用于制造纤维塑料复合材料的方法与流程
1.本发明涉及一种用于制造具有连续纤维或长纤维的纤维塑料复合材料。此外,本发明涉及一种加工工具,所述加工工具包括模具和至少一个嵌入到模具中的流动通道。
背景技术:
2.具有连续纤维或长纤维的纤维塑料复合材料具有非常良好的机械特性。特别是,强度和刚性相对于密度的良好比例使这种材料成为理想的轻型结构材料。
3.因为这样的具有连续纤维或长纤维的纤维塑料复合材料的制造是复杂且耗时的并且所使用的纤维通常是昂贵的,所以纤维塑料复合材料目前仅被用在高科技领域中。
4.纤维复合材料在其机械特性方面是有方向性的,其中,所述机械特性沿纤维方向自然是最大的。偏离于该纤维方向产生显著更差的特性。
5.在传统的制造方法中,连续纤维或长纤维以固定的纤维角度铺放在构件中。因为在复杂构件中的受力状态是多轴的并且纤维的特性是有方向性的,所以复合材料由具有不同纤维角度的多个不同的层构造,所述复合材料被称为“恒定刚度设计”。不过,这点导致纤维特有的特性无法被完全利用。
6.最近的制造方法尝试通过将纤维沿载荷方向有目的地定向(“可变刚度设计”)来避开该缺点。利用这种制造方法可能使纤维弯曲并且不必再强制笔直地存在于构件中。纤维的该符合载荷的定向导致必需使用明显更少的纤维,以便沿载荷方向达到同样的材料特性,借此可以节省质量和成本。
7.已知用于具有如下连续纤维或长纤维的纤维塑料复合材料的制造方法,所述连续纤维或长纤维具有纤维的沿载荷方向的有针对性的定向,并且所述制造方法已经在工业中得以应用。所谓的订制纤维铺放(tailored fibre placement)将各个纤维束借助于刺绣技术施加到基层上。以此能实现任意的纤维定向。订制补片铺放(tailored patch placement)在机器人辅助的情况下将纤维剪裁片铺放到基层上。纤维由于该过程不再连续,但同样可以以复杂的定向被铺放。除了这些方法还存在其他方法,这些方法通常在机器人辅助的情况下将纤维按照载荷流或按照其他设计标准铺放。这些方法的特点在于最高的材料效果和最少的废料。然而,该结构的制造是很费时的并且无法制造用于大规模市场的构件。
8.de 10 2007 054 424 a1描述一种用于制造纤维塑料复合材料的方法,其中,将纤维吹入到模具中。纤维方向通过喷嘴的吹动方向确定并且相应地仅可能在窄的范围内变化。
9.在de 10 2010 045 428 b4中,描述了一种用于制造纤维塑料复合材料的方法,其中,将纤维借助于气流运输至加工地点。该运输通过运输通道进行,其中,在运输纤维期间添加基质树脂。借助于传统的制造方法进行进一步的加工和成型。
10.ep 1 177 871 b1描述纤维喷射,所述纤维喷射通过未定向的气流将纤维施加到开放的工具模具上。纤维在开放的模具中的精确定位是不可能的。
11.de 10 2016 103 979 a1描述一种用于制造结构空心构件的方法以及结构空心构件本身。所述方法的特征在于,利用纤维缠绕可洗的型芯并且,在型芯中的孔内,利用纤维产生在空心构件中的支撑(strebe),这些纤维通过针或通过气流定位。
12.参照制造方法,现今已知的现有技术虽然基本上示出将纤维吹入通道或者通常吹入型腔中;不过以此仅能制造特殊的空心构件而无法制造具有确定的纤维定向的构件。
技术实现要素:
13.至今使用的用于制造具有纤维沿载荷方向有针对性地定向的纤维复合塑料的方法是基于(时间上)耗费的铺放构思或者基于几何上不准确的并且限制于一个方向的吹入方法。
14.本发明的目标因此在于提供一种用于制造纤维复合塑料的方法,所述方法允许纤维沿载荷方向的有针对性的定向(必要时也带有弯曲)并且能实现短的制造时间。
15.所述目标的实现是通过一种用于制造具有确定的纤维定向的纤维塑料复合材料的方法,对连续纤维或长纤维定向并且将其利用基质包裹,其特征在于如下步骤:
16.a)提供包括至少一个流动通道的模具,
17.b)将连续纤维或长纤维导入到所述至少一个流动通道中,
18.c)在所述至少一个流动通道中通过在流动通道中的压力梯度定位所述连续纤维或长纤维,并且
19.d)利用基质包裹连续纤维或长纤维。
20.在de 10 2010 045 428 b4中虽然描述了通道,但该通道仅用于提供和制备复合材料,所述复合材料然后则可以利用传统的方法加工。本发明利用各通道能实现纤维在模具中的精确定位。
21.模具相关的通道负责纤维定向。通过所述流动通道确定连续纤维或长纤维在稍后的纤维塑料复合材料中的精确位置,所述纤维塑料复合材料通常是半成品。所述流动通道可以直线地延伸,然而所述流动通道优选可以存在任意复杂的形状。特别优选地,所述流动通道至少简单地弯曲。
22.在一种实施变型方案中规定,所述连续纤维或长纤维在流动通道中通过流体流定位。
23.用于定位纤维的流体流通过在相应的流动通道中的压力梯度产生。该压力梯度例如可以通过在流体的流入侧的相对超压或者通过在流体的流出侧的相对负压或者同时通过两者产生。流体通常是空气,但同样可以是惰性气体或稀有气体。同样也可以使用蒸发的液体作为流体。所述流体可以是调温的或不调温的。
24.在最简单的情况下,所述连续纤维或长纤维涉及仅由增强纤维组成的简单的纤维丝束。优选地,所述连续纤维或长纤维是混合纤维丝束(亦即由增强纤维和基质材料组成的纤维丝束),特别优选是混纺纱线(由增强纤维和塑料纤维作为基质材料组成的纤维丝束)。
25.所述长纤维或长丝纱线要么包括纯的连续纤维或捆绑的长纤维要么包括由纤维和基质组成的复合结构,其中,所述基质优选可以以聚合物纤维、聚合物粉末或树脂的形式存在。增强纤维可以包括碳纤维、玻璃纤维、芳纶纤维、其他聚合物纤维、金属纤维和陶瓷纤维以及自然纤维。
26.备选地,也可以为其他目的引入长纤维或长丝纱线。所述长纤维或长丝纱线例如可以满足装饰目的。一种备选的实施形式规定,所述长纤维或长丝纱线为了热目的引入。在这些实施形式中,所述长纤维或长丝纱线的引入不仅仅局限于增强效果。不言而喻地,也考虑这些功能的组合。
27.所述模具大多具有半模。在各半模之间的接触面可以构成平坦的面或者复杂弯曲地存在。如果接触面是平坦的面,利用所述方法通常制造半成品,这些半成品应在另外的步骤中再成形并且利用基质包裹。如果在稍后的构件中的增强仅在二维上,则只需包裹。如果接触面是弯曲的面,则以此可以减少用于稍后的构件的变形程度或者也直接地制造用于构件的增强几何结构。在后一种情况下仅需要包裹。
28.包裹指纤维到基质中的嵌入,其中,可以仅点状地或大面积地包裹。所述包裹用于将纤维丝束彼此间加固或者用于固定在基层上。固定可以直接在模具中进行。为此加热的压印模可以通过施加压力来将纤维丝束彼此间加固或者固化在基层上。用于加固的备选的可能方案是压力空气、通过真空抽吸抑或柔性的管,所述管位于通道内并且被充气。按照所使用的基质材料,加热是需要的。
29.在另一个变型方案中,所述方法直接集成在注塑过程、压制过程、热成型过程或者其他加工过程中。所定位的纤维的加固直接在过程中进行,例如通过利用注塑材料填充构件轮廓。
30.所述包裹也可以在模具之外发生。为此,扁平夹具可以将通过模具的流动通道定向的纤维丝束静电式地、气压式地、借助于负压或者通过粘附夹持并且输送给包裹站。在那里,将纤维丝束仅彼此间加固或者将纤维丝束彼此间并附加地在基层上加固。
31.优选地,在一个模具中进行所有步骤(提供模具;将连续纤维或长纤维导入到流动通道中;在流动通道中通过在流动通道中的压力梯度定位所述连续纤维或长纤维;并且利用基质包裹所述连续纤维或长纤维)。
32.所述基层可以本身是以膜或板状的半成品。优选地使用膜,所述膜保证与基质材料的良好的粘附。这里仅示例性列举:如果使用具有pp基质的混纺纱线,则合乎目的的是使用由pp制成的膜或板作为基层。如果使用具有pa6基质的混纺纱线,则可以使用具有相应的粘附剂的金属板抑或具有pa6基质的预浸渍体。此外,基层已经可以是三维的结构,所述结构通过纤维附着来增强。
33.在另一方面,本发明涉及一种用于制造纤维复合材料的加工工具,所述加工工具包括模具和至少一个嵌入到模具中的流动通道,其中,所述流动通道配设有至少一个流体喷嘴,其中,所述流体喷嘴具有用于连续纤维或长纤维的纤维储备。
34.所述流动通道的形状优选具有至少一个弯曲部。所述流动通道确定流动方向并且因此确定纤维束在半成品或构件中的定向。
35.所述模具优选包括两个半模、即一个上部和一个下部。所述流动通道可以加工到下部中或到上部中或到上部和下部中。在一个模具中不仅可以加工出一个单个的流动通道而且可以加工出多个流动通道,所述流动通道供应纤维丝束。
36.在一种实施变型方案中规定,所述模具具有两个半模,其中,所述流动通道由两个半模形成。
37.在所述半模之间的接触面可以构成平坦的面或复杂弯曲地存在。如果接触面是平
坦的面,则优选利用模具制造半成品,所述半成品必须在另外的步骤中被成形并且包裹。如果在稍后的构件中的增强仅是二维的,则仅需包裹。如果接触面是弯曲的面,则以此可以减少用于稍后的构件的变形程度或者也直接地制造用于构件的增强几何结构。在后一种情况下,仅需包裹。
38.优选地规定,所述模具具有多个流动通道,并且供给通过一个或多个位置固定的喷嘴发生。喷嘴仅与对接面法向地运动离开,以便提供切断纤维的可能性。
39.作为用于模具的材料可以使用钢、铝和其他金属。同样地,塑料可以是模具材料。也可能的是,所述两个模具部分之一是稍后描述的基层本身或者也可以是用于拿取所定位的纤维丝束的扁平夹具。
40.通道的横截面可以具有任意形状。因此,所述通道可以具有圆形、矩形或另外的形状。唯一的准则是其横截面积等于或(优选)大于纤维丝束的固定的组成部件的横截面积。
41.在另一方面,本发明涉及一种用于塑料加工设备的加工工具,所述加工工具包括模具和至少一个嵌入到模具中的流动通道,其中,所述流动通道配设有流体喷嘴。优选地规定,所述塑料加工设备是注塑机。
附图说明
42.以下,借助于示例和附图更详细地阐述本发明。
43.图1示意性地示出具有流动通道的模具的下部。
44.图2示意性地示出按照图1的模具的下部连同模具的透明示出的上部以及配设给流动通道的喷嘴。
45.图3示出图2的模具连同喷嘴和连续纤维。
46.图4示出具有铺放好的连续纤维的基层。
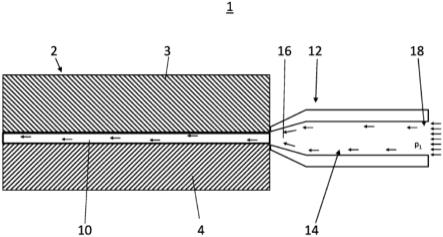
47.图5示意性地示出用于塑料加工设备的按照本发明的加工工具的整个结构。
具体实施方式
48.借助附图示出按照本发明的方法以及按照本发明的加工工具。因为附图与方法步骤相关联,所以共同地描述所有附图。在图3中示出加工工具。所述加工工具包括一个具有两个半模的模具。所述两个半模形成各流动通道。
49.例如,给每个流动通道10配设一个流体喷嘴12,其中,所述流体喷嘴具有用于连续纤维的纤维储备。
50.对于按照本发明的用于制造具有连续纤维或长纤维的纤维塑料复合材料的方法,首先提供一个具有半模的一个模具,所述半模包括至少一个流动通道。在图1的示例中示出三个流动通道10,所述三个流动通道此外还不同地弯曲。现在将第二半模3定位到第一半模4上并且安放喷嘴12(图2)。接着将连续纤维或长纤维经由喷嘴导入到流动通道中。通过压力梯度在流动通道中定位所述连续纤维(图3)。上部半模例如也可以是塑料基层,从而连续纤维借助于例如压印在模具中定位在基层上。
51.在所述方法中使用的纤维通过喷嘴提供。应定位在模具中的纤维段位于储备中的喷嘴中,这些喷嘴相对于环境紧密地封闭。所述通道通过这些喷嘴来供应。如果产生压力梯度,喷嘴和模具除了流入开口和流出开口之外紧密地封闭,以便在模具通道中产生希望的
流体流。如果纤维定位在模具中好,则将喷嘴从模具抬起并且断开在模具与喷嘴之间的纤维丝束。所述断开不仅可以机械地而且通过切除(例如借助热量地)进行。
52.所制造的半成品的再加工可以通过注塑进行。半成品可以在已经再成形的模型中通过注塑起作用并且由此可以制造任意需要的构件。
53.在图5中示出按照本发明用于实施所述方法的加工工具1。所述加工工具包括一个模具2,所述模具具有两个半模3、4、一个上部的半模3和一个下部的半模4。在模具2中嵌入到流动通道10。所述流动通道形成在下部的半模4中。给所述流动通道10配设流体喷嘴12,其中,所述流体喷嘴12具有用于以纤维丝束形式的连续纤维16的纤维储备14。在流体喷嘴12的入口18上存在压力p1,所述压力比流动通道10中的压力p2更高。通过这样产生的压力梯度δp=p1–
p2,将连续纤维16导入到流动通道10中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1