基于不饱和聚酯圆柱管的成型牵伸装置的制作方法
本技术涉及不饱和聚酯加工技术领域,具体而言,涉及基于不饱和聚酯圆柱管的成型牵伸装置。
背景技术:
不饱和聚酯是由二元酸(或酸酐)与二元醇经缩聚而制得的不饱和线型热固性树脂,各种不饱和聚酯未固化时是从低粘度到高粘度的液体,加入各种添加剂后加热固化,固化后即成刚性或弹性的塑料,可以是透明的或不透明的。不饱和聚酯圆柱管在生产过程中,需要将不饱和聚酯颗粒和其他原料混合后进行热熔、成型、定型、降温、牵引等步骤进行加工,而在不饱和聚酯颗粒和其他原料的混合物投入加工设备中的时候,往往会造成不饱和聚酯颗粒和其他原料混合物在投入过程中出现堆积的现象,影响进料。
技术实现要素:
本技术旨在至少解决现有技术中存在的技术问题之一。为此,本技术提出基于不饱和聚酯圆柱管的成型牵伸装置,所述基于不饱和聚酯圆柱管的成型牵伸装置利用第一电机带动打散杆和刮块在料斗内转动,对不饱和聚酯颗粒和其他原料混合物在投入的过程中进行搅动,避免料斗内出现堆积现象,继而使得进料顺畅,利用熔融件、模具成型机头和塑形件使得不饱和聚酯颗粒和其他原料混合物被加工成圆柱管状。本技术提出了基于不饱和聚酯圆柱管的成型牵伸装置,包括:成型牵伸机构,所述成型牵伸机构包括喂料件、熔融件、模具成型机头和塑形件,喂料件包含料斗、第一电机、锥齿轮、驱动轴、打散杆和刮块,所述料斗连通所述熔融件,所述第一电机设置于所述料斗上,所述锥齿轮传动连接于所述第一电机的输出端,所述驱动轴转动贯穿所述料斗,所述驱动轴的一端传动连接于所述锥齿轮远离所述第一电机的一端,所述驱动轴的另一端设置于所述料斗内,所述打散杆固定连接于所述驱动轴设置于所述料斗内的一端,所述刮块设置于所述打散杆远离所述驱动轴的一端,所述熔融件连通于所述料斗,所述模具成型机头设置于所述熔融件的输出端,所述塑形件设置于所述模具成型机头远离所述熔融件的一端;稳定机构,所述稳定机构设置于所述成型牵伸机构的一端,所述稳定机构对成型后的不饱和聚酯圆柱管进行支撑并使其稳定;打磨机构,所述打磨机构设置于所述稳定机构远离所述成型牵伸机构的一端,所述打磨机构用于对成型后的不饱和聚酯圆柱管进行初步打磨。另外,根据本技术实施例的基于不饱和聚酯圆柱管的成型牵伸装置还具有如下附加的技术特征:在本技术的一些具体实施例中,所述喂料件顶端设置有进料口。在本技术的一些具体实施例中,所述打散杆螺旋阵列设置于所述驱动轴的侧壁上。在本技术的一些具体实施例中,所述刮块远离所述打散杆的一侧贴合于所述料斗
的内壁。在本技术的一些具体实施例中,所述熔融件包含第二电机、螺杆、料筒、防护壳和加热套,所述第二电机的输出端键连接有所述螺杆,所述螺杆设置于所述料筒内,所述料筒固定贯穿所述防护壳,所述加热套均匀设置于所述料筒位于所述防护壳内的部分。在本技术的一些实施例中,所述料斗的底端贯穿所述防护壳连通于所述料筒。在本技术的一些实施例中,所述模具成型机头连通于所述料筒远离所述第二电机的一端。在本技术的一些实施例中,所述成型牵伸机构的底端设置有底座,所述底座的底侧设置有升降支腿。在本技术的一些实施例中,所述底座上设置有冷却箱,所述熔融件、所述模具成型机头和所述塑形件均设置于所述冷却箱上。在本技术的一些实施例中,所述冷却箱上设置有控制箱,所述控制箱内设控制单元。在本技术的一些实施例中,所述稳定机构包含支撑箱、定位件、第一主动件、稳定件和主动调节件,所述支撑箱设置于所述冷却箱的一侧,所述定位件设置于所述支撑箱上,所述定位件包含第一支架、第一定位环和第一限位槽,所述第一支架固定连接于所述支撑箱,所述第一定位环固定连接于所述第一支架上,所述第一定位环远离所述塑形件的一侧圆周阵列设置有所述第一限位槽,所述第一限位槽横截面呈凸形,所述第一主动件包含第一推拉环和第一限位杆,所述第一限位杆固定连接于所述第一推拉环靠近所述第一定位环的一侧,所述第一限位杆圆周阵列设置,所述第一限位杆远离所述第一推拉环的一端滑动贯穿所述第一定位环,所述稳定件圆周阵列设置,所述稳定件包含第一连杆、第一安装架、第一伸缩筒、第一伸缩杆、第一弹簧、滚轮和第一限位柱,所述第一连杆铰接于所述第一推拉环靠近所述第一定位环的一侧,所述第一安装架铰接于所述第一连杆远离所述第一推拉环的一端,所述第一伸缩筒固定连于所述第一安装架上,所述第一伸缩杆限位滑动于所述第一伸缩筒,所述第一弹簧设置于所述第一伸缩筒内底侧和所述第一伸缩杆之间,所述滚轮固定连接于所述第一伸缩杆远离所述第一伸缩筒的一端,所述第一安装架远离所述第一推拉环的一侧固定连接有所述第一限位柱,所述第一限位柱至少设置两个,所述第一限位柱和所述第一限位槽滑动限位配合,所述主动调节件包含定位支架、限位条、主动连杆、转动块、第一螺纹头、第一螺纹管、第一辅助连杆和第一辅助管,所述定位支架固定于所述支撑箱上,所述定位支架位于所述第一推拉环远离所述第一定位环的一侧,所述限位条固定连接于所述定位支架,所述限位条对称设置,所述主动连杆转动贯穿所述限位条,所述主动连杆位于所述限位条之间的一端固定连接有所述转动块,所述主动连杆远离所述限位条的一端固定连接有所述第一螺纹头,所述第一螺纹管和所述第一螺纹头螺纹配合,所述第一螺纹管远离所述转动块的一端固定连接于所述第一推拉环的侧壁上,所述第一辅助连杆对称设置,所述第一辅助连杆的一端固定连接于所述定位支架的侧壁,所述第一辅助连杆的另一端限位滑动设置于所述第一辅助管内,所述第一辅助管远离所述第一辅助连杆的一端固定连接于所述第一推拉环的侧壁。在本技术的一些实施例中,所述打磨机构包含被动调节件、被动转动件、打磨件和主动转动件,所述被动调节件包含被动连杆、第二螺纹头、第二螺纹管、第二限位柱、第二辅
助连杆和第二辅助管,所述被动连杆转动贯穿所述限位条,所述被动连杆的一端固定连接于所述转动块远离所述主动连杆的一侧,所述被动连杆的另一端固定连接有所述第二螺纹头,所述第二螺纹头和所述第二螺纹管螺纹配合,所述第二螺纹管远离所述转动块的一端固定连接有所述第二限位柱,所述第二辅助连杆固定连接于所述定位支架远离所述第一辅助连杆的一侧,所述第二辅助连杆和所述第一辅助连杆对称设置,所述第二辅助连杆远离所述定位支架的一端限位滑动设置有所述第二辅助管,所述第二辅助管远离所述定位支架的一端固定连接有所述第二限位柱,所述被动转动件包含第二推拉环、环形限位槽和第二限位杆,所述环形限位槽设置于所述第二推拉环上,所述第二限位柱和所述环形限位槽限位滑动配合,所述第二限位杆固定连接于所述第二推拉环远离所述环形限位槽的一侧,所述第二限位杆圆周阵列设置,所述打磨件圆周阵列设置,所述打磨件包含第二连杆、第二安装架、第二伸缩筒、第二伸缩杆、第二弹簧、打磨块和第三限位柱,所述第二连杆的一端铰接于所述第二推拉环远离所述环形限位槽的一侧,所述第二连杆的另一端铰接有所述第二安装架,所述第二伸缩筒固定连接于所述第二安装架,所述第二伸缩杆滑动限位设置于所述第二伸缩筒上,所述第二弹簧设置于所述第二伸缩筒的内底侧和所述第二伸缩杆之间,所述打磨块固定连接于所述第二伸缩杆远离所述第二伸缩筒的一端,所述打磨块底端呈弧形设计,所述第三限位柱固定连接于所述第二安装架远离所述第二推拉环的一侧,所述第三限位柱至少设置为两个,所述主动转动件包含第三电机、主动齿轮、齿环、第二定位环、第二限位槽和限位环,所述第三电机固定设置于所述支撑箱上,所述主动齿轮传动连接于所述第三电机的输出端,所述齿环和所述主动齿轮啮合,所述齿环固定套接于所述第二定位环,所述第二定位环和所述第二限位杆滑动配合,所述第二定位环靠近所述打磨件的一侧圆周阵列设置有所述第二限位槽,所述第二限位槽和所述第三限位柱限位滑动配合,所述限位环固定连接于所述第二定位环的两侧。根据本技术实施例的基于不饱和聚酯圆柱管的成型牵伸装置,利用第一电机带动打散杆和刮块在料斗内转动,对不饱和聚酯颗粒和其他原料混合物在投入的过程中进行搅动,避免料斗内出现堆积现象,继而使得进料顺畅,利用熔融件、模具成型机头和塑形件使得不饱和聚酯颗粒和其他原料混合物被加工成圆柱管状。本技术的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本技术的实践了解到。
附图说明
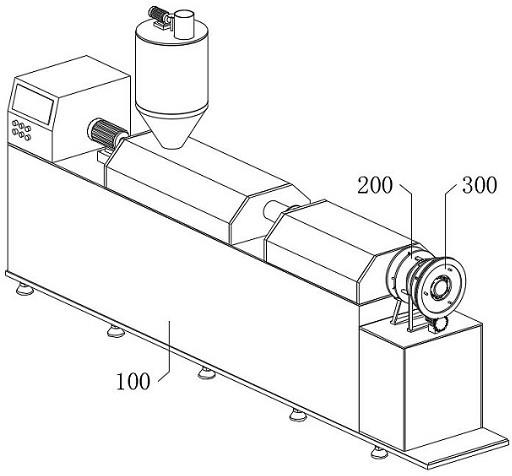
为了更清楚地说明本技术实施例的技术方案,下面将对本技术实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。图1是根据本技术实施例的基于不饱和聚酯圆柱管的成型牵伸装置的整体结构示意图;图2是根据本技术实施例的成型牵伸机构的结构示意图;图3是根据本技术实施例的喂料件和熔融件的结构示意图以及局部剖视图;图4是根据本技术实施例的稳定机构的结构示意图;
图5是根据本技术实施例的稳定机构的结构爆炸图;图6是根据本技术实施例的定位件的结构示意图以及剖视图;图7是根据本技术实施例的稳定件的结构示意图以及局部剖视图;图8是根据本技术实施例的主动调节件的结构爆炸图以及局部剖视图;图9是根据本技术实施例的打磨机构的结构示意图;图10是根据本技术实施例的打磨机构的结构爆炸图;图11是根据本技术实施例的被动调节件的结构示意图以及局部剖视图;图12是根据本技术实施例的被动连杆的结构示意图以及和打磨件的位置爆炸图;图13是根据本技术实施例的被动转动件的局部半剖图;图14是根据本技术实施例的打磨件的局部结构示意图;图15是根据本技术实施例的主动转动件的结构爆炸图。图标:100-成型牵伸机构;110-喂料件;111-料斗;112-第一电机;113-锥齿轮;114-驱动轴;115-打散杆;116-刮块;120-熔融件;121-第二电机;122-螺杆;123-料筒;124-防护壳;125-加热套;130-模具成型机头;140-塑形件;150-底座;151-升降支腿;160-冷却箱;170-控制箱;200-稳定机构;210-支撑箱;220-定位件;221-第一支架;222-第一定位环;223-第一限位槽;230-第一主动件;231-第一推拉环;232-第一限位杆;240-稳定件;241-第一连杆;242-第一安装架;243-第一伸缩筒;244-第一伸缩杆;245-第一弹簧;246-滚轮;247-第一限位柱;250-主动调节件;251-定位支架;252-限位条;253-主动连杆;254-转动块;255-第一螺纹头;256-第一螺纹管;257-第一辅助连杆;258-第一辅助管;300-打磨机构;310-被动调节件;311-被动连杆;312-第二螺纹头;313-第二螺纹管;314-第二限位柱;315-第二辅助连杆;316-第二辅助管;320-被动转动件;321-第二推拉环;322-环形限位槽;323-第二限位杆;330-打磨件;331-第二连杆;332-第二安装架;333-第二伸缩筒;334-第二伸缩杆;335-第二弹簧;336-打磨块;337-第三限位柱;340-主动转动件;341-第三电机;342-主动齿轮;343-齿环;344-第二定位环;345-第二限位槽;346-限位环。
具体实施方式
下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述。为使本技术实施方式的目的、技术方案和优点更加清楚,下面将结合本技术实施方式中的附图,对本技术实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本技术一部分实施方式,而不是全部的实施方式。基于本技术中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本技术保护的范围。下面参考附图描述根据本技术实施例的基于不饱和聚酯圆柱管的成型牵伸装置。如图1-图15所示,根据本技术实施例的基于不饱和聚酯圆柱管的成型牵伸装置,包括:成型牵伸机构100、稳定机构200和打磨机构300。稳定机构200设置在成型牵伸机构100上,打磨机构300设置在稳定机构200一侧,打磨机构300和稳定机构200配合,成型牵伸机构100用于对不饱和聚酯颗粒和其他原料混合物未了过程中进行搅动避免出现堆积影响进料,以及对不饱和聚酯颗粒和其他原料混合物进行熔融、成型、塑形等操作,使之制成圆柱管状,稳定机构200对不饱和聚酯圆柱管从成
型牵伸机构100内输出后进行支撑、定位,维持稳定,避免后续操作无法进行,且可以根据不同口径的圆柱管来调整自身的支撑直径大小,打磨机构300对被稳定机构200维持稳定的不饱和聚酯圆柱管进行侧壁上的打磨,初步使得不饱和聚酯圆柱管侧壁上的毛刺、飞边等减少。根据本技术的一些实施例,如图1-图15所示,成型牵伸机构100包括喂料件110、熔融件120、模具成型机头130和塑形件140,喂料件110包含料斗111、第一电机112、锥齿轮113、驱动轴114、打散杆115和刮块116,料斗111连通熔融件120,第一电机112设置于料斗111上,锥齿轮113传动连接于第一电机112的输出端,驱动轴114转动贯穿料斗111,驱动轴114的一端传动连接于锥齿轮113远离第一电机112的一端,驱动轴114的另一端设置于料斗111内,使得第一电机112可以通过锥齿轮113带动驱动轴114转动,打散杆115固定连接于驱动轴114设置于料斗111内的一端,刮块116设置于打散杆115远离驱动轴114的一端,继而使得第一电机112可以驱动打散杆115和刮块116在料斗111内部转动,对进入到料斗111内的不饱和聚酯颗粒和其他原料混合物进行搅动,促进料斗111排料,避免料斗111内出现堆积现象,从而影响后续加工效果,熔融件120连通于料斗111,模具成型机头130设置于熔融件120的输出端,对原料进行成型工作,塑形件140设置于模具成型机头130远离熔融件120的一端,对原料进行冷却定型,喂料件110顶端设置有进料口117,便于喂料,打散杆115螺旋阵列设置于驱动轴114的侧壁上,便于使料斗111内的不饱和聚酯颗粒和其他原料混合物搅动效果提升,刮块116远离打散杆115的一侧贴合于料斗111的内壁,可以更好的对料斗111内进行更大范围的搅动,熔融件120包含第二电机121、螺杆122、料筒123、防护壳124和加热套125,第二电机121的输出端键连接有螺杆122,螺杆122设置于料筒123内,料筒123固定贯穿防护壳124,加热套125均匀设置于料筒123位于防护壳124内的部分,使得第二电机121可以驱动螺杆122转动,从而使得从料斗111内传输来的不饱和聚酯颗粒和其他原料混合物得以被螺杆122输送向另外一端,且加热套125使得输送过程中的原料受到温度作用得以进行熔融,便于螺杆122配合料筒123对原料在料筒123的输出端进行挤压,便于原料在模具成型机头130内成型,料斗111的底端贯穿防护壳124连通于料筒123,模具成型机头130连通于料筒123远离第二电机121的一端,成型牵伸机构100的底端设置有底座150,底座150的底侧设置有升降支腿151,便于调节该基于不饱和聚酯圆柱管的成型牵伸装置的稳固,底座150上设置有冷却箱160,便于对塑形件140进行冷却,熔融件120、模具成型机头130和塑形件140均设置于冷却箱160上,冷却箱160上设置有控制箱170,控制箱170内设控制单元,便于操控该基于不饱和聚酯圆柱管的成型牵伸装置。在相关技术中,不饱和聚酯圆柱管在加工成型后,往往受加工成型的圆柱管的长度影响,需要对圆柱管进行支撑定位,现有的普遍采用在圆柱管底部摆放滚动的轮子进行支撑,而这种操作往往受不同批次生产的圆柱管口径大小改变的影响,导致圆柱管可能会出现部分呈悬空的状态,而生产较长较薄的圆柱管的时候,此种情况极可能导致圆柱管变形或者内部结构被破坏等现象。根据本技术的一些实施例,如图4-图8所示,稳定机构200包含支撑箱210、定位件220、第一主动件230、稳定件240和主动调节件250,支撑箱210设置于冷却箱160的一侧,定位件220设置于支撑箱210上,定位件220包含第一支架221、第一定位环222和第一限位槽223,第一支架221固定连接于支撑箱210,第一定位环222固定连接于第一支架221上,使得
第一定位环222得以固定位置,第一定位环222远离塑形件140的一侧圆周阵列设置有第一限位槽223,第一限位槽223横截面呈凸形,便于限位,第一主动件230包含第一推拉环231和第一限位杆232,第一限位杆232固定连接于第一推拉环231靠近第一定位环222的一侧,第一限位杆232圆周阵列设置,第一限位杆232远离第一推拉环231的一端滑动贯穿第一定位环222,使得第一推拉环231在第一限位杆232的作用下相对于第一定位环222仅可以水平方向发生位移,稳定件240圆周阵列设置,稳定件240包含第一连杆241、第一安装架242、第一伸缩筒243、第一伸缩杆244、第一弹簧245、滚轮246和第一限位柱247,第一连杆241铰接于第一推拉环231靠近第一定位环222的一侧,第一安装架242铰接于第一连杆241远离第一推拉环231的一端,第一伸缩筒243固定连于第一安装架242上,第一伸缩杆244限位滑动于第一伸缩筒243,第一弹簧245设置于第一伸缩筒243内底侧和第一伸缩杆244之间,使得第一伸缩筒243和第一伸缩杆244之间具备一定的弹性,滚轮246固定连接于第一伸缩杆244远离第一伸缩筒243的一端(滚轮246的安装方向使得滚轮246沿着第一推拉环231的轴向方向发生滚动),第一安装架242远离第一推拉环231的一侧固定连接有第一限位柱247,第一限位柱247至少设置两个,第一限位柱247和第一限位槽223滑动限位配合,两个第一限位柱247的设置,使得整个稳定件240可以在第一定位环222上保证自身的角度不会发生改变,主动调节件250包含定位支架251、限位条252、主动连杆253、转动块254、第一螺纹头255、第一螺纹管256、第一辅助连杆257和第一辅助管258,定位支架251固定于支撑箱210上,定位支架251位于第一推拉环231远离第一定位环222的一侧,限位条252固定连接于定位支架251,限位条252对称设置,主动连杆253转动贯穿限位条252,主动连杆253位于限位条252之间的一端固定连接有转动块254,主动连杆253远离限位条252的一端固定连接有第一螺纹头255,第一螺纹管256和第一螺纹头255螺纹配合,第一螺纹管256远离转动块254的一端固定连接于第一推拉环231的侧壁上,第一辅助连杆257对称设置,第一辅助连杆257的一端固定连接于定位支架251的侧壁,第一辅助连杆257的另一端限位滑动设置于第一辅助管258内,第一辅助管258远离第一辅助连杆257的一端固定连接于第一推拉环231的侧壁。需要说明的是,第一定位环222和第一推拉环231自身上的环形孔的直径大于塑形件140的输出端口径,且第一定位环222、第一推拉环231和塑形件140的输出端三者同轴。可以理解的是,因第一定位环222被第一支架221固定在支撑箱210上,故第一定位环222的位置不会发生改变,而第一推拉环231通过稳定件240和主动调节件250设置在第一定位环222和定位支架251之间,故,当旋转转动块254的时候,将使得第一螺纹管256通过第一螺纹头255推动第一推拉环231发生横向位移,而当第一推拉环231远离定位支架251的时候,其将向稳定件240提供一个向着第一定位环222方向移动的横向力,而因为第一连杆241铰接于第一推拉环231上,且第一安装架242通过自身侧面固定连接的第一限位柱247限位滑动于第一限位槽223,这就使得第一连杆241以自身和第一推拉环231的铰接点为轴向着第一推拉环231的圆心方向转动,继而迫使第一安装架242在第一限位槽223上滑向第一定位环222的圆心方向,同时,带动第一伸缩筒243发生同步同向的位移,而不饱和聚酯圆柱管需要穿过第一定位环222和第一推拉环231的内环,故此时的滚轮246受第一伸缩筒243的位移作用将抵住不饱和聚酯圆柱管的侧面,第一弹簧245的存在使得滚轮246对不饱和聚酯圆柱管的挤压力具备一定缓冲。由此,该基于不饱和聚酯圆柱管的成型牵伸装置,在不饱和聚酯圆柱管经过塑形
件140输出向第一定位环222和第一推拉环231的时候,此时可以先根据不饱和聚酯圆柱管的口径,来旋转转动块254,使得圆周阵列设置的多个滚轮246对不饱和聚酯圆柱管进行多方位的抵紧,避免其在输送过程中出现部分呈悬空的状态,继而在生产过程中,可调节口径的多个滚轮246的夹紧方式,尽可能的避免了在生产不同长短或者厚度的圆柱管的时候,因悬空导致圆柱管变形或者内部结构被破坏等现象。相关技术中,在不饱和聚酯圆柱管塑形后,其自身表面不可避免的会出现毛刺、飞边等瑕疵,而实际生产中往往需要将塑形后的圆柱管切割后再进行单独的打磨工作,如此则增加了生产成本。根据本技术的一些实施例,如图9-图15所示,打磨机构300包含被动调节件310、被动转动件320、打磨件330和主动转动件340,被动调节件310包含被动连杆311、第二螺纹头312、第二螺纹管313、第二限位柱314、第二辅助连杆315和第二辅助管316,被动连杆311转动贯穿限位条252,被动连杆311的一端固定连接于转动块254远离主动连杆253的一侧,被动连杆311的另一端固定连接有第二螺纹头312,第二螺纹头312和第二螺纹管313螺纹配合,第二螺纹管313远离转动块254的一端固定连接有第二限位柱314,第二辅助连杆315固定连接于定位支架251远离第一辅助连杆257的一侧,第二辅助连杆315和第一辅助连杆257对称设置,第二辅助连杆315远离定位支架251的一端限位滑动设置有第二辅助管316,第二辅助管316远离定位支架251的一端固定连接有第二限位柱314,被动转动件320包含第二推拉环321、环形限位槽322和第二限位杆323,环形限位槽322设置于第二推拉环321上,第二限位柱314和环形限位槽322限位滑动配合,使得第二推拉环321可以通过第二限位柱314和环形限位槽322的作用相对于定位支架251转动,第二限位杆323固定连接于第二推拉环321远离环形限位槽322的一侧,第二限位杆323圆周阵列设置,打磨件330圆周阵列设置,打磨件330包含第二连杆331、第二安装架332、第二伸缩筒333、第二伸缩杆334、第二弹簧335、打磨块336和第三限位柱337,第二连杆331的一端铰接于第二推拉环321远离环形限位槽322的一侧,第二连杆331的另一端铰接有第二安装架332,第二伸缩筒333固定连接于第二安装架332,第二伸缩杆334滑动限位设置于第二伸缩筒333上,第二弹簧335设置于第二伸缩筒333的内底侧和第二伸缩杆334之间,打磨块336固定连接于第二伸缩杆334远离第二伸缩筒333的一端,打磨块336底端呈弧形设计(便于对圆柱管进行更好的贴合),第三限位柱337固定连接于第二安装架332远离第二推拉环321的一侧,第三限位柱337至少设置为两个,主动转动件340包含第三电机341、主动齿轮342、齿环343、第二定位环344、第二限位槽345和限位环346,第三电机341固定设置于支撑箱210上,主动齿轮342传动连接于第三电机341的输出端,齿环343和主动齿轮342啮合,齿环343固定套接于第二定位环344,第二定位环344和第二限位杆323滑动配合,使得第二推拉环321通过第二限位杆323的作用仅可以发生横向位移,第二定位环344靠近打磨件330的一侧圆周阵列设置有第二限位槽345,第二限位槽345和第三限位柱337限位滑动配合,如此,使得打磨件330仅能在第二限位槽345内发生沿着第二限位槽345长度方向的位移,限位环346固定连接于第二定位环344的两侧。需要说明的是,第二推拉环321和第二定位环344的内环直径和第一定位环222及第一推拉环231的内环直径相同,且四者同轴。进一步需要说明的是,限位环346外径大于齿环343的外径,便于通过两侧设置的限位环346卡在主动齿轮342上,继而使得第二定位环344的横向位置得以限定,且第二定位
环344和第二限位杆323滑动配合使得第二推拉环321通过第二限位杆323的作用仅可以发生横向位移。可以理解的是,当旋转转动块254的时候,将带动固定于其另一侧的被动连杆311和固定在被动连杆311上的第二螺纹头312发生转动,而第二螺纹头312和第二螺纹管313螺纹配合,且第二螺纹管313通过第二限位柱314限位于第二推拉环321上的环形限位槽322内,第二推拉环321又因为自身一侧固定的第二限位杆323和第二定位环344滑动配合,第二定位环344受限位环346外径大于齿环343的外径,使得第二定位环344卡在主动齿轮342上,故导致第二定位环344不能发生横向和竖向的位移,故此时转动的第二螺纹头312,使得第二螺纹管313推动或者拉动第二推拉环321横向移动,而又因第二连杆331一端铰接于第二推拉环321上,另一端铰接在第二安装架332上,而第二安装架332受自身一侧固定连接的第三限位柱337和第二限位槽345的限位滑动作用限定位移方向,故此时的第二定位环344将推动或者拉动第二连杆331以自身和第二定位环344的铰接处为轴进行转动,继而驱动第二安装架332在第二限位槽345上发生位移,而第二限位槽345的设计为沿着第二定位环344的径向,故此时的圆周阵列设计的多个打磨块336将发生向着圆柱管或者远离圆柱管方向的位移,本实施例中以向着圆柱管方向移动为例,故打磨块336将贴紧于圆柱管的表面,而第三电机341通过主动齿轮342驱动齿环343转动,齿环343又固定套接在第二定位环344上,故将带动第二定位环344转动,而第二定位环344转动,将使得打磨件330和通过第二限位杆323滑动于第二定位环344的第二推拉环321同步跟随转动,因为环形限位槽322和第二限位柱314的滑动限位设计,故使得整个被动转动件320、打磨件330可以受第三电机341的驱动作用发生转动,这就使得圆周阵列设计的多个打磨块336可以对输送来的圆柱管侧壁进行打磨,而第二弹簧335的作用,使打磨块336不会对圆柱管挤压太紧,避免打磨过度,造成圆柱管受损。由此,通过第三电机341带动主动齿轮342驱动齿环343转动,使得整个被动转动件320、打磨件330可以受第三电机341的驱动作用发生转动,继而使得圆周阵列设计的多个打磨块336可以对输送来的圆柱管侧壁进行一定程度的预先打磨,将一定量的毛刺和飞边磨除,为后续打磨节省了一定的成本。具体的,基于不饱和聚酯圆柱管的成型牵伸装置的工作原理:通过控制箱170,在喂料的时候启动第一电机112,第一电机112驱动锥齿轮113带动驱动轴114转动,继而使得螺旋固定在驱动轴114上的打散杆115以及固定在打散杆115另一端的刮块116在料斗111内发生转动,对料斗111内的原料进行一定程度的搅动,避免原料在料斗111内发生堆积、杜塞,进而影响后续工作,而后启动第二电机121带动螺杆122在料筒123内转动,同时预先启动加热套125,使得料筒123输料端预热,继而在螺杆122和料筒123内壁的配合下,使得原料在料筒123内得以被输送,同时原料受热发生熔融,而后熔融的原料被输送向模具成型机头130,得以形成圆柱管状,接着圆柱管输送向塑形件140内,受冷却箱160使得塑形件140内温度降低作用,此时的圆柱管得以降温定型,而后启动第三电机341,此时圆柱首先会通过稳定机构200,因第一定位环222被第一支架221固定在支撑箱210上,故第一定位环222的位置不会发生改变,而第一推拉环231通过稳定件240和主动调节件250设置在第一定位环222和定位支架251之间,故,当旋转转动块254的时候,将使得第一螺纹管256通过第一螺纹头255推动第一推拉环231发生横向位移,而当第一推拉环231远离定位支架251的时候,其将向稳
定件240提供一个向着第一定位环222方向移动的横向力,而因为第一连杆241铰接于第一推拉环231上,且第一安装架242通过自身侧面固定连接的第一限位柱247限位滑动于第一限位槽223,这就使得第一连杆241以自身和第一推拉环231的铰接点为轴向着第一推拉环231的圆心方向转动,继而迫使第一安装架242在第一限位槽223上滑向第一定位环222的圆心方向,同时,带动第一伸缩筒243发生同步同向的位移,而不饱和聚酯圆柱管需要穿过第一定位环222和第一推拉环231的内环,故此时的滚轮246受第一伸缩筒243的位移作用将抵住不饱和聚酯圆柱管的侧面,第一弹簧245的存在使得滚轮246对不饱和聚酯圆柱管的挤压力具备一定缓冲,而在旋转转动块254的时候,将带动固定于其另一侧的被动连杆311和固定在被动连杆311上的第二螺纹头312发生转动,而第二螺纹头312和第二螺纹管313螺纹配合,且第二螺纹管313通过第二限位柱314限位于第二推拉环321上的环形限位槽322内,第二推拉环321又因为自身一侧固定的第二限位杆323和第二定位环344滑动配合,第二定位环344受限位环346外径大于齿环343的外径,使得第二定位环344卡在主动齿轮342上,故导致第二定位环344不能发生横向和竖向的位移,故此时转动的第二螺纹头312,使得第二螺纹管313推动或者拉动第二推拉环321横向移动,而又因第二连杆331一端铰接于第二推拉环321上,另一端铰接在第二安装架332上,而第二安装架332受自身一侧固定连接的第三限位柱337和第二限位槽345的限位滑动作用限定位移方向,故此时的第二定位环344将推动或者拉动第二连杆331以自身和第二定位环344的铰接处为轴进行转动,继而驱动第二安装架332在第二限位槽345上发生位移,而第二限位槽345的设计为沿着第二定位环344的径向,故此时的圆周阵列设计的多个打磨块336将发生向着圆柱管或者远离圆柱管方向的位移,本实施例中以向着圆柱管方向移动为例,故打磨块336将贴紧于圆柱管的表面,而第三电机341通过主动齿轮342驱动齿环343转动,齿环343又固定套接在第二定位环344上,故将带动第二定位环344转动,而第二定位环344转动,将使得打磨件330和通过第二限位杆323滑动于第二定位环344的第二推拉环321同步跟随转动,因为环形限位槽322和第二限位柱314的滑动限位设计,故使得整个被动转动件320、打磨件330可以受第三电机341的驱动作用发生转动,这就使得圆周阵列设计的多个打磨块336可以对输送来的圆柱管侧壁进行打磨,而第二弹簧335的作用,使打磨块336不会对圆柱管挤压太紧,避免打磨过度,造成圆柱管受损,该装置的此种设计,在不饱和聚酯圆柱管经过塑形件140输出向第一定位环222和第一推拉环231的时候,此时可以先根据不饱和聚酯圆柱管的口径,来旋转转动块254,使得圆周阵列设置的多个滚轮246对不饱和聚酯圆柱管进行多方位的抵紧,避免其在输送过程中出现部分呈悬空的状态,继而在生产过程中,可调节口径的多个滚轮246的夹紧方式,尽可能的避免了在生产不同长短或者厚度的圆柱管的时候,因悬空导致圆柱管变形或者内部结构被破坏等现象,通过第三电机341带动主动齿轮342驱动齿环343转动,使得整个被动转动件320、打磨件330可以受第三电机341的驱动作用发生转动,继而使得圆周阵列设计的多个打磨块336可以对输送来的圆柱管侧壁进行一定程度的预先打磨,将一定量的毛刺和飞边磨除,为后续打磨节省了一定的成本。需要说明的是,第一电机112、锥齿轮113、第二电机121、螺杆122、料筒123、加热套125、模具成型机头130、塑形件140、冷却箱160、控制箱170、第一弹簧245、第二弹簧335、第三电机341、主动齿轮342和齿环343具体的型号规格需根据该装置的实际规格等进行选型确定,具体的选型计算方法采用本领域现有技术,故而不再详细赘述。
以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应所述以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1