一种热塑性聚氨酯薄TPU膜的制备系统和方法与流程
一种热塑性聚氨酯薄tpu膜的制备系统和方法
技术领域
1.本发明涉及聚氨酯膜制备技术领域,具体为一种热塑性聚氨酯薄tpu膜的制备系统和方法。
背景技术:
2.随着聚合物薄膜应用领域日益广泛,对薄膜材料性能的要求越来越高,常用的聚矾、聚烯经薄膜等已经不能完全满足市场需求,在这种情况下,聚氨酯薄膜应运而生,加入tpu颗粒料的薄膜其弹力等性能更加显著,适于更高的市场需求。
3.现有技术中公开了部分聚氨酯膜制备技术领域的发明专利,其中申请号为202123422308.x的发明专利,公开了一种可防褶皱的tpu薄膜压平装置,首先通过第一压平结构和第二压平结构的配合对膜进行辊压定型,期间通过压平达到消除部分褶皱的效果;其次通过除尘结构和抽风机构的配合达到清扫膜表面灰尘并吸除灰尘的效果;但实际上辊压除皱需要一定的温度,常温状态下辊压除皱效果不佳,而且会影响辊压后膜的厚度与工艺需求的厚度存在较大差异,无法达到预期的工艺生产要求;而且通过清扫灰尘需要控制清扫机构与膜的运动频率保持一致,否则清扫机构的运行反而会增加膜的褶皱情况;最重要的是对比文件中通过抽风装置吸除灰尘的同时也会吸出膜使其移动,极大程度上影响膜的平稳移动,从而影响辊压效果,而且增加褶皱的产生;
4.基于此,本发明设计了一种热塑性聚氨酯薄tpu膜的制备系统和方法,以解决上述问题。
技术实现要素:
5.本发明的目的在于提供一种热塑性聚氨酯薄tpu膜的制备系统和方法,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:一种热塑性聚氨酯薄tpu膜的制备系统和方法,包括底座,所述底座的顶部焊接有热压系统,所述底座的顶部焊接有位于热压系统右侧的冷压系统,所述热压系统和冷压系统的内部均是有前后两个相互对称的压辊,两个所述压辊相近的一端均固定连接有一个连接轴,两个所述连接轴的另一端均固定连接有一个传动锥齿轮,两个所述传动锥齿轮之间是有第一固定架,两个所述传动锥齿轮通过轴承与第一固定架相连接,所述第一固定架顶部与热压系统或冷压系统固定连接,两个所述压辊远离的一端固定连接有连接杆,所述连接杆的另一端延伸至热压系统或冷压系统的外部,延伸至热压系统或冷压系统后方所述连接杆的外部固定套接有从动锥齿轮,两个所述压辊的下方均设置有一个支撑辊。
7.作为本发明的进一步方案,两个所述支撑辊的内部均活动套接有一个安装杆,两个所述安装杆相近的一端贯穿支撑辊且固定连接有第二固定架,所述安装杆的另一端贯穿支撑辊且与热压系统或冷压系统的内壁相连接,所述第二固定架的底部与热压系统或冷压系统固定连接。
8.作为本发明的进一步方案,所述压辊的表面开设有均匀分布的透气孔,所述压辊的内部套接有储气腔,所述储气腔的侧面开设有朝向来料方向的出气槽。
9.作为本发明的进一步方案,所述出气槽的一端固定连接有套接于连接杆内部的进气管,所述进气管的另一端贯穿连接杆且固定连接有连接管,所述连接管、进气管、储气腔、出气槽和压辊相互连通。
10.作为本发明的进一步方案,所述连接杆外部的末端通过轴承套接有安装架,所述安装架的底部与热压系统或冷压系统固定连接,所述连接管的外部固定套接有定位块,所述定位块的内部螺纹套接有调节丝杆。
11.作为本发明的进一步方案,所述热压系统或冷压系统的左右两侧开设有走料口,所述热压系统或冷压系统的左右两侧均固定连接有位于走料口上下两侧的海绵块,所述热压系统或冷压系统的内部放置有位于压辊和支撑辊之间的tpu膜,所述tpu膜的两端通过走料口和海绵块贯穿热压系统和冷压系统,所述热压系统或冷压系统的背面均固定安装有排气管。
12.作为本发明的进一步方案,所述底座顶部固定安装有位于冷压系统右侧的卷绕组件,所述卷绕组件的内侧设置有安装套,所述安装套的外部插接有收卷辊,所述收卷辊的外表面与tpu膜的一端相连接。
13.作为本发明的进一步方案,所述卷绕组件包括有固定安装于底座顶部的前后两个收卷架,两个所述收卷架的内部均开设有限位槽,所述限位槽的内部活动套接有收卷杆,所述收卷杆的前后两端均贯穿限位槽并延伸至收卷架的前后两侧且分别连接有定位块和锁紧块,所述定位块和锁紧块均通过丝杆与收卷杆螺纹套接。
14.作为本发明的进一步方案,所述收卷杆的外部插接有连接套,所述连接套设置与安装套的内部,所述连接套和安装套之间绕接有张力缓冲弹簧,所述张力缓冲弹簧的两端分别与卷绕组件和连接套相连接。
15.作为本发明的进一步方案,包括有以下操作步骤:
16.s1.首先将收卷辊插接在安装套的外部,再将安装套及收卷辊整体放入两个收卷架之间,然后通过限位槽将收卷杆插入连接套的内部,然后通过定位块和锁紧块将其与收卷架固定;
17.s2.通过螺栓将定位块与驱动电机的传动轴相连接,并通过主动锥齿轮将动力电机输出端与从动锥齿轮相连接;
18.s3.将经过压延等流程制备成的膜半成品依次引导入热压系统和冷压系统的内部,并确保其处于热压系统或冷压系统内部的部分位于压辊和支撑辊之间;
19.s4.将由冷压系统引出的半成品膜的一端与收卷辊相连接即可,此时即可依次对应的驱动设备及系统;
20.s5.由于驱动电机的运行可以通过收卷杆、连接套、张力缓冲弹簧和安装套带动收卷辊旋转,即可对处理后的成品膜进行收卷;
21.s6.由于动力电机的运行可以通过主动锥齿轮和从动锥齿轮的配合带的连接杆旋转,而连接杆的转动可以带动位于后方的压辊旋转、而位于后方压辊的转动可以通过连接轴和传动锥齿轮的配合带动位于前方的压辊旋转,进而在对应支撑辊的配合下起到热压塑形和冷压定型的目的;
22.s7.由于热压系统或冷压系统内部对应连接管处输入的热气流和冷气流可以使其通过进气管进入到对应储气腔的内部,进而在出气槽的限制下使其通过出气槽和压辊表面的透气孔射入热压系统或冷压系统的内部,并使其尽可能沿着tpu膜的表面流动,达到对半成品膜进行加热、除尘以及除皱的目的,并最终通过排气管排除。
23.与现有技术相比,本发明的有益效果是:
24.1.本发明通过热压系统和冷压系统内部设置的压辊可以在支撑辊的配合下依次对tpu膜进行辊压,进而在冷热气流的配合下达到热压塑性及冷压定型的效果,确保达到预期的工艺要求;而通过热压系统或冷压系统内部成一定角度的前后两个压辊在辊压的同时,由于拉扯驱动tpu膜作用可以将膜表面的褶皱向两侧拉扯,达到展开褶皱的效果。
25.2.本发明通过储气腔既可以将连接管和安装架的气流导入压辊的内部,同时在出气槽限制下确保冷压系统或热压系统内部的冷热气流能够朝预设的固定方向射出,并通过压辊表面的透气孔喷射至膜表面,并使其尽可能沿着膜表面流动,即可使得冷热气流对膜的温度进行调控,而且气流能够将膜表面的灰尘带走并落至tpu膜的下方,同时沿着膜表面流动的气流可以向膜相连侧拉扯,达到消除部分褶皱的效果。
26.3.本发明通过连接轴和传动锥齿轮可以确保前后两个压辊同步运行,避免二者运行不同步而造成扭曲膜使其出现褶皱的情况;通过卷绕组件可以对膜进行收卷,而在张力缓冲弹簧的弹力作用下可以通过安装套和收卷辊拉扯收卷tpu膜,确保卷绕tpu膜的同时,可以使其对膜产生一定的拉扯张力,同时可以为拉动收卷提供一定的缓冲,避免热压系统或冷压系统内部出现意外卡死而造成卷绕组件扯断膜的情况。
附图说明
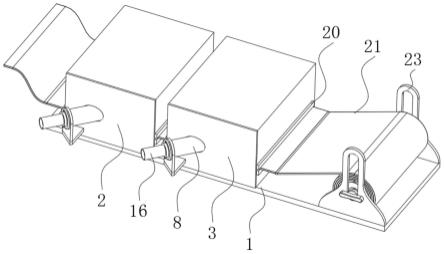
27.图1为本发明总体结构示意图;
28.图2为本发明的服俯视结构示意图;
29.图3为图2中x-x向的剖视图;
30.图4为图3中a处的局部放大图;
31.图5为本发明热压系统处顶部的剖视图;
32.图6为图5中b处的局部放大图;
33.图7为图2中y-y向的剖视图;
34.图8为图2中z-z向的剖视图;
35.图9为图8中c处的局部放大示意图;
36.图10为本发明支撑辊处侧面剖视的局部图。
37.附图中,各标号所代表的部件列表如下:
38.1、底座;2、热压系统;3、冷压系统;4、压辊;5、连接轴;6、传动锥齿轮;7、第一固定架;8、连接杆;9、从动锥齿轮;10、支撑辊;11、安装杆;12、第二固定架;13、储气腔;14、出气槽;15、进气管;16、连接管;17、安装架;18、定位块;19、调节丝杆;20、海绵块;21、tpu膜;22、排气管;23、卷绕组件;231、收卷架;232、限位槽;233、收卷杆;234、定位块;235、锁紧块;24、安装套;25、张力缓冲弹簧;26、收卷辊;27、连接套。
具体实施方式
39.请参阅图1-10,本发明提供一种热塑性聚氨酯薄tpu膜的制备系统和方法,包括底座1,底座1的顶部焊接有热压系统2,底座1的顶部焊接有位于热压系统2右侧的冷压系统3,热压系统2和冷压系统3的内部均是有前后两个相互对称的压辊4,两个压辊4相近的一端均固定连接有一个连接轴5,两个连接轴5的另一端均固定连接有一个传动锥齿轮6,两个传动锥齿轮6之间是有第一固定架7,两个传动锥齿轮6通过轴承与第一固定架7相连接,第一固定架7顶部与热压系统2或冷压系统3固定连接,两个压辊4远离的一端固定连接有连接杆8,连接杆8的另一端延伸至热压系统2或冷压系统3的外部,延伸至热压系统2或冷压系统3后方连接杆8的外部固定套接有从动锥齿轮9,两个压辊4的下方均设置有一个支撑辊10;
40.通过热压系统2或冷压系统3内部成一定角度的前后两个压辊4在辊压的同时,由于拉扯驱动tpu膜作用可以将膜表面的褶皱向两侧拉扯,达到展开褶皱的效果。
41.如图10所示,两个支撑辊10的内部均活动套接有一个安装杆11,两个安装杆11相近的一端贯穿支撑辊10且固定连接有第二固定架12,安装杆11的另一端贯穿支撑辊10且与热压系统2或冷压系统3的内壁相连接,第二固定架12的底部与热压系统2或冷压系统3固定连接;
42.通过支撑辊10和安装杆11的配合既可以对tpu膜21进行支持定位,同时可以确保压辊4能够对tpu膜21进行良好的辊压。
43.如图9所示,压辊4的表面开设有均匀分布的透气孔,压辊4的内部套接有储气腔13,储气腔13的侧面开设有朝向来料方向的出气槽14;
44.通过储气腔13既可以将连接管16和安装架17的气流导入压辊4的内部,同时在出气槽14限制下确保冷压系统3或热压系统2内部的冷热气流能够朝预设的固定方向射出至膜表面。
45.如图7所示,出气槽14的一端固定连接有套接于连接杆8内部的进气管15,进气管15的另一端贯穿连接杆8且固定连接有连接管16,连接管16、进气管15、储气腔13、出气槽14和压辊4相互连通;
46.通过进气管15可以在不影响压辊4和连接杆8旋转的同时,将连接管16与储气腔13进行连接,确保储气腔13的随时固定及转动。
47.如图10所示,连接杆8外部的末端通过轴承套接有安装架17,安装架17的底部与热压系统2或冷压系统3固定连接,连接管16的外部固定套接有定位块18,定位块18的内部螺纹套接有调节丝杆19;
48.通过安装架17可以对连接杆8和进气管15的末端进行支撑限制,确连接杆8和进气管15能够稳定旋转;而通过调节丝杆19解除安装架17对定位块18的限制,即可解除对进气管15和连接管16的限制,从而可以对储气腔13的角度进行调节。
49.如图2所示,热压系统2或冷压系统3的左右两侧开设有走料口,热压系统2或冷压系统3的左右两侧均固定连接有位于走料口上下两侧的海绵块20,热压系统2或冷压系统3的内部放置有位于压辊4和支撑辊10之间的tpu膜21,tpu膜21的两端通过走料口和海绵块20贯穿热压系统2和冷压系统3,热压系统2或冷压系统3的背面均固定安装有排气管22;
50.通过海绵块20可以避免外部灰尘进入到热压系统2或冷压系统3的内部,同时可以清扫除去部分灰尘,确保进入到冷压系统3内部的tpu膜21表面尽可能少的存在灰尘。
51.如图4所示,底座1顶部固定安装有位于冷压系统3右侧的卷绕组件23,卷绕组件23的内侧设置有安装套24,安装套24的外部插接有收卷辊26,收卷辊26的外表面与tpu膜21的一端相连接;
52.通过卷绕组件23可以带动安装套24和连接套27整体旋转,从而达到收卷的效果,在张力缓冲弹簧25的弹力作用下可以通过安装套24和收卷辊26拉扯收卷tpu膜21,确保卷绕tpu膜21的同时,可以使其对膜产生一定的拉扯张力,同时可以为拉动收卷提供一定的缓冲作用。
53.如图5所示,卷绕组件23包括有固定安装于底座1顶部的前后两个收卷架231,两个收卷架231的内部均开设有限位槽232,限位槽232的内部活动套接有收卷杆233,收卷杆233的前后两端均贯穿限位槽232并延伸至收卷架231的前后两侧且分别连接有定位块234和锁紧块235,定位块234和锁紧块235均通过丝杆与收卷杆233螺纹套接;
54.通过限位槽232既可以对收卷杆233的高度进行调节,使其适用于不同规格收卷辊26的收卷作业,同时也便于对收卷杆233整体进行拆卸以便将安装套24整体与收卷杆233进行组合。
55.如图4所示,收卷杆233的外部插接有连接套27,连接套27设置与安装套24的内部,连接套27和安装套24之间绕接有张力缓冲弹簧25,张力缓冲弹簧25的两端分别与卷绕组件23和连接套27相连接;
56.通过插接在收卷辊26既可以便于将收卷辊26与安装套24进行组合,同时也便于对收卷辊26进行更换,以便适用于不同规格的卷绕工艺需求。
57.如图1-10所示,包括有以下操作步骤:
58.s1.首先将收卷辊26插接在安装套24的外部,再将安装套24及收卷辊26整体放入两个收卷架231之间,然后通过限位槽232将收卷杆233插入连接套27的内部,然后通过定位块234和锁紧块235将其与收卷架231固定;
59.s2.通过螺栓将定位块234与驱动电机的传动轴相连接,并通过主动锥齿轮将动力电机输出端与从动锥齿轮9相连接;
60.s3.将经过压延等流程制备成的膜半成品依次引导入热压系统2和冷压系统3的内部,并确保其处于热压系统2或冷压系统3内部的部分位于压辊4和支撑辊10之间;
61.s4.将由冷压系统3引出的半成品膜的一端与收卷辊26相连接即可,此时即可依次对应的驱动设备及系统;
62.s5.由于驱动电机的运行可以通过收卷杆233、连接套27、张力缓冲弹簧25和安装套24带动收卷辊26旋转,即可对处理后的成品膜进行收卷;
63.s6.由于动力电机的运行可以通过主动锥齿轮和从动锥齿轮9的配合带的连接杆8旋转,而连接杆8的转动可以带动位于后方的压辊4旋转、而位于后方压辊4的转动可以通过连接轴5和传动锥齿轮6的配合带动位于前方的压辊4旋转,进而在对应支撑辊10的配合下起到热压塑形和冷压定型的目的;
64.s7.由于热压系统2或冷压系统3内部对应连接管16处输入的热气流和冷气流可以使其通过进气管15进入到对应储气腔13的内部,进而在出气槽14的限制下使其通过出气槽14和压辊4表面的透气孔射入热压系统2或冷压系统3的内部,并使其尽可能沿着tpu膜21的表面流动,达到对半成品膜进行加热、除尘以及除皱的目的,并最终通过排气管22排除。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1