医疗用针及其制造方法与流程
1.本发明涉及具备借助粘接剂接合的针体及针毂的医疗用针及其制造方法。
背景技术:
2.例如,如专利文献1所公开,已知包括用于穿刺到体内的针体和与该针体连接并能够供用户握持的针毂的医疗用针。针毂上沿着针体的延伸方向形成有贯通孔,针体的基端侧插入到该贯通孔中。即,针体从设置于贯通孔的延伸方向的一端侧的开口突出至贯通孔的外侧。另外,在贯通孔的内周面与针体的外周面间的间隙存在有用于粘接针体与针毂的粘接剂。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2017-169896号公报
技术实现要素:
6.发明要解决的课题
7.在制造这种医疗用针的情况下,例如,首先将针体插入贯通孔中形成上述间隙。经由贯通孔的上述开口(以下也称为注入开口)向该间隙供给粘接剂。在上述间隙中,与粘接剂接触的针体的外周面及贯通孔的内周面(以下也称为壁面)的表面张力大于粘接剂的表面张力。因此,供给至注入开口的粘接剂将壁面润湿并朝向延伸方向的另一端侧流入上述间隙。通过使按照这种方式供给至间隙的粘接剂固化,从而针体与针毂接合,制得医疗用针。
8.然而,从保证所制造的医疗用针的品质的观点出发,优选对粘接剂相对于上述间隙的配置状态进行检查。即,优选确认是否有能够将针体和针毂以充分的强度接合的规定量的粘接剂被填充至上述间隙。因而,例如,考虑通过使用摄像头等对医疗用针进行拍摄并进行图像处理,从而确认上述间隙中配置的粘接剂的下游侧端部是否到达规定的位置。
9.但是,在上述间隙中,存在针体的外周面与贯通孔的内周面的距离(以下也称为壁面距离)在贯通孔及针体的周向上不均匀的情况。在上述间隙中,具有壁面距离越小,则相对于粘接剂的表面张力,壁面的表面张力变得越大的倾向。因此,在贯通孔的周向上,若由于壁面距离不均匀等使得粘接剂流动的速度不均匀,则存在粘接剂的下游侧端部在贯通孔的周向上位于不同位置的情况。
10.在这样的医疗用针中,存在即使粘接剂的下游侧端部在贯通孔的周向的一部分到达规定的位置,粘接剂的下游侧端部仍在贯通孔的周向的其他部分未到达规定的位置的可能。因此,为了高精度地检查粘接剂的配置状态,需要在贯通孔的整个周向上对医疗用针进行确认,很是麻烦。
11.因而,本发明的目的在于提供能够容易且高精度地确认将针体与针毂接合的粘接剂的配置状态的医疗用针及其制造方法。
12.用于解决课题的手段
13.本发明的一方案的医疗用针包括:针体;针毂,其设有供所述针体插入的贯通孔;以及粘接剂,其存在于所述针体的外周面与所述贯通孔的内周面间的间隙中,将所述针体与所述针毂接合,所述医疗用针的特征在于,所述针体经由设置于所述贯通孔的延伸方向的一端侧的注入开口而向所述贯通孔的外侧突出,所述间隙具有:减速部,其与所述注入开口相比配置于所述延伸方向的另一端侧;第1邻接部,其在与所述减速部相比的所述延伸方向的所述一端侧与所述减速部邻接;以及第2邻接部,其在与所述减速部相比的所述延伸方向的所述另一端侧与所述减速部邻接,在所述减速部,与所述延伸方向正交的截面积比所述第1邻接部及所述第2邻接部各自的大,在所述减速部与所述第2邻接部的边界设有设定位置,在所述间隙的至少所述注入开口与所述设定位置之间填充有所述粘接剂。
14.本发明另一方案的医疗用针的制造方法将针体与针毂借助粘接剂接合来制得医疗用针,所述医疗用针的制造方法的特征在于,包含下述工序:针体插入工序,在该工序中,将所述针体插入到设置于所述针毂的贯通孔中,且使所述针体从设置于所述贯通孔的延伸方向的一端侧的注入开口向所述贯通孔的外侧突出;粘接剂供给工序,在该工序中,从所述注入开口向所述针体的外周面与所述贯通孔的内周面间的间隙供给所述粘接剂,所述间隙包括:减速部,其与所述注入开口相比配置于所述延伸方向的另一端侧;第1邻接部,其在与所述减速部相比的所述延伸方向的所述一端侧与所述减速部邻接;以及第2邻接部,其在与所述减速部相比的所述延伸方向的所述另一端侧与所述减速部邻接,在所述减速部,与所述延伸方向正交的截面积比所述第1邻接部及所述第2邻接部各自的大,在所述减速部与所述第2邻接部的边界设有设定位置,在所述粘接剂供给工序中,从所述注入开口向所述间隙填充所述粘接剂至少到达所述设定位置为止。
15.发明效果
16.在该医疗用针中,在针体的外周面与针毂的贯通孔的内周面间的间隙设有减速部。减速部的与延伸方向正交的截面积比在贯通孔的延伸方向上与减速部邻接的第1邻接部及第2邻接部各自的大。因此,就在向间隙供给粘接剂时与该粘接剂接触的针体的外周面及贯通孔的内周面(以下也称为壁面)的表面张力而言,减速部处的表面张力小于第1邻接部及第2邻接部。也就是说,从注入开口流入延伸方向的另一端侧的粘接剂的流通速度在减速部处比第1邻接部及第2邻接部慢。
17.例如,在间隙的从注入开口到第1邻接部之间,在贯通孔的周向上的一部分粘接剂的流通速度变快、其余粘接剂的流通速度变慢的情况下,流通速度快的粘接剂的一部分先流入减速部。在减速部处,如上所述,由于流通速度变慢,因此,在先流入减速部的粘接剂在该减速部流动的期间,流通速度慢的其余粘接剂也到达减速部。
18.因此,通过从注入开口向间隙填充粘接剂至少到达设置于减速部与第2邻接部的边界的设定位置,从而能够使粘接剂的下游侧端部(延伸方向的另一端侧端部)的位置在贯通孔的周向上对齐。因此,无需在贯通孔的整个周向上对医疗用针进行检查,就能够容易且高精度地确认粘接剂的配置状态。
附图说明
19.图1是本发明实施方式的医疗用针的立体图。
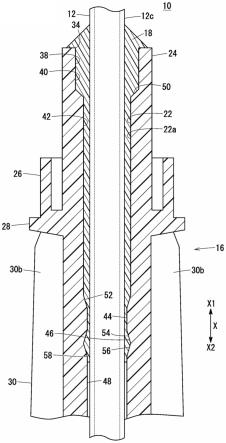
20.图2是图1的医疗用针的纵剖视图。
21.图3是说明本发明实施方式的医疗用针的制造方法的针体插入工序的针体及针毂的纵剖视图。
22.图4是说明本发明实施方式的医疗用针的制造方法的粘接剂供给工序的针体及针毂的纵剖视图。
23.附图标记说明
24.10
…
医疗用针
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12
…
针体
25.12c
…
外周面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
16
…
针毂
26.18
…
粘接剂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22
…
贯通孔
27.22a
…
内周面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
34
…
注入开口
28.38
…
间隙
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40
…
导入部
29.42
…
中转部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
44
…
第1邻接部
30.46
…
减速部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
48
…
第2邻接部
31.54
…
第1锥形部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
56
…
第2锥形部
32.58
…
设定位置
具体实施方式
33.关于本发明的医疗用针及其制造方法,举出优选的实施方式并参照附图进行详细说明。以下,对图1所示的本实施方式的医疗用针10为用于从生物体内(静脉)采集血液的采血针的例子进行说明。但医疗用针10并不限定于采血针,例如也可以是用于向体内注入输液等的装置。
34.如图1及图2所示,医疗用针10包括:中空状的针体12,其具有锐利的针尖12a;保护套14(罩),其覆盖针体12的针尖12a侧(箭头x1侧);针毂16,其设置于针体12的基端侧(箭头x2侧);粘接剂18,其将针体12与针毂16接合;以及管20,其能够与针毂16的基端侧连接。
35.针体12例如能够由不锈钢、铝或铝合金、钛或钛合金这样的金属材料或者聚苯硫醚等硬质树脂材料等形成。针体12为具有成为血液流路的内孔的圆筒状部件。在针体12的针尖12a侧及基端侧分别形成有作为血液出入口发挥功能的开口。
36.保护套14为能够在其内部收容针体12的中空状部件。另外,保护套14能够以覆盖从针毂16突出的针体12的针尖12a侧的状态与针毂16的前端侧(箭头x1侧)嵌合。例如,在医疗用针10的使用前将保护套14安装于针毂16,以免针体12露出。另外,在医疗用针10的使用等时,通过该将保护套14相对于针毂16向前端方向(箭头x1方向)拉拽,从而能够将保护套14从针毂16拆下,使针体12露出。
37.针毂16例如为通过注塑成型一体成形的树脂成形品。作为构成针毂16的树脂材料,优选热收缩性较小的材料。作为这样的材料,例如能够举出聚碳酸酯、硬质聚氯乙烯、msb树脂、聚甲基丙烯酸甲酯、聚苯硫醚、聚缩醛、聚苯乙烯、聚丙烯、聚酯、聚酰胺等。
38.如后所述,针毂16形成有根据延伸方向的位置而内径不同的贯通孔22。虽未图示,但在制造这样的针毂16的情况下,例如以穿插有形状与贯通孔22对应的芯销的状态制得注塑成型体,并通过将芯销从该注塑成型体拔出而制得针毂16。因此,作为构成针毂16的树脂材料,优选弹性程度为能够在使注塑成型体弹性变形的同时将芯销拔出的材料。
39.关于针毂16,首先说明从该针毂16的外表面侧观察针毂16时的外观形状。针毂16从前端侧(箭头x1侧)趋向基端侧(箭头x2侧)依次设有小径部24、大径部26、凸缘部28及握持部30。针体12的针尖12a侧从小径部24的前端突出。大径部26构成为能够内嵌于保护套14。与大径部26嵌合的保护套14的基端面与凸缘部28抵接。
40.握持部30为大致直方体形状,在相互相对的一组侧面分别设有握持面30a。握持面30a例如形成为用户容易用手指握持针毂16的形状。另外,在握持部30的沿周向与握持面30a邻接的一组侧面分别设有朝向该握持部30的内侧凹陷的减薄部30b。需要说明的是,握持部30的形状不限定于上述大致直方体形状,也可以是例如圆筒状、扁平的圆筒状等。用户能够握持握持部30的握持面30a来进行保护套14的装拆操作、针体12向皮肤的穿刺操作等。
41.接下来,说明针毂16的内部构成。如图2所示,针毂16设有供针体12的基端侧插入的贯通孔22和供管20插入的管插入孔32。贯通孔22沿着针体12的延伸方向(箭头x方向)贯通针毂16。针体12的针尖12a侧经由贯通孔22的设置在前端侧(箭头x1侧、延伸方向的一端侧)的注入开口34向贯通孔22的外侧突出。另外,针体12的基端部12b经由贯通孔22的设置在基端侧(箭头x2侧、延伸方向的另一端侧)的基端侧开口36向贯通孔22的外侧突出。即,在本实施方式中,针体12在贯通孔22的整个延伸方向上插入于贯通孔22中。需要说明的是,针体12的基端部12b也可以不从基端侧开口36突出而配置在贯通孔22的内部。
42.如图2~图4所示,在插入于贯通孔22中的针体12的外周面12c与贯通孔22的内周面22a之间设有大小能够使粘接剂18(图2、图4)存在的间隙38。间隙38具有导入部40、中转部42、第1邻接部44、减速部46及第2邻接部48。导入部40、中转部42、第1邻接部44、减速部46、第2邻接部48随着从贯通孔22的延伸方向的前端侧趋向基端侧依次配置。另外,在本实施方式中,针体12的外径在延伸方向上恒定。因此,间隙38的与延伸方向正交的截面积(以下也简称为截面积)对应于贯通孔22的内径来设定。
43.导入部40从注入开口34朝向基端侧延伸。导入部40处的贯通孔22的内径与注入开口34的内径相同。间隙38的截面积(贯通孔22的内径)在导入部40处最大。中转部42经由导入锥形部50而与导入部40的基端侧连续。中转部42的截面积小于导入部40的截面积。因此,导入锥形部50处的贯通孔22的内周面22a随着从导入部40趋向延伸方向的基端侧而向使贯通孔22的内径缩径的方向倾斜。
44.第1邻接部44经由中继锥形部52而与中转部42的基端侧连续。第1邻接部44的截面积小于中转部42的截面积。因此,中继锥形部52处的贯通孔22的内周面22a随着从中转部42趋向延伸方向的基端侧而向使贯通孔22的内径缩径的方向倾斜。
45.另外,第1邻接部44在与减速部46相比的前端侧(箭头x1侧)与减速部46邻接。在与减速部46相比的基端侧(箭头x2侧),第2邻接部48与减速部46邻接。减速部46包括:第1锥形部54,其随着从第1邻接部44趋向基端侧使贯通孔22的内径扩径而形成;以及第2锥形部56,其随着从第1锥形部54趋向第2邻接部48使贯通孔22的内径缩径而形成。也就是说,在减速部46,截面积变得大于第1邻接部44及第2邻接部48各自的截面积。需要说明的是,在本实施方式中,间隙38仅具有一组由第1邻接部44、减速部46及第2邻接部48构成的组合。但是,间隙38也可以具备一组以上的上述组合。即,间隙38所具有的上述组合的数量没有特别限制。
46.在本实施方式中,第1邻接部44的截面积与第2邻接部48的截面积相同,第1锥形部54的锥形角与第2锥形部56的锥形角相同。但并不特别限定于此,第1邻接部44的截面积与
第2邻接部48的截面积也可以相互不同。另外,第1锥形部54的锥形角与第2锥形部56的锥形角也可以相互不同。
47.在延伸方向上的减速部46与第2邻接部48的边界处设有设定位置58。设定位置58预先设定为,在从注入开口34向间隙38填充粘接剂18到达设定位置58为止时,该间隙38内的粘接剂18的量能够将针体12与针毂16以充分的强度接合。如图2所示,第2邻接部48的基端侧与贯通孔22的基端侧开口36连续。第2邻接部48处的贯通孔22的内径与基端侧开口36的内径相同。
48.管插入孔32设置在外侧壁部62与设置于针毂16的基端侧的内侧筒部60之间。内侧筒部60为圆筒状,在其内侧形成有贯通孔22。在内侧筒部60的基端侧(箭头x2侧)的端部设有贯通孔22的基端侧开口36。
49.内侧筒部60的外周面隔着管插入孔32而与外侧壁部62的内周面相对。也就是说,管插入孔32为在贯通孔22的基端侧环绕该贯通孔22外周的圆环状。内侧筒部60的基端面60a与外侧壁部62的基端面62a相比配置在前端侧(箭头x1侧)。
50.内侧筒部60的外径与管20的内径相同或比管20的内径稍大。因此,在管20被插入管插入孔32时,管20内嵌于内侧筒部60。由此,管20被固定于针毂16,且从贯通孔22的基端侧开口36突出的针体12的内部与管20的内部连通。
51.粘接剂18被从注入开口34向间隙38填充到达设定位置58为止,将针体12与针毂16接合。在本实施方式中,粘接剂18的一部分从注入开口34向与针体12突出的方向相同的方向突出。作为粘接剂18,例如能够使用紫外线固化型粘接剂(紫外线固化性树脂)及环氧系粘接剂等。
52.本实施方式的医疗用针10基本上按照上述方式构成。以下说明本实施方式的医疗用针10的制造方法。在该制造方法中,首先进行针体插入工序。在针体插入工序中,将针体12插入到设置于针毂16的贯通孔22中,且使针体12的针尖12a侧从注入开口34向贯通孔22的外侧突出。由此,如图3所示,在贯通孔22的内周面22a与针体12的外周面12c之间形成间隙38。
53.接下来,如图4所示,进行从注入开口34向间隙38供给粘接剂18的粘接剂供给工序。在间隙38中,与粘接剂18接触的针体12的外周面12c及贯通孔22的内周面22a(以下也称为壁面)的表面张力大于粘接剂18的表面张力。因此,从注入开口34供给的粘接剂18将壁面润湿,并朝向延伸方向的基端侧(箭头x2侧)流入间隙38。在该间隙38中,具有针体12的外周面12c与贯通孔22的内周面22a的距离(以下也称为壁面距离)越短,换言之,间隙38的截面积越小,则壁面的表面张力相对于粘接剂18的表面张力变得越大的倾向。也就是说,在间隙38中,截面积越小的部分,粘接剂18流动的流通速度越快。
54.因此,在本实施方式中,从注入开口34供给至间隙38的粘接剂18在导入部40中流通后,经由导入锥形部50流入中转部42。由于中转部42的截面积小于导入部40,因此粘接剂18在中转部42中的流通速度以比在导入部40中流动的流通速度快。在中转部42中流通的粘接剂18经由中继锥形部52流入第1邻接部44。在第1邻接部44处,由于截面积小于中转部42,因此,粘接剂18的流通速度比在中转部42中流动的流通速度快。在第1邻接部44中流通的粘接剂18流入减速部46。
55.减速部46的截面积大于第1邻接部44及第2邻接部48各自的截面积。因此,粘接剂
18以比在第1邻接部44中流动的流通速度慢的流通速度在减速部46中流动并向减速部46填充。在粘接剂供给工序中,向间隙38进行粘接剂18的供给,直到粘接剂18的下游侧端部(箭头x2侧端部)到达设置于减速部46与第2邻接部48的边界的设定位置58为止。需要说明的是,在粘接剂供给工序中,也可以通过经由贯通孔22的基端侧开口36对间隙38内进行吸引来促进粘接剂18的流通。
56.接下来,进行粘接剂固化工序。在粘接剂固化工序中,通过向按照上述方式供给至间隙38的粘接剂18照射例如紫外线等来使粘接剂18固化。由此,能够制得针毂16与针体12借助粘接剂18接合的医疗用针10。
57.如上所述,在该医疗用针10中,在针体12的外周面12c与针毂16的贯通孔22的内周面22a间的间隙38设有减速部46。减速部46的与延伸方向正交的截面积大于在贯通孔22的延伸方向(粘接剂18的流通方向)上与减速部46邻接的第1邻接部44及第2邻接部48各自截面积。因此,在向间隙38供给粘接剂18时,与该粘接剂18接触的壁面的表面张力在减速部46处小于第1邻接部44及第2邻接部48。也就是说,从注入开口34流入延伸方向的基端侧(箭头x2侧)的粘接剂18的流通速度在减速部46处比第1邻接部44及第2邻接部48慢。
58.在此,例如,由于穿插在贯通孔22中的针体12的轴心相对于贯通孔22的轴心偏移等,存在壁面距离在贯通孔22的周向上不均匀的情况。在该情况下,在间隙38的从注入开口34到第1邻接部44之间,存在贯通孔22的周向的一部分粘接剂18的流通速度变快、其余粘接剂18的流通速度变慢的情况。也就是说,存在流通速度快的粘接剂18的一部分先流入减速部46的情况。
59.即使在该情况下,在减速部46处,由于如上所述流通速度变慢,因此,在先流入减速部46的粘接剂18的一部分在该减速部46中流动的期间内,流通速度慢的其余粘接剂18也到达减速部46。因此,通过从注入开口34向间隙38填充粘接剂18至少到达设定位置58为止,从而能够使粘接剂18的下游侧端部的位置在贯通孔22的周向上对齐。
60.因此,在医疗用针10中,能够容易地检查粘接剂18相对于间隙38的配置状态。即,例如,在从注入开口34向间隙38填充粘接剂18到达设定位置58为止时,该间隙38内的粘接剂18的量预先设定为能够将针体12与针毂16以充分的强度接合。并且,使用未图示的摄像头等从一个方向拍摄医疗用针10并进行图像处理。
61.由此,若配置于间隙38的粘接剂18的下游侧端部到达设定位置58,则能够判定粘接剂18的下游侧端部在贯通孔22的整个周向上到达设定位置58。进而能够判定,在间隙38中填充有能够将针体12与针毂16以充分的强度接合的规定量的粘接剂18。也就是说,无需在贯通孔22的整个周向上对医疗用针10进行拍摄,就能够容易且高精度地确认粘接剂18的配置状态。
62.上述实施方式的医疗用针10的减速部46处,由于贯通孔22的内径大于第1邻接部44及第2邻接部48各处的贯通孔22的内径,因此截面积大,减速部46具有从第1邻接部44趋向延伸方向的另一端侧使得贯通孔22的内径扩径而形成的第1锥形部54和从第1锥形部54趋向第2邻接部48使得贯通孔22的内径缩径而形成的第2锥形部56。
63.通过像这样对应于贯通孔22的内径来设定间隙38的截面积,从而例如与使得减速部46处的针体12的外径小于第1邻接部44及第2邻接部48各处的针体12的外径的情况相比,能够容易且高精度地设定减速部46的截面积。另外,通过将减速部46设为具有第1锥形部54
及第2锥形部56的形状,从而在例如如上所述通过注塑成型制作针毂16时,能够容易地进行将形状与贯通孔22对应的芯销从注塑成型体拔出的作业。
64.需要说明的是,在医疗用针10中,也可以通过使减速部46处的针体12的外径小于第1邻接部44及第2邻接部48各处的针体12的外径来使得减速部46的截面积大于第1邻接部44及第2邻接部48各自的截面积。另外,减速部46也可以不具备第1锥形部54及第2锥形部56。在该情况下,减速部46处的贯通孔22的内径也可以在延伸方向上等径。另外,减速部46处的贯通孔22的内周面22a也可以弯曲为圆弧状。
65.在上述实施方式的医疗用针10中,间隙38具有从注入开口34向延伸方向的另一端侧(基端侧)延伸的导入部40,间隙38的截面积在导入部40处最大。在该情况下,能够容易地从注入开口34及导入部40向间隙38供给粘接剂18。
66.在上述实施方式的医疗用针10中,在延伸方向上,在导入部40与第1邻接部44之间设有截面积小于导入部40且大于第1邻接部44的中转部42。在该情况下,能够容易地进行在间隙38中流动的粘接剂18的流通速度的调节、在粘接剂18的下游侧端部到达设定位置58时填充到间隙38中的粘接剂18的量等的调节。
67.本发明并非限定于上述实施方式,能够在不脱离本发明要旨的范围内实施多种改变。
68.例如,在上述实施方式中,在贯通孔22的延伸方向的前端侧(箭头x1侧)设有注入开口34,针体12的针尖12a侧从注入开口34突出,粘接剂18在间隙38中从贯通孔22的延伸方向的前端侧朝向基端侧(箭头x2侧)流通。但也可以是,在贯通孔22的延伸方向的基端侧设有注入开口34,针体12的基端部12b侧从该注入开口34突出,粘接剂18在间隙38中从贯通孔22的延伸方向的基端侧朝向前端侧流通。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1