制造第一物体和第二物体的组件的制作方法
发明领域本发明属于机械工程和建筑领域,涉及一种制造第一物体和第二物体的组件的方法。
背景技术:
0、发明背景
1、从wo 98/42988和从wo 00/79137以及从wo 2006/002569或wo 2015/18130或wo2018/172385,它们通过引用整体并入本文,教导将第一物体锚固在第二物体中的方法。第一物体包含处于固态的热塑性材料,即具有热塑性性质的材料。为了锚固,在能量尤其是机械振动能冲击的同时使第一物体与第二物体物理接触。由于能量的作用,热塑性材料的流动部分流入第二物体的结构中,以在重新固化后产生第一物体在第二物体中的锚固。流动部分流入其中的结构主要是由于第二物体的性质而存在的结构,所述第二物体可以例如是木材(在这种情况下,所述结构是由木材材料中的不规则部形成的)、木材复合材料或具有孔隙或其他不规则部的其他人造材料诸如具有纤维结构等的物体。
2、在wo 2016/071335中,其通过引用整体并入本文,教导一种将第二物体锚固在第一物体中的方法。在此,第一物体包含处于固态的热塑性材料,而第二物体具有耦合结构。使第二物体与第一物体接触,将机械振动能耦合到第二物体中,直到热塑性材料的流动部分被液化并流入耦合结构中,以在重新固化后通过重新固化的热塑性材料相互渗透耦合结构产生刚性配合连接。
3、这两种方法的共同点是,物体中的一个相对于物体中的另一个被锚固。更具体地说,其中物体中的一个通过一个物体的结构被另一个物体的材料相互渗透被锚固在另一个物体中,这导致类似于根部被锚固的锚固效果。这主要是刚性配合连接。第一物体的重新固化材料(改性复合物的流动部分)和第二物体的材料的相互渗透可通过机械粘合引起固定。这意味着重新固化材料填充第二物体内的空隙或孔隙。因此,第一物体和第二物体通过互锁固定在一起。因此,空隙或孔隙的尺寸可以变化,使得互锁现象随着不同的长度尺度发生。然而,也许除了互锁现象,例如通过热塑性焊接的互锁现象之外,不排除产生物质与物质的粘结(化学粘合)。第一物体和第二物体的材料可以形成相互渗透区中的复合物。可以形成共价键合或离子键合,但也可能发生氢键合。
4、已证明这种键合产生快速制造和可靠的粘结。一个可能的缺点是,第一物体和第二物体之一需要包含热塑性材料。热塑性部件通常是用高温方法诸如注塑成型成型的。这种方法倾向于耗能的,并将包括填充材料的可能的材料的可用性限制在能够承受该方法的材料。另一个可能的缺点是,通过这种方法粘结的物体不容易以明确分离不同材料的方式拆卸。这可能对于回收过程是不利的。
技术实现思路
0、发明概述
1、本发明的目的是提供制造第一物体和第二物体的组件的新方法,其中第一物体和第二物体粘结至彼此。
2、根据本发明的第一方面,提供一种制造第一物体和第二物体的组件的方法,该方法有两个主要阶段:
3、在第一阶段,第一物体在可以例如尤其是非热成型过程的成型过程中被制造。在该阶段,可流动复合物被成型(浇铸或挤出)为第一物体形状。成型过程可以是浇铸过程,例如可以使用模具。然后,该复合物经受硬化反应,该硬化反应导致可流动复合物的化学组成的变化,由此产生改性复合物的硬化制品,所述制品构成第一物体的至少一部分,例如构成整个第一物体。
4、第一物体形状是第一物体或其至少一部分在随后的第二阶段开始时具有的形状。尤其,至少在第二阶段形成流动部分的那部分的表面在将可流动复合物引入第一物体形状的步骤中被界定,例如被所用的模具界定。在其中在第二阶段第一物体压紧第二物体的实施方案中,第一物体的在压制开始时与第二物体接触的那些表面部分可能属于第一物体形状的表面部分。
5、在实施方案中,成型过程不包括加热可流动复合物或引入热以使复合物液化变得可流动的步骤。成型过程尤其可以是冷转变,即无需主动加热可流动复合物或将复合物加热至高温以变得可流动而发生的转变。例如,成型过程可以发生在室温下,或者发生在成型过程在处于为室温的环境中的非加热的模具中进行时复合物达到的温度下。但不排除由于成型过程可能是放热或吸热的,在成型过程中和作为其结果,复合物的温度可能高于或低于室温。
6、改性复合物具有可通过热过程,即通过引入能量而液化的性质。该性质特别是在产生改性复合物的成型过程之后存在,但其另外可能在成型过程之前存在。在实施方案中,复合物可由适当的溶剂溶解,该溶剂优选地是无害或无毒的,最优选地是水。这意味着复合物可以在成型过程之前被溶解,以变得可流动。当然,在成型过程中也可以使用(另外的)溶剂以增加可流动复合物的可流动性。
7、在第二阶段,第一物体和第二物体粘结至彼此。在该粘结过程中,通过输入能量使改性复合物的流动部分可逆地流动,在该可流动的状态下,产生改性复合物的流动部分和第二物体的结构的相互渗透区。
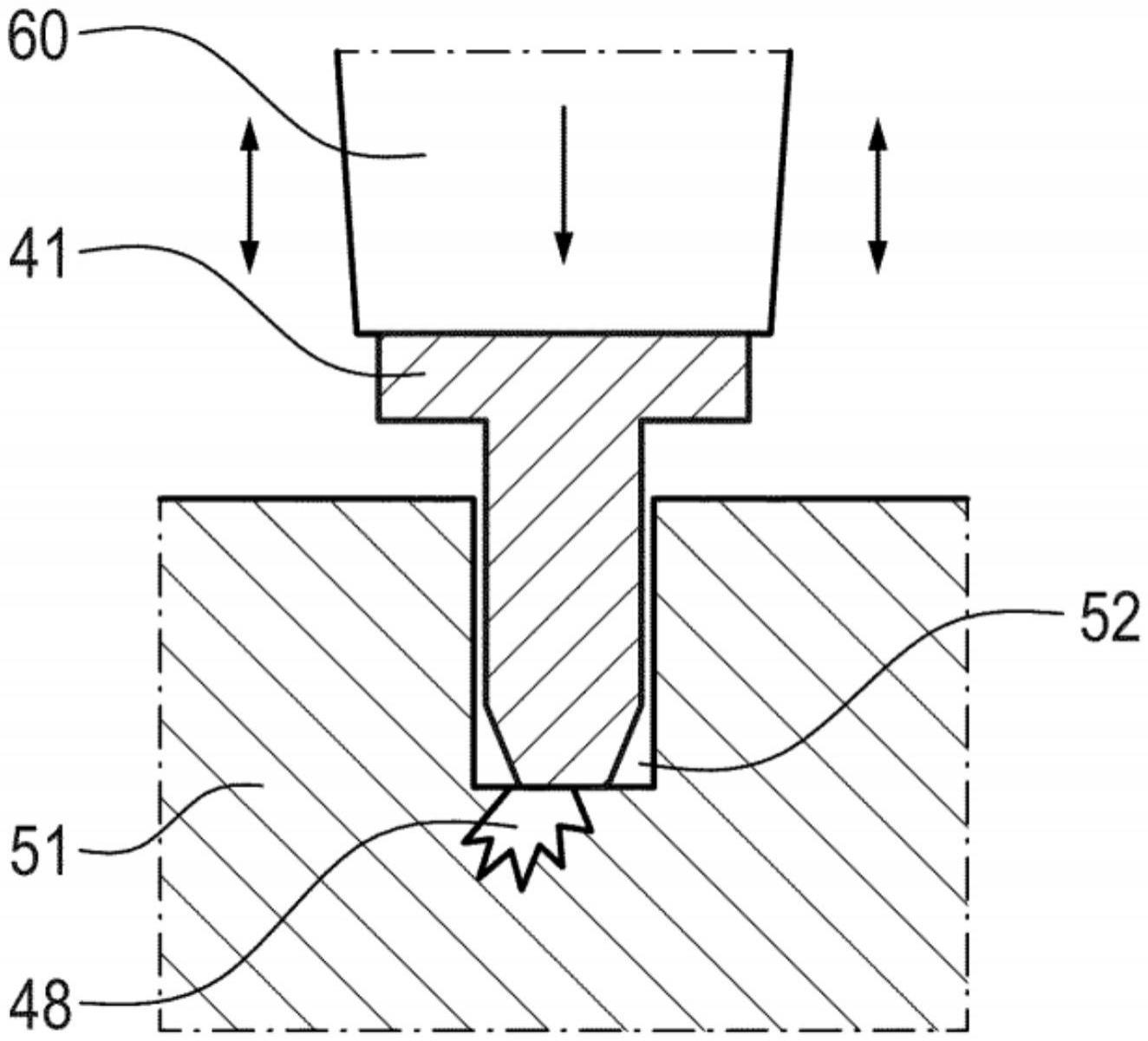
8、-在第一组实施方案中,粘结过程(第二阶段)包括使至少一部分能量,例如振动能,冲击第一物体,直到流动部分变得可流动,并使流动部分渗透到第二物体的结构中。在此,可以使第一物体至少局部地压紧第二物体的表面。流动部分渗入的结构可以包括第二物体的实际或原位制造的孔隙。在本文使用的术语中,“孔隙”应理解为包括材料中规则或不规则排列的空隙;这包括不规则排列和尺寸分布的空隙,以及由规则单元形成的空隙。在第一组实施方案中,第一物体例如可以是连接器。在第一组实施方案中,第一物体的总体尺寸(例如总体体积)可以显著小于第二物体的总体尺寸(例如总体体积)。
9、-在第二组实施方案中,第二物体具有结构,即具有底切的耦合结构,和/或第二物体能够被变形为包括这种具有底切的耦合结构。粘结过程包括使第二物体压紧第一物体,同时至少一部分能量,例如振动能,被耦合到第二物体中。由于能量的作用,第二物体在与第一物体接触的位置至少局部地被加热,使第一物体的材料流入第二物体的结构。在第二组实施方案中,第二物体例如可以是连接器。在第二组实施方案中,第一物体的总体尺寸(例如总体体积)可以显著大于第二物体的总体尺寸(例如总体体积)。
10、-在第三组实施方案中,第二物体具有不同于改性复合物的第二热塑性材料,其中第二热塑性材料变得可流动的温度与改性复合物变得可流动的温度相同或与该温度相似--例如相差最多50℃。由于能量的作用,改性复合物的流动部分以及第二物体的热塑性材料部分变得可流动,并导致第一物体和第二物体的材料部分的不均匀混合物,该不均匀混合物形成相互渗透区。因此,改性复合物和第二热塑性材料在相互渗透区通过刚性配合连接和/或物质与物质的粘结而粘结至彼此。第二热塑性材料可以是不同于第一改性复合物的第二改性复合物。
11、因此,根据第一方面,提供一种制造第一物体和第二物体的组件的方法,该方法包括以下步骤:
12、-提供可流动复合物;
13、-将可流动复合物引入第一物体形状;
14、-当可流动复合物处于第一物体形状中时,使可流动复合物经受硬化过程,所述硬化过程导致可流动复合物的化学组成变化,从而产生具有第一物体形状的改性复合物的硬化制品,所述制品构成第一物体的至少一部分;
15、-提供第二物体;
16、-将第一物体相对于第二物体定位;
17、-通过输入能量使改性复合物的硬化制品的流动部分变得可流动;并产生流动部分和第二物体的结构的相互渗透区;和
18、-使流动部分重新固化,由此,重新固化的流动部分和第二物体的结构之间的相互渗透区将第一物体和第二物体固定至彼此。
19、更一般地,根据第一方面的上述方法的最后两个步骤是:
20、-通过输入能量使改性复合物的硬化制品的流动部分变得可流动;和
21、-使流动部分重新固化,由此流动部分将第一物体和第二物体固定至彼此。
22、其中,优选地在使流动部分变得可流动的步骤期间,产生流动部分和第二物体的结构的相互渗透区,并且作为使流动部分重新固化的结果,重新固化的流动部分和第二物体的结构之间的相互渗透区将第一物体和第二物体固定至彼此。
23、如所述,为了使第二阶段成为可能,改性复合物具有可通过热过程液化的性质。在此,热过程可以是一阶热动力学相变或二阶热动力学相变。
24、本文所用的术语“流动部分”是指第一物体的由改性复合物制成的或包含改性复合物的部分。该部分可以通过冲击能量液化,然后可在冷却时重新固化。换句话说,流动部分是利用能量在短时间内使其可流动的改性复合物的硬化制品的一部分。
25、在所有组的实施方案中,冲击第一物体的能量可以是机械振动能。机械振动能可在第一物体和第二物体之间产生摩擦,所述摩擦引起与第二物体接触的第一物体材料的局部加热,由此使该材料局部地变得可流动。还可能的是,机械振动能在第一物体内产生内部摩擦,例如在材料内通过虚部实质上不同于零的复数杨氏模量产生内部摩擦,和/或在改性复合物和第一物体的另一部分之间的内部界面处产生内部摩擦。
26、适用于根据本发明的方法的机械振动或振荡可具有2至200khz(尤其是10至100khz,或20至40khz)的频率和每平方mm活性表面0.2至20w的振动能。振动工具(例如超声焊极)例如被设计成使得其接触面主要在工具轴的方向上振荡(纵向振动),振幅为1至100μm,优选地约30至60μm。这种优选的振动例如是通过超声装置产生的,例如从超声焊接中已知的超声装置产生的。
27、作为机械振动能的替代,或除此之外,其他能量来源也是可能的,诸如其他机械能(例如旋转、连续或振荡)、电磁场或辐射、传统的电阻加热、通过热流体流(例如热空气)加热等。
28、在所有组的实施方案中,第二阶段可包括在能量冲击时将第一物体和第二物体彼此压紧。例如,如果能量是机械振动能,可使用超声焊极使第一物体压紧第二物体,或使第二物体压紧第一物体,同时将机械振动能从超声焊极耦合到第一/第二物体。
29、在所有组的实施方案中,通过输入能量使流动部分可流动的步骤、第一物体或者其包括改性复合物的部分大部分仅局部地可流动,这与其中整个制品将被液化的浇铸过程不同。这种局部液化意味着仅一部分改性复合物被液化,并且第一物体在这个过程期间保持其整体形状。尤其,如果能量是机械振动能,第一物体可具有不耦合面,超声焊极将被压紧该不耦合面,以将振动能耦合到第一物体中,在该不耦合面附近的第一物体可保持固体,机械振动被传递通过第一物体到达发生局部液化的位置或多个位置。为此,改性复合物可任选地具有至少0.5gpa的弹性模量。
30、引起从可流动复合物转变到改性复合物的硬化过程可包括以下的至少一种方法:去除溶剂(“干燥”)、吸附、液压反应和化学交联。硬化过程可在不需要任何输入的情况下进行,或者可以通过能量输入协助,诸如通过辐射诸如uv辐射,或通过添加引发剂分子、催化剂或活化剂协助。
31、活化剂可以是产生攻击单体的活性物质以启动或加速聚合的不稳定化学化合物,或者其可以是提高酶或蛋白质活性的分子。
32、第一阶段可包括以下步骤:
33、-提供或制备可流动复合物,其可以是不同组分的组合物
34、-浇铸或挤出可流动复合物,和
35、-硬化该复合物以获得由改性复合物制成的制品。
36、优选的是,该方法的第一阶段(包括所有准备步骤)或分别提供或制备可流动复合物的步骤不包括熔融复合物以使变得可流动。可流动复合物的制备可包括混合不同的组分或使用合适的溶剂溶解一种或多种组分。然后通过浇铸或挤出使可流动复合物成型,并随后进行硬化。
37、硬化反应可以从以下选择:干燥、化学反应(转化)、渗滤、液压反应诸如加压或吸附。化学反应可以是聚合反应。它可以进一步包括沉淀。成型过程可包括化学组成的变化。这意味着可流动复合物的化学组成与改性复合物的化学组成不同。这种变化可由溶剂的损失、反应产物的形成或结晶引起。硬化反应可以是可逆的或不可逆的,优选地是不可逆的。硬化反应可以使用催化剂或引发剂分子诸如自由基或酶(转谷氨酰胺酶)开始。可流动复合物可以是包含溶剂、粘结剂和填充材料的混合物。该混合物(两种或多种物质的物理组合)可以是悬浮液、溶液或乳液。优选的是悬浮液。悬浮液是其中溶质颗粒不溶解而是悬浮在整个溶剂主体中,在溶剂中自由漂浮的不均匀混合物。通过机械搅拌,固相被分散在整个液相(流体)中。使用某些赋形剂或悬浮剂是可能的。此外,液相可以是其中至少一种物质(溶质)溶于溶剂中的溶液。可流动复合物或其混合物可进一步包含添加剂。适合的添加剂类别是:吸湿性添加剂、软化剂、稳定剂、活性剂、着色剂(颜料)、交联剂、发泡剂和阻燃剂。所有的添加剂优选地都是可生物降解的。
38、合适的溶剂是:水、缓冲溶液(含盐)和有机溶剂诸如醇(优选地乙醇)。在许多实施方案中,优选水作为溶剂。另一种优选的溶剂是深共熔溶剂,特别是摩尔比为5:1至1:3的氯化胆碱和氢键供体诸如尿素的混合物。
39、填充材料是添加到可流动复合物中的可改善特定性质的颗粒、使产品更便宜的颗粒或两者的混合物。合适的填充材料是:天然纤维、高岭土、滑石、大麻、亚麻和炭黑。在许多实施方案中,天然纤维是首选的填料。
40、本文所用的术语“天然纤维”是指由植物或动物产生的纤维。合适的天然纤维的实例是:木纤维、纤维素纤维、玉米的纤维、竹纤维、大麻纤维、亚麻纤维、纺织纤维、由榛子壳制成的纤维或棉纤维。所用的天然纤维可以被化学改性,例如,它们可以被甲基化、磺化或乙酰化。优选的纤维是木纤维。优选的是通过回收材料(纺织纤维)获得的纤维或在制造其他制品期间作为废物(如坚果壳)获得的纤维。使用的至少一些天然纤维可包含被称为菌丝体的真菌根部结构。菌丝体包含多个分支、线状细丝,被称为菌丝。
41、纤维的取向可能影响改性复合物的性质。在使用天然纤维作为填料的情况下,可流动复合物可能是生物复合材料。这些复合材料包含适当的溶剂(水)和粘结剂的基体中的天然纤维或由适当的溶剂(水)和粘结剂的基体中的天然纤维组成。纤维的长度可取决于第一物体形状而变化。优选的是,纤维的长度为0.1至10mm,进一步优选为2mm至8mm,甚至进一步优选为3至7mm。
42、本文所用的术语“粘结剂(binder)”或“粘结剂(binding agent)”是指任何将其他材料保持或吸引在一起以形成内聚整体的材料或物质。合适的粘结剂是通过化学或物理过程硬化的物质并且粘结填充剂诸如纤维、填料粉末和其他添加在其中的颗粒。合适的粘结剂的实例是胶、粘合剂和增稠剂。
43、优选的粘结剂组包括:沥青、动物和植物胶和聚合物。合适的粘结剂是:淀粉、明胶、天然糖、玉米甜味剂、天然和合成胶诸如刺槐、海藻酸钠、羧甲基纤维素、聚乙二醇和蜡。动物和植物胶是由植物或动物制成的能够通过硬化建立三维交联的溶液。术语“动物和植物胶”也指含有动物或植物来源的粘结剂的溶液或指动物或植物来源的粘结剂分子。合适的动物和植物胶可包括蛋白质诸如麸质、胶原蛋白、明胶、海藻酸盐、白蛋白、软骨素、纤维蛋白、酪蛋白、纤连蛋白、层粘连蛋白、巢蛋白、天然树脂(诸如虫胶)、来自壳、蜗牛或绒虫粘液的胶蛋白。蛋白质胶是优选的粘结剂。应避免蛋白质的变性;因此,硬化过程期间的温度不应高于50℃。
44、本文所用的术语“吸湿性添加剂”是指能够经由从周围环境,其通常是在室温下,吸收或吸附来吸引和保持水分子的任何材料或物质。合适的吸湿性添加剂是:吸湿性聚合物诸如纤维素或吸湿性盐(包括氯化钙、氯化镁、氯化锌、氯化铁、光卤石、碳酸钾、磷酸钾、钾明矾、柠檬酸铁铵、硝酸铵、氢氧化钾和氢氧化钠。优选的是吸湿性盐诸如硫酸钙、硫酸镁。这些可以添加到可流动复合物中,或者在制备作为粉末的可流动复合物期间添加。
45、适合在可流动复合物中使用的软化剂是:甘油、尿素、山梨醇、柠檬酸盐、沸石和黄原胶。稳定剂是用于防止降解的试剂。适合在可流动复合物中使用的稳定剂是:木质素磺酸盐、亚麻籽油和基于钙的化合物(钙-锌和有机钙)。发泡剂可以用来引入充满气体的空间(腔室、孔隙或针孔)。这导致具有绝缘特征(热和/或声音)的改性材料。
46、改性复合物应通过输入能量变得可流动,优选地在一定的高温下变得柔韧或可塑,并在冷却时(重新)固化。进一步期望的是,改性复合物的硬化制品具有良好的机械稳定性(尺寸稳定)。进一步期望的特征是:可生物降解、环境相容、可回收和可持续。“可生物降解”可指根据欧洲标准en13432(截至2019年底)是可生物降解的。在一个实施方案中,改性复合物不包含塑料(合成或半合成有机化合物)。
47、本发明的一个优选实施方案是指通过本文所述方法获得的方法或产品,其中可流动复合物包含以下或通过将以下混合在一起获得
48、-10-60重量%的粘结剂
49、-5-50重量%的填充材料
50、-2-50重量%的添加剂,和
51、-最高达83重量%的溶剂。当然,每种组分的最大量被选择为达到总计100重量%。
52、本发明的一个优选实施方案是指一种方法,其中可流动复合物包含以下或通过将以下混合在一起获得
53、-10-60重量%的粘结剂
54、-5-50重量%的填充材料
55、-2-15重量%的吸湿剂,
56、-2-40重量%的另一种添加剂,和
57、-最高达81重量%的溶剂。
58、本发明的另一个优选实施方案是指一种方法,其中可流动复合物包含以下或通过将以下混合在一起获得
59、-20-40重量%的作为粘结剂的蛋白质
60、-10-25重量%的作为填充材料的木纤维
61、-5-10重量%的吸湿剂,和
62、-15-55重量%的溶剂。
63、本发明的另一个优选实施方案是指一种方法,其中可流动复合物包含以下或通过将以下混合在一起获得
64、-10-40重量%的作为粘结剂的蛋白质
65、-5-30重量%的作为填充材料的天然纤维
66、-2-15重量%的吸湿性盐
67、-2-10重量%的其他添加剂,和
68、-5-81重量%的溶剂。
69、本发明的另一个优选实施方案是指一种方法,其中可流动复合物包含以下或通过将以下混合在一起获得
70、-10-40重量%的粘结剂
71、-5-30重量%的填充材料
72、-2-15重量%的吸湿性盐
73、-2-10重量%的另一种添加剂,和
74、-5-81重量%的溶剂。
75、已经发现,ep 2836558b1中描述的材料非常适用于本文所述的方法,ep2836558b1通过引用整体并入本文。本发明人已经观察到,通过将可流动复合物的ph保持在6≤ph≤8.5的范围,有显著的改善。观察到的改善是提高的改性复合物的稳定性/耐用性。在6≤ph≤8.5的ph范围操作,还可以改善第一物体和第二物体之间的粘合力。这些适用于根据本发明的方法的可流动复合物处理安全并易于制造。
76、适合作为可流动复合物的组合物的实例是
77、-10-60重量%(优选地30-50重量%)的作为粘结剂的木质素或木质素盐,
78、-5-50重量%(优选地20-40重量%)的作为填充材料的天然纤维
79、-2-10重量%的添加剂,和
80、-最高达83重量%的溶剂。当然,每种组分的最大量选择为达到总计100重量%。优选的溶剂是水或水和乙醇的混合物。合适的天然纤维可以选自大麻、亚麻、洋麻、剑麻、椰子、苎麻、芒属、荨麻、棉、纤维素、羊毛或一般的动物毛发、棕榈、芦苇和木纤维。天然纤维可以是短切的形式和/或以颗粒状至粉状的稠度混合,特别是具有约10μm至10mm的尺寸。有用的添加剂可以是脂肪酸盐。该添加剂也可以是热塑性聚合物。这种热塑性聚合物可以是可生物降解的。优选的是,用作添加剂的热塑性聚合物的断裂伸长率分别为>10%、>50%(iso527;50mm/分钟)。适合的热塑性聚合物的实例是ε-己内酯和聚羟基戊酸酯。改性复合物中热塑性聚合物的量优选地为10-30重量%。热塑性聚合物可在“使可流动复合物经受硬化过程,该硬化过程导致可流动复合物的化学组成变化,从而产生改性复合物”的步骤期间添加,或在“使改性复合物经受热成型过程,以产生改性复合物的硬化制品,该制品构成第一物体的至少一部分”的步骤期间添加。它还可以在“使改性复合物经受热成型过程以产生改性复合物的硬化制品,该制品构成第一物体的至少一部分”步骤之后的另外复合步骤中添加。热塑性聚合物的添加也可以在步骤“当可流动复合物处于第一物体形状时,使可流动复合物经受硬化过程,该硬化过程导致可流动复合物的化学组成变化,从而产生具有第一物体形状的改性复合物的硬化制品,所述制品构成第一物体的至少一部分”期间进行。一般地,(另外的)添加剂可以与可流动复合物或可流动复合物的其他组分在本文所述方法的第一阶段内或第一阶段和第二阶段之间组合。它可以在成型过程期间、成型过程和硬化过程之间或在硬化过程期间添加。
81、术语“木质素”是指一类复杂的有机聚合物,其在许多植物中形成关键的结构材料,并且由来源于交联的前体木质醇的高度非均质聚合物组成。这些木质醇来源于苯丙醇,它们是:松柏醇、芥子醇和对香豆醇。因此,本文所使用的术语“木质素”是指由木质醇制成的人造聚合物,以及从植物中提取的天然木质素。因此,木质素可以是天然木质素(主要是牛皮纸,但也可以是碱基或热水提取的木质素或有机溶剂木质素或化学改性木质素(如乙酰化、羟丙基化或棕榈化)。木质素可以通过从各种生物质中分离它获得,特别是从造纸业的纸浆中分离它获得。适合的木质素盐是木质素磺酸盐,或磺化木质素。另一种适合的木质素衍生物是用油脂肪酸酯化的木质素。
82、供选择地,木质素和单宁的混合物也可用作上述组合物内的粘结剂。该组合物中的单宁含量可最高达15重量%。根据本发明的第二方面,提供一种制造第一物体和第二物体的组件的方法,该方法有两个主要阶段。
83、在此,第一阶段有两个子阶段。在第一子阶段,首先提供可流动复合物。该可流动复合物可具有前面讨论的任何可流动复合物的性质。然后,使可流动复合物经受硬化过程,该硬化过程导致可流动复合物的化学组成变化,由此,与第一方面类似,产生改性复合物。然而,与第一方面相比,这不是以第一物体的限定形状(未浇铸)而是以任意形状进行的,并且使改性组分进入一种状态,在这种状态下,它是固体但易于运输和计量-尤其是颗粒或粉末。
84、然后,在第二子阶段,使改性复合物经受热成型过程,以产生硬化制品,该硬化制品是第一物体或其一部分。对于随后的第二步,与对于第一方面相同的考虑适用。在一个实施方案中,第一阶段过程可由包括挤出可流动复合物的第一子阶段组成。因此,可流动复合物被推过期望横截面的模具。随后,挤出物被硬化成改性复合物。改性复合物可以被切割成颗粒,然后在第二子阶段成为制造第一物体或作为第一物体的部分的制品的基材。
85、因此,根据第二方面,提供一种制造第一物体和第二物体的组件的方法,该方法包括以下步骤:
86、-提供可流动复合物;
87、-使可流动复合物经受硬化过程,该硬化过程导致可流动复合物的化学组成变化,从而产生改性复合物;
88、-使改性复合物经受热成型过程,以产生改性复合物的硬化制品,该制品构成第一物体的至少一部分;
89、-提供第二物体;
90、-将第一物体相对于第二物体定位;
91、-通过输入能量使改性复合物的流动部分变得可流动;并产生流动部分和第二物体的结构的相互渗透区;和
92、-使流动部分重新固化,由此,重新固化的流动部分和第二物体的结构之间的相互渗透区将第一物体和第二物体固定至彼此。
93、更一般地,根据第一方面的上述方法中的最后两个步骤是:
94、-通过输入能量使由改性复合物制成并且是第一物体的至少一部分的硬化制品的流动部分变得可流动;以及
95、-使流动部分重新固化,由此,流动部分将第一物体和第二物体固定至彼此。
96、其中,优选在使流动部分变得可流动的步骤中,产生流动部分和第二物体的结构的相互渗透区,并且作为使流动部分重新固化的结果,重新固化的流动部分和第二物体的结构之间的相互渗透区将第一物体和第二物体固定至彼此。
97、尽管根据其第二方面的方法需要热成型过程,但第一方面的一些优点仍然存在,包括对可流动复合物/由其制成的改性复合物使用环境友好组成的可能性。此外,第二方面还享有常规热成型过程诸如用于大量制造的既定过程等的优点。
98、热成型过程尤其可以是注塑成型过程或其他以液化改性复合物进行的模塑过程。
99、作为替代方案,作为模塑过程,热成型过程可以是增材制造过程,即所谓的“3d打印”过程。
100、上述关于第一方面的考虑以及关于可流动复合物的组成和性质以及硬化过程的考虑同样适用于第二方面。此外,关于第二方面的考虑也适用于第一方面和第二方面两者。
101、以下适用于这两个方面:第一物体可由改性复合物组成,例如由构成第一物体的成型制品组成。
102、第一组实施方案中的第二物体包括在改性复合物变得可流动的温度下不液化的材料/材料组合物。它可以是可渗透的材料,其至少在第二阶段的条件下是固体,其中“固体”在本文中可以指这种材料是刚性的,基本上非弹性柔韧的(无弹性体特性),不是可塑性变形的,它没有或只有很少的弹性可压缩性。它可以进一步包括(实际的或潜在的)这样的空间,液化材料可以流进或被压进这些空间以进行锚固。此外,或作为替代方案,可渗透材料可能够在液化热塑性材料的静水压力下形成这种空间。这种性质(具有潜在的用于渗透的空间)意味着例如在机械阻力方面的不均匀性。具有这种性质的材料的实例是其孔隙中充满可以从孔隙中挤出的材料的多孔材料、软材料和硬材料的复合材料或非均质材料(如木材),其中各成分之间的界面粘合力小于渗透性液化材料所施加的力。因此,一般地,可渗透材料包括结构方面的不均匀性(“空的”空间诸如孔隙、腔等)或材料组成方面的不均匀性(可置换材料或可分离材料)。第一物体的液化材料流入其中的第二物体的结构可以是泡沫单元。因此,在本发明的一个实施方案中,第二物体由泡沫制成或包括泡沫。泡沫被理解为是一种通过捕获气体袋于液体或固体中形成的材料。适合的泡沫的实例是:膨胀聚苯乙烯(eps)、聚苯乙烯泡沫、由生物聚合物制成的泡沫诸如麦麸/teos泡沫、或金属泡沫。在另一个实施方案中,第一物体的液化材料流入其中的第二物体或第二物体的结构可由纸或纸板材料诸如压制纸、叠层纸、牛皮纸板、容器板、层压板和瓦楞纤维板制成。因此,本发明的方法可用于连接或粘连两个由纸或纸板制成的物体(第二物体和第三物体)。其也可用于将诸如羊毛或亚麻的绝缘材料(第二物体或分别地第三物体)固定至木材或由纸或纸板制成的材料(第二或分别地第三物体)。因此,第一物体具有至少两个流动部分,它们可以连接至第二物体和第三物体并连接它们。
103、更一般地,对于第一组实施方案,第二物体的材料是固体,并且当改性复合物处于液化状态时,第二物体的材料可被改性复合物渗透(即各第一物体/第二物体材料是纤维状或多孔的,包括可渗透的表面结构或在压力下不能完全耐受这种渗透)。
104、尤其,第一组实施方案中的第二物体的材料不仅在环境温度下是固体,而且在第一材料渗透表面结构时适用的条件下不熔化,至少不达到很大程度的熔化。
105、在第二组实施方案中,第二物体的材料在第一阶段期间存在的条件下是不可液化的。尤其,在改性复合物变得可流动的温度下,第二物体是不可液化的。在本文中,“不可液化的”是指“在该过程期间适用的条件下不可液化”。因此,在本文中,一般地,“不可液化的”材料是在该过程中达到的温度下不液化(而且在更低的温度下也不液化)的材料,因此尤其是在改性复合物的流动部分被液化的温度下不液化的材料。这并不排除不可液化材料将能够在该过程中未达到的温度下液化的可能性,一般来说,该温度远高于热塑性材料或该过程中液化的热塑性材料的液化温度(例如高至少50℃或至少80℃)。液化温度是包括结晶聚合物的结晶材料的熔融温度。对于无定形热塑性塑料,液化温度(也称为“材料变得可流动的温度”)是高于材料变得可充分流动的玻璃转化温度的温度,有时被称为“流动温度”(有时被定义为可挤出的最低温度),例如,热塑性材料或改性复合物的粘度下降到104pa*s以下的温度(在实施方案中,尤其是对于基本上没有纤维增强的聚合物,下降到103pa*s以下)。
106、本文所述方法的应用包括家具的制造,包括平装家具(即由用户组装的家具)以及预组装家具两者的制造。进一步的用途包括建筑业,例如门、窗框等的制造,以及大篷车和房车的制造。其他应用诸如汽车制造业或其他行业,也是可能的。
107、本发明还涉及使用本文所述的材料(可流动复合物)制造连接器或锚固连接器的物体,该连接器或物体适合于固定过程,在该过程中,经加工的可流动复合物起改性复合物的作用,并且通过输入能量,局部地使其可流动,以分别与固定连接器的物体的结构相互渗透或与固定至物体的连接器的结构相互渗透。
108、本发明还涉及一种由本文所述的材料(可流动复合物)制造的连接器。例如,该连接器可以包括该材料的至少一个能量引导特征,例如尖端或肋。这种能量引导特征有助于在固定过程中的材料的局部液化,这相当于上文所述方法的第二阶段。第一物体除了包含改性复合物材料外,还可以包含一部分不同的材料,例如不可液化或只能在比改性复合物显著更高(例如高至少50℃)的温度下才可液化的材料。这种另外的部分例如可以是核,例如包括天然纤维、木材、可生物降解材料、金属、陶瓷材料、热固性聚合物或其任何组合中的至少一种。它可以使第一物体例如在吸收第一物体和第二物体之间的剪切力方面更稳定。
109、本文提到的连接器可以是任何适合将一个物体连接至另一个物体的装置。在一个实施方案中,第一物体是适合于将第三物体连接至第二物体的连接器。连接器可以是锚、针、销、钉或栓。它可以有一个螺纹或肋。可由改性复合物组成的第一物体或连接器的流动部分可以是第一物体或连接器各自的壳表面的一部分。它还可以是核,其可以流过围绕流动部分的套筒内的孔。连接器也可以包括由相同或不同的改性复合物制成的两个流动部分。在改性复合物不同的情况下,优选的是,改性复合物具有不同的液化温度。两个流动部分允许将连接器固定至第二物体,此后执行本文所述的方法而连接至第二物体。此后,第三物体可以经由连接器的第二流动部分与第二物体连接。
110、本文提到的增强元件可以是任何适合增强、加强或强化另一物体的装置。该增强元件可用于用改性复合物的材料填充第二物体的至少一些孔隙,因此增强第二物体。因此,增强可以被局部限制。增强元件的形状可以是针、销或栓。它可以有螺纹或肋。可由改性复合物组成的第一物体或增强元件的流动部分可以是第一物体或增强元件各自的壳表面的一部分。它还可以是核,其可以流过围绕流动部分的套筒内的孔。此后,第三物体可以在第二物体的增强区域内与第二物体连接。
111、本发明还涉及一种用于制造连接器或增强元件的方法,其包括以下步骤
112、-将以下混合在一起
113、-10-60重量%的粘结剂
114、-5-50%重量的填充材料
115、-2-50重量%的添加剂,和
116、-最高达83重量%的溶剂。
117、上面提到的关于可流动复合物的组成和性质以及混合步骤的考虑同样适用于所述方法。因此,该方法可包括硬化过程。
- 还没有人留言评论。精彩留言会获得点赞!