一种精准检测以及控制液位的镜片浇注装置
1.本发明涉及镜片领域,特别是涉及一种精准检测以及控制液位的镜片浇注装置。
背景技术:
2.树脂镜片的生产,需要对模具进行浇注,其中浇注的过程可以通过操作人员人共完成或者装置自动完成。在人工操作的过程中,需要操作人员将浇注头靠近模具,并且手动控制浇注头的开关,控制模具中的液体注入,要求填充后的模具充满、不溢出、无气泡。人工浇注需要耗费较多的人力以及时间,而且对于操作人员而言,也需要时刻保持专注,容易疲劳。因此在大多数现代化程度较高的生产企业中,都采用装置自动完成浇注。在装置自动浇注的过程中,通过摄像机采集图像,识别图像中模具的液面高度,进而控制浇注头的开关,其中摄像机可以设置于模具的主轴方向或者侧轴方向。但是无论主轴测量液位或是侧轴测量液位,由于其液位处只有一条投影线,即便进行了主轴方向补光或是侧轴方向补光,液位仍然不明显,容易使图像的识别出错,导致浇注失败。
3.另一方面,传统的浇注头的开关控制都是采用直开直关的控制阀,在实际操作时,控制阀的关闭时机及其苛刻,理想情况下要求控制阀的响应时间是ms级的,因此传统的控制阀难以实现精确的满停。
4.综上所述需要一种能够精确识别并且精准控制的镜片浇注装置。
技术实现要素:
5.本发明的目的是解决现有技术的不足,提供一种精准检测以及控制液位的镜片浇注装置,结构简单,使用方便。
6.一种基于fpga视觉检测的镜片浇注液位控制装置,包括fpga模块、镜片模具、背光源、控制阀、浇注头、横片以及摄像头;其中横片紧贴镜片模具设置,横片与镜片模具的接触部位位于镜片模具的最上方;背光源与摄像头分别设置于镜片模具的两侧;浇注头紧贴镜片模具设置,浇注头连接有软管,控制阀设置于软管上;fpga模块分别与控制阀以及摄像头通信连接;横片紧贴镜片模具的棱边呈栅格状。
7.进一步的,所述镜片模具呈圆盘状,取镜片模具的中轴线方向为主轴方向,径向为侧轴方向;镜片模具包括左模、右模以及胶卷,其中左模和右模对称设置,左模和右模之间间隔设定距离,在左模和右模之间设置有胶卷进行封边,胶卷设置于左模和右模的侧面;胶卷封边时留有注入口;左模和右模为圆形片状,均采用透明材料。
8.进一步的,所述横片呈三棱柱状;横片压于胶卷,将胶卷压在左模和右模上;横片与竖直方向保持设定角度。
9.进一步的,所述浇注头设置于左模和右模侧面的注入口位置;浇注头竖直正对注入口设置;浇注头远离镜片模具的一端连接有软管,软管用于引导液体。
10.进一步的,所述控制阀包括舵机、凸轮以及固定件,其中固定件包括u形槽,软管穿过固定件的u形槽;凸轮设置于舵机的输出端,凸轮能够随着舵机输出端的转动而转动;凸
轮位于固定件的u形槽内。
11.进一步的,所述背光源和摄像头均设置于镜片模具的侧轴方向;背光源设置于靠近横片的一侧,摄像头设置于靠近浇注头的一侧。
12.一种基于fpga视觉检测的镜片浇注液位控制方法,包括如下步骤:
13.步骤1:撕好胶带后,fpga模块向摄像头发送触发信号,摄像头启动,实时采集并反馈图像;
14.步骤2:fpga模块接收图像,识别注入区域,并标记停止区域r1和减速域r2;完成标记后,将横片抵于镜片模具的胶带的注入口部位,fpga模块向控制阀发送全开信号;
15.步骤3:控制阀接受全开信号,舵机控制凸轮转动,使凸轮不挤压软管,浇注头向镜片模具快速注入液体;
16.步骤4:摄像头采集图像并传输至fpga模块;
17.步骤5:fpga模块接收图像数据,对图像进行识别检测,判断液位是否达到减速区域;若液位已经达到减速区域,则进入步骤6;否则间隔设定时间t1后,返回步骤4;
18.步骤6:fpga模块给控制阀一个减速信号;控制阀接收减速信号,舵机控制凸轮转动设定角度r1,使凸轮挤压部分软管;
19.步骤7:摄像头采集图像并传输至fpga模块;
20.步骤8:fpga模块接收图像数据,对图像进行识别检测,判断液位是否达到停止区域;若液位已经达到停止区域,则进入步骤9;否则间隔设定时间t2后,返回步骤7;
21.步骤9:fpga模块给控制阀一个停止信号;控制阀接收停止信号,舵机控制凸轮转动设定角度r2,使凸轮挤压全部软管;裁断胶卷,用胶卷将注入口封住,结束流程。
22.进一步的,所述步骤2中fpga模块的识别过程包括如下步骤:
23.步骤21:fpga模块读取图像数据,对图像进行二值化处理;根据行场同步信号image_x、image_y,标记图像中每个像素点的坐标;
24.步骤22:根据场同步信号将图像中每行的像素点中的黑点累加,由下至上判断每一行中黑点的个数是否大于设定值;若该行的黑点数大于设定值,则记此行为镜片模具的上边界,进入步骤23;否则遍历图像后,返回步骤21,其中根据行同步信号判断是否完成图像的遍历;
25.步骤23:对图像中定义为镜片模具上边界的一行进行从左向右逐一扫描,其中第一个由黑至白的像素点的image_x记为镜片模具的左边界left,随后由白至黑的像素点的image_x记为镜片模具的右边界right;
26.步骤24:在左边界和右边界的区域内设置停止区域r1,其中停止区域r1在镜片模具的上边界上;设置减速区域r2,其中减速区域r2在停止区域r1下方,并与停止区域r1保持设定的距离,结束步骤。
27.进一步的,所述步骤24中的停止区域r1和减速区域r2,分别为设定长宽的矩形区域。
28.进一步的,所述步骤5中fpga模块进行图像识别检测的流程包括:
29.步骤51:fpga模块读取图像,对图像进行二值化处理,根据行场同步信号image_x、image_y,标记图像中每个像素点的坐标;
30.步骤52:判断减速区域r2内的像素是否全黑,若减速区域r2内的像素全黑,则进入
步骤6;否则间隔设定时间t1后,返回步骤4。
31.本发明的有益效果为:
32.通过在横片上设置栅格状的棱边,使液位与栅栏形成对比,保证fpga模块能够准确识别设置于轴向的摄像头采集的图像;
33.通过设置控制阀包括凸轮,使控制阀除了控制开关以外,还能够控制流速,实现更为精确的控制;
34.通过fpga模块检测和识别液位是否已经达到减速区域r2和停止区域r1,实现自动控制控制阀的开启、部分关闭和全部关闭,减少人工操作的内容,提高操作的精度;
35.通过设置减速区域r2,结合控制阀中的凸轮,实现部分关闭,使液位达到减速区域r2后,浇注头注入液体的流速降低,更容易控制液位,避免液体溢出。
附图说明
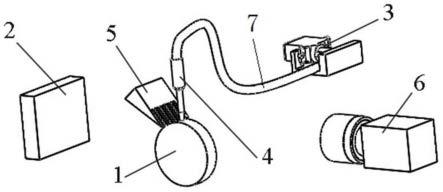
36.图1为本发明实施例一的整体结构图;
37.图2为传统的横片和镜片模具的结合示意图;
38.图3为本发明实施例一的横片和镜片模具的结合示意图;
39.图4为传统的横片和镜片模具侧轴方向图像的二值化图像;
40.图5为本发明实施例一的横片和镜片模具侧轴方向图像的二值化图像;
41.图6为本发明实施例一的控制阀示意图;
42.图7为本发明实施例一的整体流程图;
43.图8为本发明实施例一的fpga模块的总计算流程图;
44.图9为本发明实施例一的步骤2中fpga识别图像流程图;
45.图10为本发明实施例一的停止区域r1和减速区域r2示意图;
46.图11为本发明实施例一的液位没过减速区域r2的示意图;
47.图12为本发明实施例一的fpga控制控制阀的流程示意图;
48.附图标识说明:镜片模具1、背光源2、控制阀3、舵机31、凸轮32、固定件33、浇注头4、横片5、摄像头6、软管7、传统横片8。
具体实施方式
49.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。
50.需要说明的是,以下实施例中所提供的图示仅以示意方式说明本发明的基本构想,遂图式中仅显示与本发明中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
51.实施例一:
52.如图1所示,一种基于fpga视觉检测的镜片浇注液位控制装置,包括fpga模块、镜
片模具1、背光源2、控制阀3、浇注头4、横片5以及摄像头6。其中横片5紧贴镜片模具1设置,横片5与镜片模具1的接触部位位于镜片模具1的最上方;背光源2与摄像头6分别设置于镜片模具1的两侧;浇注头4紧贴镜片模具1设置,浇注头4连接有软管7,控制阀3设置于软管7上;fpga模块分别与控制阀3以及摄像头6通信连接。在本例中fpga模块设置于摄像头6上。
53.所述镜片模具1呈圆盘状,取镜片模具1的中轴线方向为主轴方向,径向为侧轴方向,其中侧轴方向与主轴方向垂直。镜片模具1包括左模、右模以及胶卷,其中左模和右模对称设置,左模和右模之间间隔设定距离,在左模和右模之间设置有胶卷进行封边,胶卷设置于左模和右模的侧面。其中胶卷封边时留有注入口,注入口用于在左模和右模之间注入液体。在左模和右模竖直设置时,胶卷的注入口位于最上方。左模和右模为圆形片状,均采用透明材料,便于观察液位。
54.如图2-5所示,所述横片5呈三棱柱状,其中一个棱边设置有均匀的缺口,形成栅格状,横片5的栅格状棱边紧贴镜片模具1的侧面设置。横片5压于胶卷,将胶卷压在左模和右模上,防止胶卷由于拉力从左模和右模的侧面脱离。横片5与竖直方向保持设定角度,其中设定角度的范围是15
°‑
75
°
;在本例中为45
°
倾角,目的是使横片5不会阻挡竖直设置的浇注头4。在实际操作时,由于横片5是用于胶卷的,而胶卷的注入口是位于最上方的,因此横片5与镜片模具1的接触部位与镜片模具1的最上方会留有较小的距离,这也就意味着在侧轴方向的图像中,横片5会与镜片模具1的图像存在部分重叠,若采用传统横片87,则会对液位存在遮挡;在本例中将横片5的棱边设置为栅格状,使重叠区域的液位,也能够得到清楚的显现,保证液位检测的准确性。
55.所述浇注头4设置于左模和右模侧面的注入口位置,其中浇注头4竖直正对注入口设置,保证注入的液体不会漏出,另一方面减少液体注入时产生的气泡。浇注头4远离镜片模具1的一端连接有软管7,软管7用于引导液体。
56.如图6所示,所述控制阀3包括舵机31、凸轮32以及固定件33,其中固定件33包括u形槽,软管7穿过固定件33的u形槽。凸轮32设置于舵机31的输出端,凸轮32能够随着舵机31输出端的转动而转动;凸轮32位于固定件33的u形槽内。其中凸轮32转动方向所在的平面与软管7内液体的流向相平行,保证凸轮32转动时能够起到挤压软管7的作用,结合固定件33的u形槽结构,随着凸轮32转动实现控制软管7内液体的流通和阻断。在本实施例中舵机31与固定件33之间通过螺纹连接。
57.所述背光源2和摄像头6均设置于镜片模具1的侧轴方向,在本例中背光源2设置于靠近横片5的一侧,摄像头6设置于靠近浇注头4的一侧;需要说明的是,在一些其他实施方式中,也可以将背光源2设置于靠近浇注头4的一侧,摄像头6设置于靠近横片5的一侧。摄像头6为fpga控制的图像传感器,能够实现图像的快速采集和高速传输,减小响应延迟。
58.在实施的过程中由于横片5上设置有栅格状棱边,使液位与栅栏形成对比,保证fpga模块能够准确识别设置于轴向的摄像头6采集的图像;通过设置控制阀3包括凸轮32,使控制阀3除了控制浇注头的开关以外,还能够控制流速,实现更为精确的控制。
59.如图7、8所示,一种基于fpga视觉检测的镜片浇注液位控制方法,包括如下步骤:
60.步骤1:撕好胶带后,fpga模块向摄像头6发送触发信号,摄像头6启动,实时采集并反馈图像;
61.步骤2:fpga模块接收图像,识别注入区域,并标记停止区域r1和减速域r2;完成标
记后,将横片5抵于镜片模具1的胶带的注入口部位,fpga模块向控制阀3发送全开信号;
62.步骤3:控制阀3接受全开信号,舵机31控制凸轮32转动,使凸轮32不挤压软管7,浇注头4向镜片模具1快速注入液体;
63.步骤4:摄像头6采集图像并传输至fpga模块;
64.步骤5:fpga模块接收图像数据,对图像进行识别检测,判断液位是否达到减速区域;若液位已经达到减速区域,则进入步骤6;否则间隔设定时间t1后,返回步骤4;
65.步骤6:fpga模块给控制阀3一个减速信号;控制阀3接收减速信号,舵机31控制凸轮32转动设定角度r1,使凸轮32挤压部分软管7;
66.步骤7:摄像头6采集图像并传输至fpga模块;
67.步骤8:fpga模块接收图像数据,对图像进行识别检测,判断液位是否达到停止区域;若液位已经达到停止区域,则进入步骤9;否则间隔设定时间t2后,返回步骤7;
68.步骤9:fpga模块给控制阀3一个停止信号;控制阀3接收停止信号,舵机31控制凸轮32转动设定角度r2,使凸轮32挤压全部软管7;裁断胶卷,用胶卷将注入口封住,结束流程。
69.如图9-11所示,所述步骤2中fpga模块首先根据采集的图像确定镜片模具1的左右边界以及左模和右模之间的模间距,其中对应不同的模间距,设置有不同的设定时间t1和t2,使控制摄像头6采集图像的时间间隔,满足相应的注入需求,并且减少fpga模块的运算量,提高响应速度;在本例中t1和t2为fpga模块的设定采集速率,为16.7ms每帧,故t1和t2保持16.7ms。其中fpga模块的识别过程包括如下步骤:
70.步骤21:fpga模块读取图像数据,对图像进行二值化处理;根据行场同步信号image_x、image_y,标记图像中每个像素点的坐标;
71.步骤22:根据场同步信号将图像中每行的像素点中的黑点累加,由下至上判断每一行中黑点的个数是否大于设定值;若该行的黑点数大于设定值,则记此行为镜片模具1的上边界,进入步骤23;否则遍历图像后,返回步骤21,其中根据行同步信号判断是否完成图像的遍历;
72.步骤23:对图像中定义为镜片模具1上边界的一行进行从左向右逐一扫描,其中第一个由黑至白的像素点的image_x记为镜片模具1的左边界left,随后由白至黑的像素点的image_x记为镜片模具1的右边界right;
73.步骤24:在左边界和右边界的区域内设置停止区域r1,其中停止区域r1在镜片模具1的上边界上;设置减速区域r2,其中减速区域r2在停止区域r1下方,并与停止区域r1保持设定的距离,结束步骤。
74.所述步骤24中的停止区域r1和减速区域r2,在本例中分别为设定长宽的矩形区域。
75.如图12所示,所述步骤5以及步骤8中fpga模块接收图像数据后,还会将图像数据发送至内存进行缓存。步骤5中fpga模块进行图像识别检测的流程包括:
76.步骤51:fpga模块读取图像,对图像进行二值化处理,根据行场同步信号image_x、image_y,标记图像中每个像素点的坐标;
77.步骤52:判断减速区域r2内的像素是否全黑,若减速区域r2内的像素全黑,则进入步骤6;否则间隔设定时间t1后,返回步骤4。
78.所述步骤8中fpga模块进行图像识别检测的流程包括:
79.步骤81:fpga模块读取图像,对图像进行二值化处理,根据行场同步信号image_x、image_y,标记图像中每个像素点的坐标;
80.步骤82:判断停止区域r1内的像素是否全黑,若停止区域r1内的像素全黑,则进入步骤9;否则间隔设定时间t2后,返回步骤7。
81.需要说明的是,在本例中fpga模块通过发送控制信号的形式间接控制控制阀3动作,在一些其他实施方式中fpga模块可以直接控制控制阀3动作。
82.在实施的过程中,通过fpga模块检测和识别液位是否已经达到减速区域r2和停止区域r1,实现自动控制控制阀3的开启、部分关闭和全部关闭;另一方面通过设置减速区域r2,结合控制阀3中的凸轮32,实现部分关闭,使液位达到减速区域r2后,浇注头4注入液体的流速降低,更容易控制液位,避免液体溢出。
83.以上描述仅是本发明的一个具体实例,不构成对本发明的任何限制。显然对于本领域的专业人员来说,在了解了本发明内容和原理后,都可能在不背离本发明原理、结构的情况下,进行形式和细节上的各种修改和改变,但是这些基于本发明思想的修正和改变仍在本发明的权利要求保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1