一种双下压板交替作业式发泡热压机的操作方法与流程
1.本发明涉及双下压板交替作业式发泡热压机的操作,尤其是一种双下压板交替作业式发泡热压机的操作方法。
背景技术:
2.目前,国内对生产发泡板的发泡热压机,大多数的发泡板加工是通过一个平台人工操作喷枪对发泡胶下蒙皮进行喷胶进行发泡后,推入发泡热压机中,发泡层上面再放置上蒙皮进行热压、固化而成的发泡板;由于人工喷胶不均匀,发泡热压机的压制成型后,发泡的夹层凹凸明显,造成发泡板面起翘变形的现象时有发生,次品率较高,厚度误差较大,浪费材料,增加了生产成本,影响质量和产量;鉴于上述原因,现研发一种双下压板交替作业式发泡热压机的操作方法。
技术实现要素:
3.本发明的目的是为了克服国内对生产发泡板的发泡板加工是通过一个平台人工操作喷枪对发泡胶下蒙皮进行喷胶进行发泡后,由于人工喷胶不均匀,发泡热压机的压制成型后,发泡的夹层凹凸明显,造成发泡板面起翘变形的现象时有发生,次品率较高,厚度误差较大,浪费材料,增加了生产成本,影响质量和产量,现通过合理的设计,提供一种双下压板交替作业式发泡热压机的操作方法;本发明的双下压板交替作业式发泡热压机通过牵引小车带动发泡板上蒙皮进入发泡热压机通过上压板、吸盘进行吸附;牵引小车再次带动发泡板下蒙皮进入发泡热压机通过发泡胶封闭喷枪时,发泡胶封闭喷枪均匀的喷洒一层发泡胶;发泡板下蒙皮完全喷洒一层发泡胶后,油缸上升至油缸限位丝杠的行程上端后,完成发泡板的压制、固化后进行另一块的生产;本发明喷洒的发泡胶层均匀,发泡板平整、一致,降低了次品率和生产成本,提高了产品的产量和质量,增加企业的经济效益。
4.本发明为了实现上述目的,采用如下技术方案:一种双下压板交替作业式发泡热压机的操作方法,所述的双下压板交替作业式发泡热压机,是由发泡板热压机、上框架、下框架、制胶机、发泡胶封闭喷枪、热压机前架体、热压机后架体、前行走托架、后行走托架、前下压板、后下压板、上压板、吸盘、牵引小车、发泡板上蒙皮、发泡板下蒙皮、下压板托架、油缸、液压泵站、油缸限位丝杠、托架轨道、牵引轨道、发泡胶层构成;发泡板热压机上部设置上框架,发泡板热压机下部设置下框架;上框架下面设置上压板,下框架上面两侧分别设置一对托架轨道,下框架上方设置下压板托架,下框架中部之间均布设置油缸,油缸上端与设置下压板托架之间设置油缸杆,油缸杆上端与下压板托架之间设置油缸杆座;
5.中部一列油缸上端的油缸杆座两侧与下框架之间设置油缸限位丝杠,油缸限位丝杠下端下压板托架之间设置挡板,油缸限位丝杠下端设置限位螺母;发泡板热压机一侧设置液压泵站,液压泵站分别与油缸之间设置液压管道;发泡板热压机另一侧设置真空泵,真空泵与吸盘之间设置抽真空管道;
6.发泡板热压机前端设置热压机前架体,发泡板热压机后端设置热压机后架体;热
压机前架体两侧设置一对托架轨道,一对托架轨道上面设置前行走托架,前行走托架上面设置前下压板,前下压板上面设置发泡板上蒙皮或发泡板下蒙皮;
7.热压机后架体上面两侧设置一对托架轨道,一对托架轨道上面设置后行走托架,后行走托架上面设置后下压板,后下压板上面设置成型的发泡板;
8.发泡板热压机、热压机前架体、热压机后架体两侧的托架轨道为分段对接设置于同一平面;
9.发泡板热压机的上框架上面一端设置发泡胶封闭喷枪,发泡板热压机两侧对称设置为两排架体,两排架体内侧对称设置一对牵引轨道,一对牵引轨道之间设置牵引小车,牵引小车与前行走托架之间设置连扳挂钩;发泡板热压机的架体顶部设置制胶机,制胶机与发泡胶封闭喷枪之间设置发泡胶的输送管道;发泡板热压机一侧设置控制台,制胶机、发泡胶封闭喷枪、牵引小车、液压泵站、真空泵分别与控制台之间设置控制电路;控制台上分别设置制胶机、发泡胶封闭喷枪、牵引小车、液压泵站、真空泵的控制按钮;
10.加工热压发泡板时,手动开启真空泵,通过人工手动控制发泡板上蒙皮放置于前下压板上面,通过人工手动控制牵引小车的控制按钮启动牵引小车,牵引小车带动前行走托架通过托架轨道全部进入发泡板热压机、对应上压板的下方时停止运行,通过人工手翻转连扳挂钩与前行走托架脱离牵引小车;前行走托架脱离牵引小车后,人工手动启动液压泵站的控制按钮,液压泵站加压分别启动油缸,油缸推动下压板托架、前行走托架、前下压板、发泡板上蒙皮向上运行至接触上压板的下面,同时接触吸盘,吸盘通过负压对发泡板上蒙皮进行吸附、与上压板的下面贴服。
11.上压板下面贴服发泡板上蒙皮的同时,发泡板上蒙皮脱离前下压板后,液压泵站减压分别启动油缸下落、前行走托架的行走轮均接触托架轨道后,下压板托架下落脱离前行走托架后,人工手动翻转牵引小车的连扳挂钩与前行走托架连接;牵引小车与前行走托架连接后,前端牵引小车的控制按钮,牵引小车推动前行走托架离开发泡板热压机、返回原位停止运行;同时,对应发泡板的厚度调整油缸限位丝杠下端的限位螺母;前行走托架返回原位后,通过人工手动控制发泡板下蒙皮放置于前下压板上面,牵引小车带动前行走托架、发泡板下蒙皮通过托架轨道缓慢、匀速进入发泡板热压机,同时,发泡板下蒙皮通过发泡胶封闭喷枪的喷口时,发泡胶封闭喷枪向下喷出发泡胶,通过发泡胶封闭喷枪下方的发泡板下蒙皮上面均匀洒落发一层泡胶进行发泡,发泡板上蒙皮完全通过发泡胶封闭喷枪的喷口时,发泡板下蒙皮上面全部洒落一层发泡胶,发泡板下蒙皮对应发泡板上蒙皮的下方时停止运行,发泡板下蒙皮上面喷洒发泡胶层完成。
12.发泡板下蒙皮上面喷洒发泡胶完成后,通过人工手翻转前行走托架与脱离牵引小车之间的连扳挂钩、前行走托架脱离牵引小车后,人工手动启动液压泵站的控制按钮,液压泵站加压、油缸向上推动下压板托架、前行走托架、前下压板、发泡板下蒙皮和发泡胶运行,运行至发泡胶上面接触、挤压发泡板上蒙皮的下面;同时,中部一列油缸与油缸限位丝杠同步运行,油缸限位丝杠下端的限位螺母受到挡板限位时,液压泵站停止加压、等待发泡胶完成固化,发泡胶完成固化后,发泡板上蒙皮、发泡胶层、发泡板下蒙皮连为一体发泡板压制完成;
13.完成一块发泡板的压制后,油缸带动前行走托架下落至接触托架轨道后,人工移动发泡板至后下压板上面;人工手动连接牵引小车与前行走托架的连扳挂钩后,人工控制
前端牵引小车的控制按钮驱动牵引小车推动前行走托架离开发泡板热压机、返回原位;按装以上的操作方法进行另一块的加工。
14.有益效果:本发明的双下压板交替作业式发泡热压机通过牵引小车带动发泡板上蒙皮进入发泡热压机通过上压板、吸盘进行吸附;牵引小车再次带动发泡板下蒙皮进入发泡热压机通过发泡胶封闭喷枪时,发泡胶封闭喷枪均匀的喷洒一层发泡胶;发泡板下蒙皮完全喷洒一层发泡胶后,油缸上升至油缸限位丝杠的行程上端后,完成发泡板的压制、固化后进行另一块的生产;本发明喷洒的发泡胶层均匀,发泡板平整、一致,降低了次品率和生产成本,提高了产品的产量和质量,增加企业的经济效益。
附图说明
15.下面结合附图对本发明作进一步说明:
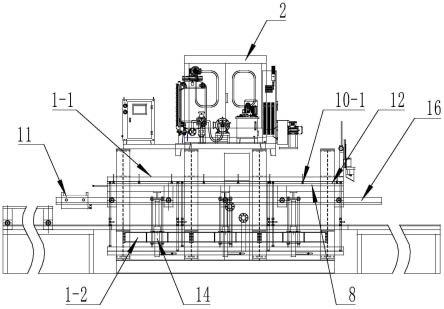
16.图1是总装结构示意图;
17.图2是图1的上蒙皮吸附状态结构示意图;
18.图3是图1的上蒙皮喷发泡胶状态结构示意图;
19.图4是图3的局部结构示意图;
20.图5是图3的发泡板压制结构示意图;
21.图6是图5的均布结构示意图;
22.图7是图3的发泡板下料结构示意图;
23.图8是图1的右视结构示意图;
24.图1、2、3、3、4、5、6、7、8中:发泡板热压机1、上框架1-1、下框架1-2、制胶机2、发泡胶封闭喷枪3、热压机前架体4、热压机后架体5、前行走托架6、后行走托架7、前下压板8、后下压板9、上压板10、吸盘10-1、牵引小车11、发泡板上蒙皮12、发泡板下蒙皮12-1、下压板托架13、油缸14、液压泵站14-1、油缸限位丝杠14-2、托架轨道15、牵引轨道16、发泡胶层17。
具体实施方式
25.下面结合实施例与具体实施方式对本发明作进一步详细说明:
26.实施例1
27.发泡板热压机1上部设置上框架1-1,发泡板热压机1下部设置下框架1-2;上框架1-1下面设置上压板10,下框架1-2上面两侧分别设置一对托架轨道15,下框架1-2上方设置下压板托架13,下框架1-2中部之间均布设置油缸14,油缸14上端与设置下压板托架13之间设置油缸杆,油缸杆上端与下压板托架13之间设置油缸杆座;
28.中部一列油缸14上端的油缸杆座两侧与下框架1-2之间设置油缸限位丝杠14-2,油缸限位丝杠14-2下端下压板托架13之间设置挡板,油缸限位丝杠14-2下端设置限位螺母;发泡板热压机1一侧设置液压泵站14-1,液压泵站14-1分别与油缸14之间设置液压管道;发泡板热压机1另一侧设置真空泵,真空泵与吸盘10-1之间设置抽真空管道;
29.发泡板热压机1前端设置热压机前架体4,发泡板热压机1后端设置热压机后架体5;热压机前架体4两侧设置一对托架轨道15,一对托架轨道15上面设置前行走托架6,前行走托架6上面设置前下压板8,前下压板8上面设置发泡板上蒙皮12或发泡板下蒙皮12-1;
30.热压机后架体5上面两侧设置一对托架轨道15,一对托架轨道15上面设置后行走
托架7,后行走托架7上面设置后下压板9,后下压板9上面设置成型的发泡板;
31.发泡板热压机1、热压机前架体4、热压机后架体5两侧的托架轨道15为分段对接设置于同一平面;
32.发泡板热压机1的上框架1-1上面一端设置发泡胶封闭喷枪3,发泡板热压机1两侧对称设置为两排架体,两排架体内侧对称设置一对牵引轨道16,一对牵引轨道16之间设置牵引小车11,牵引小车11与前行走托架6之间设置连扳挂钩;发泡板热压机1的架体顶部设置制胶机2,制胶机2与发泡胶封闭喷枪3之间设置发泡胶的输送管道;发泡板热压机1一侧设置控制台,制胶机2、发泡胶封闭喷枪3、牵引小车11、液压泵站14-1、真空泵分别与控制台之间设置控制电路;控制台上分别设置制胶机2、发泡胶封闭喷枪3、牵引小车11、液压泵站14-1、真空泵的控制按钮;
33.加工热压发泡板时,手动开启真空泵,通过人工手动控制发泡板上蒙皮12放置于前下压板8上面,通过人工手动控制牵引小车11的控制按钮启动牵引小车11,牵引小车11带动前行走托架6通过托架轨道15全部进入发泡板热压机1、对应上压板10的下方时停止运行,通过人工手翻转连扳挂钩与前行走托架6脱离牵引小车11;前行走托架6脱离牵引小车11后,人工手动启动液压泵站14-1的控制按钮,液压泵站14-1加压分别启动油缸14,油缸14推动下压板托架13、前行走托架6、前下压板8、发泡板上蒙皮12向上运行至接触上压板10的下面,同时接触吸盘10-1,吸盘10-1通过负压对发泡板上蒙皮12进行吸附、与上压板10的下面贴服。
34.实施例2
35.上压板10下面贴服发泡板上蒙皮12的同时,发泡板上蒙皮12脱离前下压板8后,液压泵站14-1减压分别启动油缸14下落、前行走托架6的行走轮均接触托架轨道15后,下压板托架13下落脱离前行走托架6后,人工手动翻转牵引小车11的连扳挂钩与前行走托架6连接;牵引小车11与前行走托架6连接后,前端牵引小车11的控制按钮,牵引小车11推动前行走托架6离开发泡板热压机1、返回原位停止运行;同时,对应发泡板的厚度调整油缸限位丝杠14-2下端的限位螺母;前行走托架6返回原位后,通过人工手动控制发泡板下蒙皮12-1放置于前下压板8上面,牵引小车11带动前行走托架6、发泡板下蒙皮12-1通过托架轨道15缓慢、匀速进入发泡板热压机1,同时,发泡板下蒙皮12-1通过发泡胶封闭喷枪3的喷口时,发泡胶封闭喷枪3向下喷出发泡胶,通过发泡胶封闭喷枪3下方的发泡板下蒙皮12-1上面均匀洒落发一层泡胶进行发泡,发泡板上蒙皮12完全通过发泡胶封闭喷枪3的喷口时,发泡板下蒙皮12-1上面全部洒落一层发泡胶,发泡板下蒙皮12-1对应发泡板上蒙皮12的下方时停止运行,发泡板下蒙皮12-1上面喷洒发泡胶层17完成。
36.实施例3
37.发泡板下蒙皮12-1上面喷洒发泡胶完成后,通过人工手翻转前行走托架6与脱离牵引小车11之间的连扳挂钩、前行走托架6脱离牵引小车11后,人工手动启动液压泵站14-1的控制按钮,液压泵站14-1加压、油缸14向上推动下压板托架13、前行走托架6、前下压板8、发泡板下蒙皮12-1和发泡胶运行,运行至发泡胶上面接触、挤压发泡板上蒙皮12的下面;同时,中部一列油缸14与油缸限位丝杠14-2同步运行,油缸限位丝杠14-2下端的限位螺母受到挡板限位时,液压泵站14-1停止加压、等待发泡胶完成固化,发泡胶完成固化后,发泡板上蒙皮12、发泡胶层17、发泡板下蒙皮12-1连为一体发泡板压制完成;
38.完成一块发泡板的压制后,油缸14带动前行走托架6下落至接触托架轨道15后,人工移动发泡板至后下压板9上面;人工手动连接牵引小车11与前行走托架6的连扳挂钩后,人工控制前端牵引小车11的控制按钮驱动牵引小车11推动前行走托架6离开发泡板热压机1、返回原位;按装以上的操作方法进行另一块的加工。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1