成形品取出机的制作方法
1.本发明涉及能够抑制吸附失误的产生的成形品取出机。
背景技术:
2.在日本特开2001-145946号公报(专利文献1)中公开有一种技术,该技术提出如下一种方案:在打开成形机的模具后,利用真空吸附装置吸附并取出成形品的成形品取出机中,通过事先掌握真空吸附装置中的真空到达时间并在最佳的时点进行真空吸附装置的动作开始,从而缩短真空产生装置的动作时间。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2001-145946号公报
技术实现要素:
6.发明所要解决的课题
7.在上述现有的技术中,将成形品从模具推出的推顶销的突出完成时间在每个取出循环各不相同,因此并未考虑吸附时机不恒定、或到压力检测器可靠地检测出规定压力为止需要一定程度的测定时间间隔。因此,实际上,操作员难以适当地设定真空吸附装置的吸引动作开始时期,成形品的吸附失误的产生的防止存在极限。
8.本发明的目的在于,提供无需操作员自己反复尝试来决定真空吸附装置的吸引动作开始时期的成形品取出机。
9.本发明的另一目的在于,提供即使缩短了真空产生装置的动作时间也能够可靠地进行由吸附构件进行的成形品的取出的成形品取出机。
10.用于解决课题的方案
11.本发明具备真空吸附装置、移动机构以及控制装置。真空吸附装置具备:吸附构件,其吸附成形品;真空产生装置,其经由配管与所述吸附构件连接,使真空压力作用于所述吸附构件;压力阀,其设置于真空产生装置与吸附构件之间的配管,进行真空产生装置与吸附构件的连通或连通的阻断;以及压力检测器,其对压力阀与吸附构件之间的配管内的压力进行检测。移动机构通过吸附构件吸附并取出被推顶销从成形机的成形模具推出的成形品,并使吸附构件移动以便将该成形品搬运至开放位置。控制装置执行真空产生装置以及压力阀的工作控制和移动机构的移动控制。并且,控制装置以如下的成形品取出机为对象:与移动机构的移动控制并行地,在通过吸附构件吸附成形品前配管内的压力到达规定压力后,执行由吸附构件进行的成形品的吸附。
12.在本发明中,控制装置具备基于压力检测器的输出进行时间间隔的计数的时间间隔计数部,该时间间隔计数部基于压力检测器的输出,进行在配管内的压力到达规定压力后直至检测出表示维持该规定压力而吸附构件开始了吸附成形品的动作的吸附动作开始压力为止的稳定时间间隔的计数。并且,控制装置与移动机构的移动控制并行地,以使稳定
时间间隔比偏倚时间(日文:
バイアス
時間)间隔长的方式决定吸引动作开始时期。
13.在此,偏倚时间间隔是检测配管内的压力到达规定压力所需的时间间隔。
14.根据本发明,稳定时间间隔比检测配管内的压力到达规定压力所需的时间间隔即偏倚时间间隔长,因此操作员无需自己反复尝试来决定压力检测器没有问题地进行动作而能够防止吸附失误的吸引动作开始时期(延迟时间)。另外,根据本发明,在将吸引动作开始时期延迟(将到吸引动作开始为止的延迟时间延长)而减少真空吸附装置的空气消耗量的情况下,控制装置也决定压力检测器没有问题地进行动作而能够防止吸附失误的吸引动作开始时期,因此能够实现空气消耗量的降低和取出的稳定性。
15.控制装置也可以具备稳定时间间隔判定部和吸引动作开始时期决定部。稳定时间间隔判定部在打开压力阀而开始由真空产生装置进行的吸引动作,并进行通过移动机构使吸附构件接近成形品的动作的过程中,判定稳定时间间隔是否比偏倚时间间隔长。并且,吸引动作开始时期决定部在稳定时间间隔判定部判定稳定时间间隔t3比偏倚时间间隔长时,将此时的吸引动作开始时期决定为能够允许的吸引动作开始时期。在决定为不是能够允许的吸引动作开始时期的情况下,通过控制器的画面显示、声音来发出警报即可。在该情况下,操作员通过控制器以使吸引动作开始时期提前的方式变更与吸引动作开始时期相关的参数即可。另外,控制器也可以自动地使吸引开始动作提前。若是能够允许的吸引动作开始时期,则操作员也可以不特别进行任何操作。
16.为了缩短真空吸附装置的动作时间,控制装置能够如以下那样决定吸引动作开始时期。
17.控制装置首先在第一次取出循环中,在将吸附构件通过预先确定的最初吸引开始位置的时刻设为0,在最初吸引开始位置打开压力阀而开始由真空产生装置进行的吸引动作,并进行通过移动机构使吸附构件朝向成形品接近的动作的过程中,从时间间隔计数部取得从压力检测器检测出规定压力的时刻起至检测出表示吸附构件开始了吸附成形品的动作的吸附动作开始压力的时刻为止的时间间隔以作为初始稳定时间间隔t3(0)。控制装置在第二次之后的取出循环中,当时间间隔计数部对以基于初始稳定时间间隔和取出循环数而该取出循环数越增加则越长的方式确定的距时刻0的延迟时间间隔δti进行计数时,在打开压力阀而开始由真空产生装置进行的吸引动作,并进行通过移动机构使吸附构件朝向成形品接近的动作的过程中,从时间间隔计数部取得从压力检测器检测出规定压力起至检测出吸附动作开始压力为止的稳定时间间隔t3(i)。然后,控制装置阶段性地对延迟时间间隔δti进行变更,继续进行第二次之后的取出循环,将稳定时间间隔变得比偏倚时间间隔长的延迟时间间隔δti决定为能够允许的延迟时间间隔δti
′
,之后,将从时刻0起经过了能够允许的延迟时间间隔δti
′
的时点决定为能够允许的吸引动作开始时期。这样一来,即使阶段性地延迟吸引动作开始时期,也能够自动地决定适当的吸引动作开始时期。
18.为了缩短真空产生装置的动作时间,也可以如以下那样决定吸引动作开始时期。控制装置在第一次取出循环至第n(n为2以上的整数)次取出循环中,在将吸附构件通过预先确定的最初吸引开始位置的时刻设为0,在最初吸引开始位置打开压力阀而开始由真空产生装置进行的吸引动作,并进行通过移动机构使吸附构件朝向成形品接近的动作的过程中,从时间间隔计数部取得从压力检测器检测出规定压力的时刻起至检测出表示吸附构件开始了吸附成形品的动作的吸附动作开始压力的时刻为止的时间间隔以作为初始稳定时
间间隔,并将所取得的n个初始稳定时间间隔t3(n)的最小值或平均值确定为之后使用的初始稳定时间间隔。控制装置接着在第n+1次之后的取出循环中,当将吸附构件通过最初吸引开始位置p0的时刻设为0且时间间隔计数部对以基于初始稳定时间间隔和取出循环数而该取出循环数越增长则越长的方式确定的延迟时间间隔δti进行计数时,在打开压力阀而开始由真空产生装置进行的吸引动作,并进行通过移动机构使吸附构件朝向成形品接近的动作的过程中,从时间间隔计数部取得从压力检测器检测出规定压力起至检测出吸附动作开始压力为止的稳定时间间隔t3。然后,阶段性地对距时刻0的延迟时间间隔δti进行变更,继续进行第n+1次之后的取出循环,将稳定时间间隔变得比偏倚时间间隔tb长的延迟时间间隔δti决定为能够允许的延迟时间间隔δti
′
,之后,将从时刻0起经过了能够允许的延迟时间间隔δti
′
的时点决定为能够允许的吸引动作开始时期。这样一来,稳定时间间隔的决定精度提高,即使阶段性地延迟吸引动作开始时期,也能够自动地决定适当的吸引动作开始时期。
附图说明
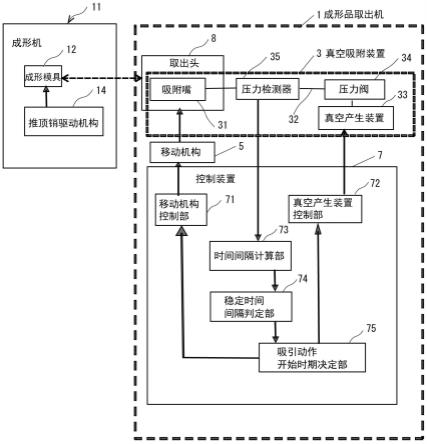
19.图1是以模块示出本发明的实施方式的成形品取出机的结构的主要部分的框图。
20.图2是用于对通过移动机构移动的取出头的移动路径进行说明的图。
21.图3是用于对推顶销的推出动作进行说明的图。
22.图4是用于对吸引动作和吸附动作进行说明的示出时间与吸附压力的关系的图。
23.图5是用于对实施方式的吸引动作和吸附动作进行说明的示出时间与吸附压力的关系的图。
24.图6是用于对现有的成形品取出机的吸引动作和吸附动作进行说明的示出时间与吸附压力的关系的图。
25.图7是用于对降低空气消耗量的实施方式的吸引动作和吸附动作进行说明的示出时间与吸附压力的关系的图。
26.图8是示出实施方式的动作流程图的图。
27.图9是示出初始稳定时间间隔的数据的例子的图。
28.附图标记说明
29.1:成形品取出机、3:真空吸附装置、5:移动机构、7:控制装置、8:取出头、11:成形机、12:成形模具、14:推顶销移动机构、31:吸附嘴、32:配管、33:真空产生装置、34:压力阀、35:压力检测器、71:移动机构控制部、72:真空产生装置控制部、73:时间间隔计数部、74:稳定时间间隔判定部、75:吸引动作开始时期决定部。
具体实施方式
30.以下,参照附图对本发明的成形品取出机的实施方式详细地进行说明。图1是以模块示出从树脂成形机11取出树脂成形品的本发明的本实施方式的成形品取出机1的结构的主要部分的框图。成形品取出机1具备真空吸附装置3、移动机构5以及控制装置7。
31.真空吸附装置3具备:作为吸附构件的吸附嘴31,其吸附成形品;真空产生装置33,其经由配管32与吸附嘴31连接,使真空压力作用于吸附嘴31;压力阀34,其设置于真空产生装置33与吸附嘴31之间的配管32,进行真空产生装置33与吸附嘴31的连通或连通的阻断;
以及压力检测器35,其对压力阀34与吸附嘴31之间的配管32内的压力进行检测。需要说明的是,吸附嘴31装配于利用移动机构5进行移动的取出头8。
32.在移动机构5为公知的三轴移动机构即xyz型的移动机构的情况下,在如图2所示那样进行取出成形品的取出操作时,沿着z轴以及y轴移动而使具备吸附嘴31的取出头8按照待机位置(下降开始位置)
→
下降位置
→
取出位置
→
抽出位置
→
上升位置的路线移动。然后,如图3所示,移动机构5在取出位置利用吸附嘴31吸附并取出通过推顶销13的突出动作被从成形机11的成形模具12推出的成形品mp。然后,移动机构5使装配有吸附嘴31的取出头8从上升位置移动至未图示的开放位置。在开放位置,由吸附嘴31进行的吸附解除,成形品mp在开放位置开放。
33.控制装置7执行真空产生装置33以及压力阀34的工作控制和移动机构5的移动控制。如图1所示,在本实施方式中,控制装置7具备:控制移动机构5的移动机构控制部71、控制真空产生装置33的真空产生装置控制部72、基于压力检测器35的输出而进行时间间隔的计数的时间间隔计数部73、稳定时间间隔判定部74以及吸引动作开始时期决定部75。对于稳定时间间隔判定部74而言,例如在每次执行多次取出循环时,在打开压力阀34而开始由真空产生装置33进行的吸引动作后,并进行通过移动机构5使吸附嘴31接近成形品的取出动作的调整过程中,根据时间间隔计数部73的输出对压力检测器35检测出规定压力为止的时间间隔ttr1、以及从压力检测器35检测出规定压力起至检测出表示吸附嘴31开始了吸附成形品mp的动作的吸附动作开始压力为止的稳定时间间隔t3进行计数。稳定时间间隔判定部74在打开压力阀34而开始由真空产生装置33进行的吸引动作,并进行通过移动机构5使吸附构件接近成形品的动作的过程中,判定稳定时间间隔t3是否比偏倚时间间隔tb长。并且,若稳定时间间隔判定部74判定判定稳定时间间隔t3比偏倚时间间隔tb长,则吸引动作开始时期决定部75将此时的吸引动作开始时期决定为能够允许的吸引动作开始时期。在决定为不是能够允许的吸引动作开始时期的情况下,利用控制器的画面显示、声音来发出警报即可。在该情况下,操作员由控制器以使吸引动作开始时期提前的方式变更与吸引动作开始时期相关的参数即可。另外,控制器也可以自动地使吸引开始动作提前。若是能够允许的吸引动作开始时期,则操作员也可以不特别进行任何操作。
34.吸引动作开始时期决定部75通过合计时间间隔t1=ttr1+t3决定吸引动作开始时期。需要说明的是,若以后述的图7来看,作为理论上的想法,将吸附嘴31通过预先确定的最初吸引开始位置p0的时刻设为0,在最初吸引开始位置p0打开压力阀而开始由真空产生装置33进行的吸引动作,并进行通过移动机构5使吸附嘴31朝向成形品接近的动作的过程中,将从压力检测器35检测出规定压力的时刻起至检测出表示吸附嘴31开始了吸附成形品mp的动作的吸附动作开始压力的时刻为止的时间间隔取得为初始稳定时间间隔t0。将从该初始稳定时间间隔t0中减去合计时间间隔t1而得到的时间间隔设为延迟时间间隔δt,从而能够根据该延迟时间间隔δt决定吸引动作开始时期。
35.若经过了从压力检测器35的输出起配管32内的压力加入微小的变化幅度(δp)的时间间隔(相当于偏倚时间间隔tb),则该规定压力被识别为达到了规定的压力,并且被识别为达到了稳定压力。在图4的状态下,意味着稳定压力在稳定时间间隔t3的期间持续。
36.如图4所示,至少在推顶销13的动作时间上存在偏差,因此该稳定时间间隔t3在每个取出循环中发生变动。因此,合计时间间隔t1=ttrl+t3也发生变动。压力检测器35的输
出微妙地变动,因此判断为在配管32内的压力到达规定压力后经过偏倚时间间隔tb(在该时间间隔中压力检测器35的输出也微妙地变动)才成为能够正确地检知吸附动作开始压力的稳定压力。
37.为了减少由真空吸附装置3消耗的空气的消耗量,若延迟前述的吸引动作开始时期而合计时间间隔t1=ttr1+t3变短,则有可能在无法判定稳定时间间隔的状态下与成形品接触、或者成为无法确保吸附的稳定性的状态。
38.因此,在本实施方式中,吸引动作开始时期决定部75以使稳定时间间隔t3比偏倚时间间隔tb长的方式决定吸引动作开始时期,因此若使用吸引动作开始时期决定部75所决定的吸引动作开始时期进行取出动作,则产生吸附失误的风险消失。
39.另外,这样一来,推顶销的动作的偏差的存在也由于稳定时间间隔t3的确保而被吸收,因此能够防止由于推顶销的动作的偏差而产生吸附失误。
40.如图5所示,从使吸附嘴31移动时的较早的阶段(吸附嘴的下降开始位置)开始吸引动作,在成为充分稳定的吸引压力后(在充分确保比偏倚时间间隔tb长的稳定时间间隔t3的基础上),若开始吸附动作,则产生吸附失误的风险消失。但是,这样一来,真空产生装置33的工作时间会变长至所需程度以上(空气的消耗量增加),从而产生电费增加的问题。
41.如图6所示,在专利文献1记载的发明中,为了最大限度地缩短吸附前的真空产生装置的工作时间,不设定稳定时间间隔地开始吸附动作,因此不仅无法正确地检测吸附动作开始压力,也难以避免前述的推顶销的动作的偏差的影响。
42.在本实施方式中,控制装置7的吸引动作开始时期决定部75以如下方式决定吸引动作开始时期:在打开压力阀34而开始由真空产生装置33进行的吸引动作,并进行通过移动机构5使吸附嘴31接近成形品mp的动作的过程中,使从压力检测器35检测出规定压力起至检测出表示吸附嘴31开始了吸附成形品的动作的吸附动作开始压力为止的稳定时间间隔t3比偏倚时间间隔tb长。
43.例如,具体的偏倚时间间隔tb被设定为压力检测器35的采样周期的大约4个周期量的长度。更具体而言,优选将70ms~90ms之间的时间间隔采用为偏倚时间间隔tb。
44.如图7所示,具体而言,为了减少吸引时的空气的消耗量,控制装置7的吸引动作开始时期决定部75自动地进行如下动作:通过在每个取出循环中增加延迟时间间隔δti(将吸附嘴31通过下降开始位置p0的时刻设为0并直至开始吸引动作为止的时间间隔)从而减少合计时间间隔ttr1+t3,使稳定时间间隔t3接近偏倚时间间隔tb(将吸引动作开始时期以0
→
t1
→
t2的方式改变的动作)。
45.其中,该动作需要在稳定时间间隔t3比偏倚时间间隔tb长的条件下进行。若控制装置7的吸引动作开始时期决定部75以使稳定时间间隔t3比偏倚时间间隔tb长的方式决定吸引动作开始时期,则操作员无需自己反复尝试来决定压力检测器35没有问题地进行动作而能够防止吸附失误的吸引动作开始时期(相当于延迟时间间隔δti)。
46.另外,在将吸引动作开始时期延迟(将到吸引动作开始为止的延迟时间间隔δti延长)而减少真空吸附装置3的空气消耗量的情况下,控制装置7也将压力检测器35没有问题地进行动作而能够防止吸附失误的产生的吸引动作开始时期决定为能够允许的吸引动作开始时期。因此,根据本实施方式,能够自动地实现空气消耗量的降低和取出的稳定性。
47.需要说明的是,只要满足稳定时间间隔t3比偏倚时间间隔tb长这样的条件,则根
据需要确定空气的消耗量的削减程度即可,设为不进行任何削减的情况下的1/2、1/3、1/4等是用户的选择事项。
48.在由控制装置7决定为不是能够允许的吸引动作开始时期的情况下,通过随附于控制装置7的未图示的控制器的画面显示、声音来发出警报即可。另外,在该情况下,操作员经由控制器以使吸引动作开始时期提前的方式变更与吸引动作开始时期相关的参数即可。
49.在吸引动作开始时期决定部75的一例中,为了决定吸引动作开始时期,能够按照图8所示的流程图实现图7所示的时序图。首先,在步骤st1中,通过试运转取得初始稳定时间间隔t3(0)。为此,在第一次取出循环中,通过时间间隔计数部73,将吸附嘴31通过预先确定的最初吸引开始位置p0的时刻设为0,在最初吸引开始位置p0打开压力阀而开始由真空产生装置33进行的吸引动作,并进行通过移动机构5使吸附嘴31朝向成形品接近的动作的过程中,将从压力检测器35检测出规定压力的时刻起至检测出表示吸附嘴31开始了吸附成形品mp的动作的吸附动作开始压力为止的时间间隔取得为初始稳定时间间隔t3(0),并决定初始的延迟时间间隔δt(1)[步骤st2]。
[0050]
在成为实机动作的第二次以后的取出循环中,当将吸附嘴31通过最初吸引开始位置p0的时刻设为0,且时间间隔计数部73对以基于初始稳定时间间隔t3(0)和取出循环数而该取出循环数越增加则越长的方式在步骤st4中确定的延迟时间间隔δt(i)进行计数时,打开压力阀34而开始由真空产生装置33进行的吸引动作。
[0051]
在进行通过移动机构5使吸附嘴31朝向成形品mp接近的动作的过程中,从时间间隔计数部73对到压力检测器35检测出规定压力为止的时间间隔ttr1进行计数之后从时间间隔计数部73取得到检测出吸附动作开始压力为止的稳定时间间隔t3[步骤st5]。
[0052]
在每次增加取出循环时增加延迟时间间隔δt(i)的方法是任意的,例如,可以每次使下一次延迟时间间隔增加预先确定的恒定时间间隔,另外也可以以与取出循环的增加成反比例的关系增加延迟时间间隔δt(i)的增加量。
[0053]
然后,继续进行第二次之后的取出循环直至稳定时间间隔t3成为接近偏倚时间间隔tb值[步骤st6至步骤st6至9],当在吸引动作开始时期决定的步骤st8中决定稳定时间间隔t3(i)成为偏倚时间间隔tb还是接近该偏倚时间间隔tb时,将此时的延迟时间间隔δti决定为最终的能够允许的延迟时间间隔δti
′
。
[0054]
需要说明的是,步骤st8中的决定例如预先确定允许差量δα,并在[稳定时间间隔t3(i)-偏倚时间间隔tb)≤δα]的条件下执行。然后,在之后的实机动作中,将从时刻0起经过了最终的延迟时间间隔ti
′
时作为吸引动作开始时期而继续进行动作。需要说明的是,在步骤st7中,在成为t3(i)>tb时,进入步骤st10,采用上一次延迟时间间隔。
[0055]
在图8的流程图中,在步骤st1中成为试运转的第一次取出循环中,决定了初始稳定时间间隔t3(0),但也可以在试运转中执行多次取出循环,并根据在多次取出循环中得到的多个数据的分析值确定初始稳定时间间隔t3(0)。在该情况下,如以下那样构成步骤st1。即在第一次取出循环至第n次取出循环中,通过时间间隔计数部73,将吸附嘴31通过预先确定的最初吸引开始位置p0的时刻设为0,在最初吸引开始位置打开压力阀34而开始由真空产生装置33进行的吸引动作,并进行通过移动机构5使吸附嘴31朝向成形品接近的动作的过程中,将从压力检测器35检测出规定压力的时刻起至检测出表示吸附嘴31开始了吸附成形品的动作的吸附动作开始压力的时刻为止的时间间隔取得为初始稳定时间间隔t3(n)。
[0056]
然后,将所取得的n个初始稳定时间间隔t3(n)的最小值、最大值、中央值、平均值或方差中的至少一个以上的统计值用作数据分析值,并确定为初始稳定时间间隔t3(0)。
[0057]
图9是在试运转中使用初始稳定时间间隔t3(n)的最小值来确定初始稳定时间间隔t3(0)的情况的例子。关于之后的动作,仅是前述的图8的流程图中的第二次取出循环成为第n+1次取出循环,其余相同。这样一来,初始稳定时间间隔t3(0)的决定精度提高,即使阶段性地延迟吸引动作开始时期,也能够自动地决定适当的吸引动作开始时期。
[0058]
工业实用性
[0059]
根据本发明,控制装置以使稳定时间间隔比偏倚时间间隔长的方式决定吸引动作开始时期,因此操作员无需自己反复尝试来决定压力检测器没有问题地进行动作而能够防止吸附失误的吸引动作开始时期(延迟时间)。另外,根据本发明,在延迟吸引动作开始时期而减少真空吸附装置的空气消耗量的情况下,控制装置也决定压力检测器没有问题地进行动作而能够防止吸附失误的吸引动作开始时期,因此能够实现空气消耗量的降低和取出的稳定性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1