池罩盖下方,以防止电池罩盖掉落。
12.进一步地,下模具镶块可拆卸地设置在下模的中部,根据电池罩盖的形状进行布置。
13.进一步地,二次压合机构包括与电池罩盖切割孔区域位置相对的切割孔区域二次压合机构;切割孔区域二次压合机构包括多个第二气缸和与第二气缸数量相同的第一压合柱,第二气缸与第一压合柱连接,通过第二气缸带动第一压合柱沿设置在法兰边上的通孔上下移动,以对电池罩盖切割孔区域进行二次压合。
14.进一步地,二次压合机构还包括与电池罩盖排气阀区域位置相对的排气阀区域二次压合机构;排气阀区域二次压合机构包括多个第三气缸和第二压合柱,第三气缸和第二压合柱连接,通过第三气缸带动第二压合柱沿电池罩盖内外方向移动,以对电池罩盖排气阀区域进行二次压合。
15.进一步地,法兰边的外侧设置有挡板,用于遮挡喷出的胶。
16.本实用新型的有益效果是:本实用新型的一种电池罩盖铝箔压合装置,可以实现铝箔与成型后的由片状模塑料制成的电池罩盖的粘接压合功能,电池罩盖和铝箔通过上模和下模由压机供给压力实现粘接压合效果,局部特殊功能区域可通过二次压合机构对其进行补充压力压合,能够提高电池罩盖和铝箔压合的整体效果。
附图说明
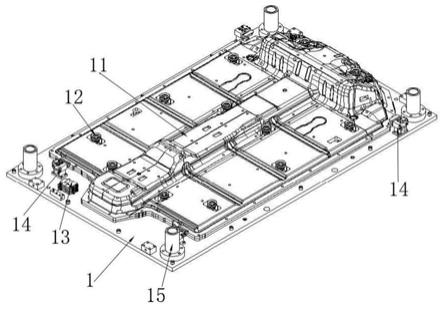
17.图1为本实用新型一种电池罩盖铝箔压合装置上模的结构示意图;
18.图2为本实用新型一种电池罩盖铝箔压合装置下模的结构示意图;
19.图3为本实用新型防掉落机构的结构示意图。
20.图中:1、上模;11、上模具镶块;12、真空吸盘;13、真空发生器;14、防掉落机构;141、第一气缸;142、固定架;143、挡板;15、上模合模导向柱;2、下模;21、铝箔定位销;22、下模具镶块;23、电磁阀控制阀座;24、下模合模导向柱;25、顶出脱模机构;26、切割孔区域二次压合机构;261、第二气缸;262、第一压合柱;27、恒温水路;28、排气阀区域二次压合机构;281、第三气缸;282、第二压合柱;29、法兰边。
具体实施方式
21.为了更好的解释本实用新型,以便于理解,下面结合附图,通过具体实施方式,对本实用新型作详细描述。
22.实施例1:
23.参照图1和图2,本实用新型提供一种电池罩盖铝箔压合装置。该压合装置包括上模1和下模2,电池罩盖和铝箔通过上模1和下模2由压机供给压力实现粘接压合。具体地,压机与上模1连接,通过压机带动上模1及上模1上的电池罩盖向下移动,与位于下模2上的铝箔通过胶粘接压合。本实用新型的电池罩盖铝箔压合装置依靠仿形加工实现模具与产品的配合,上模1和下模2间隙依照铝箔实际厚度匹配加工,可以使电池罩盖在压合过程中整体受力均匀。
24.其中,上模1上设置有多个起到仿形作用的上模具镶块11,上模具镶块11可拆卸地设置在上模1的中部,可以根据电池罩盖的形状进行布置。根据不同产品更换上模具镶块11,实现一套装置生产两款或两款以上产品。
25.上模1上还设置用于防止电池罩盖掉落的多个防掉落机构14,多个防掉落机构14设置在上模1的四周。本实施例中设置四个防掉落机构14,分别位于上模1的四个角处。具体地,参见图3,防掉落机构14包括第一气缸141、固定架142和挡板143,第一气缸141固定在固定架142上,第一气缸141与挡板143连接,通过第一气缸141驱动挡板143移动至电池罩盖下方,以防止电池罩盖掉落。
26.上模1上还设置有用于固定电池罩盖的吸附机构。具体地,吸附机构包括真空吸盘12和用于控制真空吸盘12的真空发生器13,真空吸盘12设置在位于上模具镶块11两侧的上模1上,用于将电池罩盖固定在上模1上。本实施例中设置四组真空吸盘12,能够保证电池罩盖的稳固。真空发生器13及真空吸盘12根据电池罩盖的重量进行选型,达到足够的吸附力可将电池罩盖固定于上模1。
27.本实用新型压合装置的上模1可实现成型后的电池罩盖的定位及负压吸附功能。因成型后的电池罩盖为刚性体,故其定位方式依靠上模1仿形实现。并以四个真空发生器13带动四组真空吸盘12,以负压吸附的方式使成型后的电池罩盖吸附于上模1。再凭借防掉落机构14在特殊情况下避免成型后的电池罩盖掉落砸下。
28.下模2上设置有多个起到仿形作用的下模具镶块22,下模具镶块22可拆卸地设置在下模2的中部,根据电池罩盖的形状进行布置。下模2上还设置与电池罩盖切割孔区域位置相对的法兰边29。法兰边29的外侧设置有特氟龙材质制成的接胶用的挡板,用于遮挡喷出来的溢胶,保持模具清洁。挡板可拆卸地安装在下模2上,方便更换。
29.下模2上设置用于对电池罩盖的切割孔区域和排气阀区域压合的二次压合机构。具体地,二次压合机构包括与电池罩盖切割孔区域位置相对的切割孔区域二次压合机构26,以及与电池罩盖排气阀区域位置相对的排气阀区域二次压合机构28。其中,切割孔区域二次压合机构26包括多个第二气缸261和与第二气缸261数量相同的第一压合柱262,第二气缸261与第一压合柱262连接,通过第二气缸261带动第一压合柱262沿设置在法兰边29上的通孔上下移动,以对电池罩盖切割孔区域进行二次压合。其中,排气阀区域二次压合机构28包括多个第三气缸281和第二压合柱282,第三气缸281与第二压合柱282连接,通过第三气缸281带动第二压合柱282沿电池罩盖内外方向移动,以对电池罩盖排气阀区域进行二次压合。二次压合机构需根据电池罩盖单位面积受力要求选择合适缸径及行程的气缸,保障二次压合机构对电池罩盖输出的力满足功能要求。
30.位于下模具镶块22两侧的下模2上设置有用于固定铝箔的多个铝箔定位销21,以及用于顶出电池罩盖的多个顶出脱模机构25。铝箔定位销21通过与其相连的气缸推动其上下移动,以定位铝箔。顶出脱模机构25包括顶出件和气缸,通过气缸带动顶出件上下移动,以顶出压合后的整个电池罩盖。顶出件可以为柱状的橡胶杆件,防止其将铝箔顶坏。
31.下模2上还设置有电磁阀控制阀座23,用于控制该压合装置的所有气缸的移动。
32.该压合装置还包括导向机构,导向机构包括设置在上模1上的上模合模导向柱15,和设置在下模2上的下模合模导向柱24;上模1和下模2压合时,上模合模导向柱15和下模合模导向柱24配合,实现导向的作用。具体地,上模合模导向柱15为空心圆柱体结构,横截面为圆环形。下模合模导向柱24下部为圆柱体结构,上部为圆台结构。上模1和下模2压合时,下模合模导向柱24上部的圆台结构插入上模合模导向柱15的圆柱体内。
33.该压合装置还包括恒温水路27,恒温水路27设置在下模2内,用于保证下模2的温
度恒定。恒温模具水路需覆盖至法兰边29及平面区域,且保持温度在30~40℃的范围内,保证喷涂于铝箔表面的胶水不受环境温度的影响,使胶水始终保持在良好的初粘力的状态下,保证粘接效果。
34.本实用新型压合装置的下模2可实现铝箔定位、下模2温度恒定、功能区域二次压合、电池压盖铝箔压合后脱模等功能。铝箔为柔性较大的材料,在压合装置上,依靠模具仿形进行粗定位,再以四个定位销完成铝箔的精定位。下模2温度恒定可保证喷涂于铝箔表面胶水的初粘力处于稳定状态。电池罩盖功能区主要是由于铝箔厚度相比其他区域更薄,需通过二次压合的方式保证功能区域的粘接效果。电池罩盖压合完成后,由于受到极大的压力,会嵌于下模2,难以脱模,需要通过顶出脱模机构25实现产品脱模。
35.尽管上面已经示出和描述了本实用新型的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本实用新型的限制,本领域的普通技术人员在本实用新型的范围内可以对上述实施例进行改动、修改、替换和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1