一种用于吹塑机储料缸式壁厚控制器的壁厚控制方法与流程
1.本发明属于吹塑设备技术领域,特别是涉及一种用于吹塑机储料缸式壁厚控制器的壁厚控制方法。
背景技术:
2.现有的吹塑机一般会用到储料缸式壁厚控制器来控制产品的壁厚,以保证产品的质量,该厚的位置要厚,该薄的地方要薄,而且能提高生产效率,最大限度减少用料量。但是,在使用过程中,普遍都存在产品重量不稳定的问题,具体而言,吹塑机属于中大型塑料机械,产品重量重,体积大,塑料用料量大,相对于注塑机来说生产周期更长,一个产品的生产周期在2分钟以上,而且实际生产过程中普遍用原料掺杂着再生料,也就是说在挤料过程中,螺杆继续向储料缸内补充料,参考图1,图1为吹塑机的壁厚控制器的原理示意图,其中,曲线a是成型产品的厚薄曲线,这是可以按照产品需求进行任意编辑的,h代表储料缸内的储料量以及最低点和最高点的图形位置,c代表挤料过程中螺杆继续向储料缸内补充的料量,当进行胚体成型的射料动作时,如果螺杆不同时转动以向储料缸内注入热熔体的塑料时,口模开度曲线就会完全按照储料缸内的料量行走,生产出来的产品的重量完全一致,不会存在产品严重偏差的情形,也就是说,对于每个产品来说,当补料量为0时,随着射料缸行程h从最低点到达最高点,得到的产品都是严格按照a曲线的纵坐标从最低点到最高点移动时对应的横坐标表示出来的厚度,可见在这种情况下无需对厚度进行调整,就可以保证每个产品各个对应位置的厚度都是相等的。然而,一般在进行吹塑生产时,为了提升生产效率,往往在射料的同时,继续向储料缸内注料,这样可以缩短三分之一的成型周期,提升生产效率,但这样就带来了新问题,就是再生料中的杂质和铁质较多,因此中大型吹塑机会增加过滤网装置,当杂质多时过滤网时常会被堵住,熔解的高温原料因滤网堵住量的不同,导致原料的流量不均等,导致了储料缸内的用量高度不一致的情况发生,这就导致生产过程中的产品重量稳定性不一样,而更换了滤网之后,熔解的高温原料的流量又会变大,又会导致新的不稳定因素出现,这样无限的循环就导致生产出来的产品的重量波动极大,产品良率降低,而且料的浪费量大,生产效率降低,而且大量产品需要重新粉碎,也会降低产能。具体的,参考图2,图2为补料量不同的情况下的壁厚控制示意图,其中,曲线1是补料较少时候的曲线,曲线2是补料较多时候的曲线,可以理解的是,当补料较多的时候,曲线行走的行程自然就较少,正如曲线2所示的那样,只要到达一个较低的纵坐标高度就完成了整个产品的生产,此时最终位置的厚度就是左边的曲线行走行程的最高点所在水平线与曲线l的交点,而当补料较少的时候,如曲线1所示的那样,由于补料较少,因此需要到达一个较高的纵坐标高度才能完成整个产品的生产,此时最终位置的厚度就是右边的曲线行走行程的最高点所在水平线与曲线l的交点,可见在补料较少和较多这两种情况下得到的产品各处厚度是有差别的,从而最终得到的各个产品重量不一致,因此亟需对这种情况做出调整。
技术实现要素:
3.为解决上述问题,本发明提供了一种用于吹塑机储料缸式壁厚控制器的壁厚控制方法,能够让产品重量更加稳定,提升产品良率和生产效率,降低生产成本,增加产能。
4.本发明提供的一种用于吹塑机储料缸式壁厚控制器的壁厚控制方法包括:
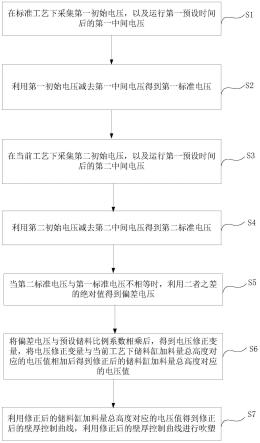
5.在标准工艺下采集第一初始电压,以及运行第一预设时间后的第一中间电压;
6.利用所述第一初始电压减去所述第一中间电压得到第一标准电压;
7.在当前工艺下采集第二初始电压,以及运行所述第一预设时间后的第二中间电压;
8.利用所述第二初始电压减去所述第二中间电压得到第二标准电压;
9.当所述第二标准电压与所述第一标准电压不相等时,利用二者之差的绝对值得到偏差电压;
10.将所述偏差电压与预设储料比例系数相乘后,得到电压修正变量,将所述电压修正变量与当前工艺下储料缸加料量总高度对应的电压值相加后得到修正后的储料缸加料量总高度对应的电压值;
11.利用所述修正后的储料缸加料量总高度对应的电压值得到修正后的壁厚控制曲线,利用所述修正后的壁厚控制曲线进行吹塑。
12.优选的,在上述用于吹塑机储料缸式壁厚控制器的壁厚控制方法中,所述第一预设时间为5秒至15秒。
13.优选的,在上述用于吹塑机储料缸式壁厚控制器的壁厚控制方法中,所述预设储料比例系数为5至20中的一个数值。
14.优选的,在上述用于吹塑机储料缸式壁厚控制器的壁厚控制方法中,所述利用所述修正后的储料缸加料量总高度对应的电压值得到修正后的壁厚控制曲线为:
15.将所述修正后的储料缸加料量总高度对应的电压值为纵坐标最高点,将壁厚作为横坐标,对壁厚控制曲线进行纵坐标方向上的拉长,得到修正后的壁厚控制曲线。
16.优选的,在上述用于吹塑机储料缸式壁厚控制器的壁厚控制方法中,还包括:
17.当所述偏差电压为零时,则不进行壁厚控制曲线的修正。
18.优选的,在上述用于吹塑机储料缸式壁厚控制器的壁厚控制方法中,所述标准工艺为生产出重量一致,厚薄一致的合格产品的工艺。
19.通过上述描述可知,本发明提供的上述用于吹塑机储料缸式壁厚控制器的壁厚控制方法中,由于包括在标准工艺下采集第一初始电压,以及运行第一预设时间后的第一中间电压;利用所述第一初始电压减去所述第一中间电压得到第一标准电压;在当前工艺下采集第二初始电压,以及运行所述第一预设时间后的第二中间电压;利用所述第二初始电压减去所述第二中间电压得到第二标准电压;当所述第二标准电压与所述第一标准电压不相等时,利用二者之差的绝对值得到偏差电压;将所述偏差电压与预设储料比例系数相乘后,得到电压修正变量,将所述电压修正变量与当前工艺下储料缸加料量总高度对应的电压值相加后得到修正后的储料缸加料量总高度对应的电压值;利用所述修正后的储料缸加料量总高度对应的电压值得到修正后的壁厚控制曲线,利用所述修正后的壁厚控制曲线进行吹塑,因此就能够依据检测到的补料量的变化来自动伸缩储料缸加料量总高度对应的电压值纵坐标的长度,实现自动跟随产品的重量和壁厚,从而能够让产品重量更加稳定,提升
产品良率和生产效率,降低生产成本,增加产能。
附图说明
20.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
21.图1为吹塑机的壁厚控制器的原理示意图;
22.图2为补料量不同的情况下的壁厚控制示意图;
23.图3为本发明提供的一种用于吹塑机储料缸式壁厚控制器的壁厚控制方法的实施例的示意图;
24.图4为修正前后的壁厚控制曲线的对比示意图。
具体实施方式
25.本发明的核心是提供一种用于吹塑机储料缸式壁厚控制器的壁厚控制方法,能够让产品重量更加稳定,提升产品良率和生产效率,降低生产成本,增加产能。
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.本发明提供的一种用于吹塑机储料缸式壁厚控制器的壁厚控制方法的实施例如图3所示,图3为本发明提供的一种用于吹塑机储料缸式壁厚控制器的壁厚控制方法的实施例的示意图,该方法可以包括如下步骤:
28.s1:在标准工艺下采集第一初始电压,以及运行第一预设时间后的第一中间电压;
29.具体的,该标准工艺可优选为生产出重量一致,厚薄一致的合格产品的工艺,也就是说,在该标准工艺下,生产出的产品的各个位置的厚度都能够满足工艺要求,得到的是合格品,在这种情况下,采集到的第一初始电压和第一中间电压就能够为后续步骤提供曲线调整的依据。
30.s2:利用第一初始电压减去第一中间电压得到第一标准电压;
31.也就是说,在这种第一标准电压下就能够生产出合格产品,将此电压作为后续厚度调整的依据。
32.s3:在当前工艺下采集第二初始电压,以及运行第一预设时间后的第二中间电压;
33.具体的,就是在每次生产时的吹塑过程中,先采集第二初始电压,然后运行相同的第一预设时间之后,测量第二中间电压,当补料情况发生变化后,这种第二中间电压会变得与上述第一中间电压不同,二者存在一定的偏差。
34.s4:利用第二初始电压减去第二中间电压得到第二标准电压;
35.需要说明的是,这种第二标准电压与上述第一标准电压可能有所不同,当二者相同时,则无需进行厚度的调整,当二者不同时,则需要对厚度进行调整。
36.s5:当第二标准电压与第一标准电压不相等时,利用二者之差的绝对值得到偏差
电压;
37.需要说明的是,该偏差电压的含义就是当前工艺相对于标准工艺来说,经过一定的时间之后,二者的电压变化发生了变化,根据这种变化来进行修正。还需说明的是,当偏差电压为零时,则不进行壁厚控制曲线的修正,因为此时厚度不会出现偏离现象。
38.s6:将偏差电压与预设储料比例系数相乘后,得到电压修正变量,将电压修正变量与当前工艺下储料缸加料量总高度对应的电压值相加后得到修正后的储料缸加料量总高度对应的电压值;
39.需要说明的是,这种预设储料比例系数可以根据实际情况来选取,得到的修正后的储料缸加料量总高度对应的电压值就是壁厚控制曲线上的最高点对应的纵坐标值,参考图4,图4为修正前后的壁厚控制曲线的对比示意图,左图为修正前的壁厚控制曲线,可见其最终到达的厚度位置为曲线最右的点,右图为修正后的壁厚控制曲线,可以明显的看出,利用本实施例的方式将曲线沿着纵坐标拉伸以后,即使补料量减少了,其最终到达的厚度位置仍是曲线最右的点。
40.s7:利用修正后的储料缸加料量总高度对应的电压值得到修正后的壁厚控制曲线,利用修正后的壁厚控制曲线进行吹塑。
41.需要说明的是,这就意味着在这种情况下吹塑生产出来的产品各处的厚度与标准工艺生产出来的产品相同,这样就能够保证当前工艺和标准工艺下每个时刻的厚度都相等,不会出现厚度的偏差,从而保证当前工艺生产出来的产品都具有合格的壁厚,保证生产出来的都是合格产品。
42.通过上述描述可知,本发明提供的上述用于吹塑机储料缸式壁厚控制器的壁厚控制方法的实施例中,由于包括在标准工艺下采集第一初始电压,以及运行第一预设时间后的第一中间电压;利用第一初始电压减去第一中间电压得到第一标准电压;在当前工艺下采集第二初始电压,以及运行第一预设时间后的第二中间电压;利用第二初始电压减去第二中间电压得到第二标准电压;当第二标准电压与第一标准电压不相等时,利用二者之差的绝对值得到偏差电压;将偏差电压与预设储料比例系数相乘后,得到电压修正变量,将电压修正变量与当前工艺下储料缸加料量总高度对应的电压值相加后得到修正后的储料缸加料量总高度对应的电压值;利用修正后的储料缸加料量总高度对应的电压值得到修正后的壁厚控制曲线,利用修正后的壁厚控制曲线进行吹塑,因此就能够依据检测到的补料量的变化来自动伸缩储料缸加料量总高度对应的电压值纵坐标的长度,实现自动跟随产品的重量和壁厚,从而能够让产品重量更加稳定,提升产品良率和生产效率,降低生产成本,增加产能。
43.在上述用于吹塑机储料缸式壁厚控制器的壁厚控制方法的一个具体实施例中,第一预设时间可以优选为5秒至15秒,也就是说,可以在第一初始电压或第二初始电压之后,经过5秒至15秒之间的任一值之后,再采集相对应的第一中间电压或第二中间电压,只要两次采集的时刻之间有所间隔即可,当然还可以根据实际需要选择其他时间值,此处并不限制。
44.在上述用于吹塑机储料缸式壁厚控制器的壁厚控制方法的另一个具体实施例中,上述预设储料比例系数可以优选为5至20中的一个数值,进一步可以优选为8,这个系数是一个现场调试值,可以根据实际情况对该数值进行调整,此处并不限制。
45.在上述用于吹塑机储料缸式壁厚控制器的壁厚控制方法的一个优选实施例中,利用修正后的储料缸加料量总高度对应的电压值得到修正后的壁厚控制曲线具体可以为:
46.将修正后的储料缸加料量总高度对应的电压值为纵坐标最高点,将壁厚作为横坐标,对壁厚控制曲线进行纵坐标方向上的拉长,得到修正后的壁厚控制曲线。可见,该方案就是根据一开始的电压变化来相应的拉长曲线的纵轴,使得每时每刻的厚度都与标准工艺一样,从而能够得到厚度合格的吹塑产品。
47.下面以一个具体的例子对上述方案进行说明:
48.在生产出合格产品的标准工艺下,采集到的第一初始电压为6.49v,运行15s后,再次采集第一中间电压为5.92v,此时可以得出第一标准电压u1=6.49v-5.92v=0.57v;
49.在当前工艺下,采集到的第二初始电压为6.49v,运行15s后,再次采集第二中间电压为5.93v,此时可以得出第二标准电压u2=6.49v-5.93v=0.56v;
50.由于u1和u2不相等,因此需要进行调整,通过偏差电压与预设储料系数相乘,此时选择该系数为8,因此0.01*8=0.08v;
51.修正后的储料缸加料量总高度对应的电压值=加料量+0.08v,从而实现整体曲线的拉长。
52.利用上述方法,在挤料过程中,计算机能够自动完成各种数值的计算,自动对曲线中的加料量总高度进行调整,从而根据实际情况进行厚度的自动修正,保证每一次工艺都能生产出厚度合格的吹塑产品。
53.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1