一种改进的双向拉伸的聚丙烯薄膜的设备的制作方法
1.本实用新型涉及双向拉伸设备挤出机领域,特别涉及b29c48/00领域,更具体的,涉及一种改进的双向拉伸的聚丙烯薄膜的设备。
背景技术:
2.聚丙烯是一种性能优良的热塑性合成树脂,聚丙烯薄膜是一种非常重要的软包装材料,聚丙烯薄膜无色、无嗅、无毒,并具有高拉伸强度、冲击强度、刚性、强韧性和良好的透明性,聚丙烯薄膜的生产通常是通过同时或分步在垂直的两个方向(纵向、横向)上进行的拉伸,并经过适当的冷却或热处理或特殊的加工(如电晕、涂覆等)制成的薄膜;双向拉伸的聚丙烯薄膜(bopp)为多层共挤薄膜,通常是由聚丙烯颗粒经共挤形成片材后,再纵横两个方向的拉伸制备而成的。由于拉伸分子定向,一般使用厚度为18~60μm,应用最广泛的为18μm。但是由于前期熔体混合均匀程度的不同,双向拉伸聚丙烯薄膜的均匀性和稳定性会出现问题。
3.公开号为cn112223797a的中国专利公开了一种bopp薄膜的生产工艺,以上述专利为例,目前主流的生产线挤出机中,又如日本三菱8.3米双拉bopp薄膜生产线挤出机中,都是采用2台单螺杆挤出机串联使用,该系统目前存在能耗大、熔体温度高,生产状态不稳定、产量受限等问题。而双螺杆挤出机虽然能耗较小,但是双向拉伸bopp膜生产要求的塑化效果较高,普通的双螺杆挤出机无法满足bopp膜的塑化要求,挤出机塑化不良时bopp膜上会有气泡、晶点、白点等问题,下游客户将无法正常使用。
4.基于上述问题,本实用新型提供一种改进的双向拉伸的聚丙烯薄膜的设备。
技术实现要素:
5.针对上述问题,本实用新型提供了一种改进的双向拉伸的聚丙烯薄膜的设备,包括上料斗、双螺杆挤出机、第一过滤器、计量泵、第二过滤器、混合模块、模头;所述上料斗、双螺杆挤出机、第一过滤器、计量泵、第二过滤器、混合模块、模头通过熔体管道依次连接;物料在加工过程中依次经过所述上料斗、双螺杆挤出机、第一过滤器、计量泵、第二过滤器、混合模块,并通过模头挤出膜片。
6.作为一种优选的技术方案,所述双螺杆挤出机中的两个螺杆同方向旋转,所述双螺杆挤出机中应用的螺杆的长径比为1:30~1:45;所述螺杆总长度为5100-7650mm。
7.作为一种优选的技术方案,所述双螺杆挤出机中应用的螺杆采用驱动轴配合螺牙模块的方式,所述螺牙模块设置为内部贯通空心、外部设置有螺牙的筒式结构,所述螺牙模块套置在所述驱动轴上,所述螺牙模块和所述驱动轴之间可拆卸的固定连接共同组成螺杆。
8.作为一种优选的技术方案,所述螺牙模块和所述驱动轴之间采用齿形配合连接或键槽固定连接。
9.作为一种优选的技术方案,所述螺牙模块包括输送段、熔融段、塑化段、排料段;所
述输送段、熔融段、塑化段、排料段的长度比例为(4.5-5.5):(1.5-2.5):1:(5.5-6.5)。
10.作为一种优选的技术方案,所述熔融段的螺牙包括第一熔融螺牙、第二熔融螺牙、第三熔融螺牙,所述第一熔融螺牙、第二熔融螺牙、第三熔融螺牙的长度比为(1-2):1:(1-2);且所述第一熔融螺牙、第二熔融螺牙、第三熔融螺牙的角度依次为60
°
、45
°
和90
°
。
11.作为一种优选的技术方案,所述第一过滤器设置为粗网熔体过滤器,所述粗网熔体过滤器的熔体网为50-120目。
12.作为一种优选的技术方案,所述第二过滤器设置为细网熔体过滤器,所述细网熔体过滤器的熔体网为230-500目。
13.作为一种优选的技术方案,所述细网熔体过滤器的横截面积是粗网熔体过滤器横截面积的10-20倍。
14.作为一种优选的技术方案,所述混合模块是一个管道结构,管道结构内部设置有螺旋导流槽。
15.有益效果:
16.(1)本实用新型提供了一种改进的双向拉伸的聚丙烯薄膜的设备,用于bopp薄膜,即双向拉伸聚丙烯薄膜的生产中,传统的双拉薄膜生产线挤出机是2台单螺杆挤出机串联使用,每小时产量4.5吨左右。1号挤出机驱动电机为1200kw,2号挤出机驱动电机为600kw,2台挤出机驱动功率合计1800kw。该系统目前存在能耗大、熔体温度高,生产状态不稳定、产量受限等问题。本实用新型提供的采用双螺杆挤出机配合计量泵的生产方式,1台6吨左右的双螺杆挤出机驱动功率1200kw,1台计量泵驱动功率160kw,每小时节约用电440kw。
17.(2)本实用新型中提出的采用双螺杆挤出机的方案,挤出产量从两台单螺杆挤出机的4.5吨提升到了6吨每小时,每小时增加了1.5吨产量提高了生产效率。本实用新型中合理设计螺杆的长径比和螺杆直径,保证双螺杆挤出机在bopp薄膜生产中的挤出效果。
18.(3)本实用新型中通过将螺杆设置为驱动轴和螺牙模块配合的模块化设计,允许使用者根据工艺要求的变化选择不同的螺牙模块,选择多个不同的螺牙模块进行组合,确保在挤出量50%-100%的时候都能够满足使用要求。
19.(4)本实用新型中通过双螺杆螺牙和混合模块的组合设置,熔体混合更加均匀,模头出来的pp膜片均匀性提高,双拉的pp薄膜质量也得到提高。
附图说明
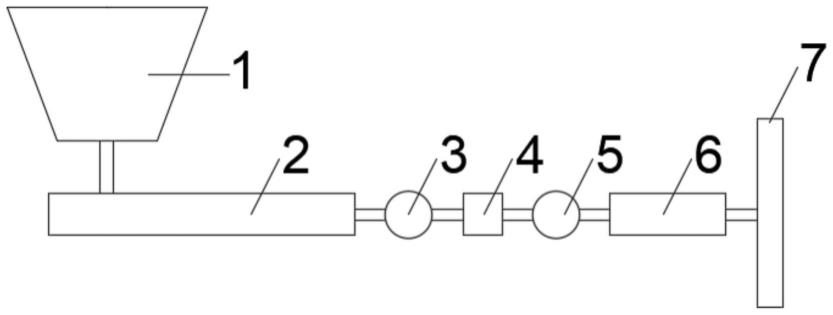
20.图1是本实用新型提供的一种改进的双向拉伸的聚丙烯薄膜的设备的结构示意图;
21.图2是螺杆的结构示意图;
22.图3是混合模块的结构示意图;
23.图4是螺旋导流槽的结构示意图;
24.其中,1-料斗、2-双螺杆挤出机、3-第一过滤器、4-计量泵、5-第二过滤器、6-混合模块、601-螺旋导流槽、7-膜头。
具体实施方式
25.一种改进的双向拉伸的聚丙烯薄膜的设备,包括上料斗1、双螺杆挤出机2、第一过
滤器3、计量泵4、第二过滤器5、混合模块6、模头7;所述上料斗1、双螺杆挤出机2、第一过滤器3、计量泵4、第二过滤器5、混合模块6、模头7通过熔体管道依次连接;物料在加工过程中依次经过所述上料斗1、双螺杆挤出机2、第一过滤器3、计量泵4、第二过滤器5、混合模块6,并通过模头7挤出膜片。
26.优选的,物料颗粒通过上料斗1上料后,经过双螺杆挤出机2挤压后进入粗网熔体过滤器过滤掉大的杂质,再通过计量泵4控制流量再流入细网熔体过滤器,过滤掉小的杂质,再经过混合模块6对熔体进行混炼,之后通过模头7挤出膜片并后续进行双拉。
27.在一些优选的实施方式中,所述双螺杆挤出机2中的两个螺杆201同方向旋转,所述双螺杆挤出机2中应用的螺杆201的长径比为1:30~1:45;所述螺杆201总长度为5100-7650mm。
28.双向拉伸bopp膜用的聚丙烯原料熔融指数在2-4g/10min,要在不同挤出量的时候都要能达到bopp膜要求的塑化效果,对挤出机的塑化要求比较高。挤出机塑化不良时bopp膜上会有气泡、晶点、白点等问题,下游客户将无法正常使用。申请人在实验中发现,将所述双螺杆挤出机中应用的螺杆201的长径比为1:30~1:45;所述螺杆201总长度为5100-7650mm。能够满足使用要求。
29.在一些优选的实施方式中,所述双螺杆挤出机2中应用的螺杆201采用驱动轴配合螺牙模块的方式,所述螺牙模块设置为内部贯通空心、外部设置有螺牙的筒式结构,所述螺牙模块套置在所述驱动轴上,所述螺牙模块和所述驱动轴之间可拆卸的固定连接共同组成螺杆201。
30.通过将螺杆201设置为驱动轴和螺牙模块配合的模块化设计,允许使用者根据工艺要求的变化选择不同的螺牙模块,选择多个不同的螺牙模块进行组合,确保在挤出量50%-100%的时候都能够满足使用要求。
31.在一些优选的实施方式中,所述螺牙模块和所述驱动轴之间采用齿形配合连接或键槽固定连接。
32.在一些优选的实施方式中,所述螺牙模块包括输送段、熔融段、塑化段、排料段;所述输送段、熔融段、塑化段、排料段的长度比例为(4.5-5.5):(1.5-2.5):1:(5.5-6.5)。
33.这种组合制备成的熔融段剪切力更适用于pp熔体的混合,能够更好地混合此阶段的熔体。
34.在一些优选的实施方式中,所述熔融段的螺牙包括第一熔融螺牙、第二熔融螺牙、第三熔融螺牙,所述第一熔融螺牙、第二熔融螺牙、第三熔融螺牙的长度比为(1-2):1:(1-2);且所述第一熔融螺牙、第二熔融螺牙、第三熔融螺牙的角度依次为60
°
、45
°
和90
°
。
35.在一些优选的实施方式中,所述第一过滤器3设置为粗网熔体过滤器,所述粗网熔体过滤器的熔体网为50-120目。
36.在一些优选的实施方式中,所述第二过滤器5设置为细网熔体过滤器,所述细网熔体过滤器的熔体网为230-500目。
37.在一些优选的实施方式中,所述细网熔体过滤器的横截面积是粗网熔体过滤器横截面积的10-20倍。
38.在一些优选的实施方式中,所述混合模块6是一个管道结构,管道结构内部设置有螺旋导流槽601。
39.工作原理:本实用新型提供的技术方案中,物料颗粒通过上料斗1上料后,经过双螺杆挤出机2挤压后进入粗网熔体过滤器过滤掉大的杂质,再通过计量泵4控制流量再流入细网熔体过滤器,过滤掉小的杂质,再经过混合模块6对熔体进行混炼,之后通过膜头7挤出膜片并后续进行双拉;本实用新型中通过将螺杆设置为驱动轴和螺牙模块配合的模块化设计,允许使用者根据工艺要求的变化选择不同的螺牙模块,选择多个不同的螺牙模块进行组合,确保在挤出量50%-100%的时候都能够满足使用要求。
40.实施例
41.本实用新型提供了一种改进的双向拉伸的聚丙烯薄膜的设备,包括上料斗、双螺杆挤出机、第一过滤器、计量泵、第二过滤器、混合模块、模头;所述上料斗、双螺杆挤出机、第一过滤器、计量泵、第二过滤器、混合模块、模头通过熔体管道依次连接;物料在加工过程中依次经过所述上料斗、双螺杆挤出机、第一过滤器、计量泵、第二过滤器、混合模块,并通过模头挤出膜片。
42.所述双螺杆挤出机中的两个螺杆同方向旋转,所述双螺杆挤出机中应用的螺杆的长径比为1:38;所述螺杆总长度为6460mm。
43.所述双螺杆挤出机中应用的螺杆采用驱动轴配合螺牙模块的方式,所述螺牙模块设置为内部贯通空心、外部设置有螺牙的筒式结构,所述螺牙模块套置在所述驱动轴上,所述螺牙模块和所述驱动轴之间可拆卸的固定连接共同组成螺杆。
44.所述螺牙模块和所述驱动轴之间采用齿形配合连接或键槽固定连接。
45.所述螺牙模块包括输送段、熔融段、塑化段、排料段;所述输送段、熔融段、塑化段、排料段的长度比例为35.4:14.5:6.9:43.2。
46.所述熔融段的螺牙包括第一熔融螺牙、第二熔融螺牙、第三熔融螺牙,所述第一熔融螺牙、第二熔融螺牙、第三熔融螺牙的长度比为3:2:3;且所述第一熔融螺牙、第二熔融螺牙、第三熔融螺牙的角度依次为60
°
、45
°
和90
°
。
47.所述第一过滤器设置为粗网熔体过滤器,所述粗网熔体过滤器的熔体网为80目。
48.所述第二过滤器设置为细网熔体过滤器,所述细网熔体过滤器的熔体网为250目。
49.所述细网熔体过滤器的横截面积是粗网熔体过滤器横截面积的10-20倍。
50.所述混合模块是一个管道结构,管道结构内部设置有螺旋导流槽。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1