一种高可靠间歇性多规格注塑机的制作方法
1.本发明涉及注塑机技术领域,尤其涉及一种高可靠间歇性多规格注塑机。
背景技术:
2.注塑机又名注射成型机或注射机,它是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。注塑机按照注射装置和锁模装置的排列方式,可分为立式、卧式和立卧复合式。
3.现有的高可靠间歇式多规格注塑机在对注塑机进行加料时,加料速度过快容易导致塑料原料熔融不充分,影响注塑的质量,降低注塑产品合格率,还会造成浇注口堵塞等现象,导致实用性降低;而且注塑机在将熔融塑料注入成型槽内成型后,工作人员不便将成型品取出,取出成型品需要耗费较多的时间。
技术实现要素:
4.针对上述问题,本发明提供一种高可靠间歇性多规格注塑机,通过在进料组件内设置隔热封板,使加热装置内熔融的塑料过多时,停止输送注塑原料,同时在储料罐内安装了搅动组件,使熔融的塑料可以均匀受热,最后还在成型室下方安装了传输机,便于工作人员取成型品。
5.为了实现上述目的,本发明是通过如下的技术方案来实现:一种高可靠间歇性多规格注塑机,包括进料组件,所述进料组件内设置有盛料罐,所述盛料罐左侧安装有第一电机,所述第一电机右侧固定有输送绞龙轴,所述输送绞龙轴右侧设置有连通管,所述连通管上设置有外定位套,所述外定位套内安装有复数个电磁铁,所述外定位套内安装有复数个隔热封板,所述隔热封板上固定有伸缩杆,所述伸缩杆上固定有永磁体。连通管的设置便于输送绞龙轴输送注塑原料,而连通管内安装的隔热封板可以截断注塑原料的输入,防止加热装置内注塑原料过多。
6.在一些实施例中,所述进料组件内设置有加热装置,所述加热装置内安装有加热块,所述加热块内安装有加热网,所述加热装置底部设置有通孔。加热网防止没有熔融的注塑原料直接从通孔落至储料罐内。
7.在一些实施例中,所述进料组件下方固定有储料组件,所述储料组件右侧安装有成型装置。储料组件可以储存熔融的注塑原料,便于熔融的注塑原料注入成型装置。
8.在一些实施例中,所述储料组件内设置有加热元件,所述加热元件内设置有储料罐,所述储料罐内安装有搅动组件,所述搅动组件内设置有转轴,所述转轴底部安装有锥齿,所述转轴上固定有螺旋叶片,所述螺旋叶片内设置有空心橡胶层,所述螺旋叶片上固定有挡块。搅动组件可以使注塑原料均匀加热,而空心橡胶层配合挡块可以减少注塑原料粘黏在螺旋叶片上。
9.在一些实施例中,所述储料罐下方设置有第二电机,所述储料罐左侧固定有注塑腔,所述注塑腔内安装有输出绞龙轴,所述输出绞龙轴上安装有防护组件,所述防护组件内
设置有隔热壳,所述隔热壳内安装有链带。隔热壳可以保护链带使第二电机带动输出绞龙轴正常工作。
10.在一些实施例中,所述加热装置与所述储料罐相连接。加热装置与所述储料罐采用螺栓连接,便于拆卸清理搅动组件。
11.在一些实施例中,所述成型装置内设置有成型腔,所述成型腔上固定有安全门,所述成型腔下方安装有传输机,所述传输机内设置有框架,所述框架上安装有皮带。安全门起到保护作用,传输机便于工作人员取成型腔内的成型品,皮带。
12.在一些实施例中,所述搅动组件与所述第二电机相连接。搅动组件采用304不锈钢,它有着高耐腐蚀性,以及耐高温的性能。
13.在一些实施例中,所述盛料罐与所述连通管焊接相连。盛料罐与连通管采用焊接方式连接在一起,保证注塑原料不会在输送过程中漏出。
14.在一些实施例中,所述输出绞龙轴与所述防护组件相连接。输出绞龙轴采用纳米陶瓷材质,它具有耐腐蚀,耐高温,完全无磁性等特点。
15.本发明的有益效果如下:
16.1、本发明通过在进料组件内设置隔热封板,使加热装置内熔融的塑料过多时,停止输送注塑原料,解决了加料速度过快容易导致塑料原料熔融不充分的问题,同时在储料罐内安装了搅动组件,使熔融的塑料可以均匀受热,从而浇注口不会出现堵塞等现象。
17.2、本发明通过在成型室下方安装了传输机,使注塑机在在将熔融塑料注入成型槽内,并在成型后由顶针顶出,落在传输机的皮带上,而后传输到合适的位置,便于工作人员将成型品取出,减少取出成型品的问题。
附图说明
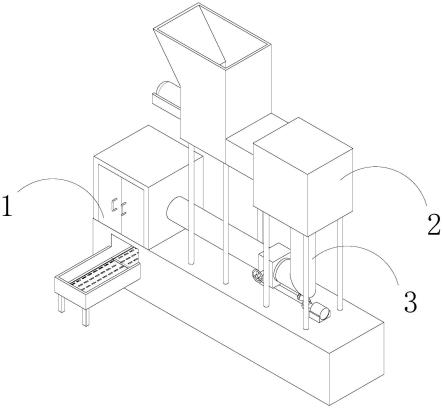
18.图1为本发明一种高可靠间歇性多规格注塑机立体的结构示意图。
19.图2为本发明一种高可靠间歇性多规格注塑机的进料组件剖视的结构示意图。
20.图3为本发明一种高可靠间歇性多规格注塑机的连通管剖视的结构示意图。
21.图4为本发明一种高可靠间歇性多规格注塑机的隔热网立体的结构示意图。
22.图5为本发明一种高可靠间歇性多规格注塑机的储料组件局部剖视的结构示意图。
23.图6为本发明一种高可靠间歇性多规格注塑机的搅动组件立体的结构示意图。
24.图7为本发明一种高可靠间歇性多规格注塑机的螺旋叶片剖视的结构示意图。
25.图8为本发明一种高可靠间歇性多规格注塑机的防护组件剖视的结构示意图。
26.图9为本发明一种高可靠间歇性多规格注塑机的成型室立体的结构示意图。
27.图10为本发明一种高可靠间歇性多规格注塑机的传输机立体的结构示意图。
28.图中:成型装置-1、进料组件-2、储料组件-3、盛料罐-21、第一电机-22、输送绞龙轴-23、连通管-24、加热装置-25、加热块-26、通孔-27、外定位套-241、永磁体-242、电磁铁-243、隔热封板-244、伸缩杆-245、加热网-261、注塑腔-31、输出绞龙轴-32、防护组件-33、储料罐-34、加热元件-35、搅动组件-36、第二电机-37、螺旋叶片-371、转轴-372、锥齿-373、空心橡胶层-a1、挡块-a2、隔热壳-341、链带-342、成型腔-11、安全门-12、传输机-13、框架-131、皮带-132。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.实施例1
31.参照图1至图8所示:图1为本发明一种高可靠间歇性多规格注塑机立体的结构示意图。图2为本发明一种高可靠间歇性多规格注塑机的进料组件剖视的结构示意图。图3为本发明一种高可靠间歇性多规格注塑机的连通管剖视的结构示意图。图4为本发明一种高可靠间歇性多规格注塑机的隔热网立体的结构示意图。图5为本发明一种高可靠间歇性多规格注塑机的储料组件局部剖视的结构示意图。图6为本发明一种高可靠间歇性多规格注塑机的搅动组件立体的结构示意图。图7为本发明一种高可靠间歇性多规格注塑机的螺旋叶片剖视的结构示意图。图8为本发明一种高可靠间歇性多规格注塑机的防护组件剖视的结构示意图。
32.本发明提供一种高可靠间歇性多规格注塑机,包括进料组件2,进料组件2下方固定有储料组件3,储料组件3右侧安装有成型装置1,进料组件2内设置有盛料罐21,盛料罐21左侧安装有第一电机22,第一电机22右侧固定有输送绞龙轴32,输送绞龙轴32右侧设置有连通管24,连通管24上设置有外定位套241,外定位套241内安装有复数个电磁铁243,外定位套241内安装有复数个隔热封板244,隔热封板244上固定有伸缩杆245,伸缩杆245上固定有永磁体242,进料组件2内设置有加热装置25,加热装置25内安装有加热块26,加热块26内安装有加热网261,加热装置25底部设置有通孔27,储料组件3内设置有加热元件35,加热元件35内设置有储料罐34,储料罐34安装有搅动组件36,搅动组件36内设置有转轴372,转轴372底部安装有锥齿373,转轴372上固定有螺旋叶片371,螺旋叶片371内设置有空心橡胶层a1,螺旋叶片371上固定有挡块a2,储料罐34下方设置有第二电机37,储料罐34左侧固定有注塑腔31,注塑腔31内安装有输出绞龙轴32,输出绞龙轴32上安装有防护组件33,防护组件33内设置有隔热壳341,隔热壳341内安装有链带342,加热装置25与储料罐34相连接,搅动组件36与第二电机37相连接,盛料罐21与连通管24焊接相连,输出绞龙轴32与防护组件33相连接。
33.本实施例的详细使用方法与作用:
34.本发明在使用过程中,工作人员将注塑原料倒入进料组件2的盛料罐21内,再由与第一电机22相连的输送绞龙轴23转动通过连通管24输送至加热装置25,隔热封板244的开启和封闭,由外定位套241内的电磁铁243与伸缩杆245上的永磁体242决定,输送至加热装置25内注塑原料将会落到加热网261上与加热块26持续加热,再从通孔27流至储料组件3内的储料罐34,加热元件35会持续加热储料罐34和注塑腔31内熔融的塑料,搅动组件36的转轴372通过锥齿373与第二电机37相连转动,空心橡胶层a1和挡块a2的配合使熔融的塑料不会轻易粘黏在螺旋叶片371上,输出绞龙轴32通过防护组件33内链带342与第二电机37相连转动,并输送熔融的塑料至成型装置1内,隔热壳341保护链带342能够正常工作。
35.实施例2
36.参照图9-图10所示:图9为本发明一种高可靠间歇性多规格注塑机的成型室立体
的结构示意图。图10为本发明一种高可靠间歇性多规格注塑机的传输机立体的结构示意图。
37.进一步,成型装置1内设置有成型腔11,成型腔11上固定有安全门12,成型腔11下方安装有传输机13,传输机13内设置有框架131,框架131上安装有皮带132。
38.本实施例的详细使用方法与作用:
39.本发明中,成型装置1的成型室11上安装由安全门12,保证工作人员的安全,而传输机13内的皮带132与框架131的配合,使工作人员更加便捷取出成型品。
40.实施例3
41.参照图1-图10所示:图1为本发明一种高可靠间歇性多规格注塑机立体的结构示意图。图2为本发明一种高可靠间歇性多规格注塑机的进料组件剖视的结构示意图。图3为本发明一种高可靠间歇性多规格注塑机的连通管剖视的结构示意图。图4为本发明一种高可靠间歇性多规格注塑机的隔热网立体的结构示意图。图5为本发明一种高可靠间歇性多规格注塑机的储料组件局部剖视的结构示意图。图6为本发明一种高可靠间歇性多规格注塑机的搅动组件立体的结构示意图。图7为本发明一种高可靠间歇性多规格注塑机的螺旋叶片剖视的结构示意图。图8为本发明一种高可靠间歇性多规格注塑机的防护组件剖视的结构示意图。图9为本发明一种高可靠间歇性多规格注塑机的成型室立体的结构示意图。图10为本发明一种高可靠间歇性多规格注塑机的传输机立体的结构示意图。
42.本实施例的详细使用方法与作用:
43.本发明在使用过程中,工作人员将注塑原料倒入进料组件2的盛料罐21内,再由与第一电机22相连的输送绞龙轴23转动通过连通管24输送至加热装置25,当加热装置25内需要熔融的塑料过多时,隔热封板244通过伸缩杆245上的永磁体242与外定位套241内的电磁铁243封闭连通管24,然后输送至加热装置25内注塑原料将会落到加热网261上与加热块26持续加热,熔融后的塑料将会通孔27流至储料组件3内的储料罐34,储料罐34和注塑腔31内熔融的塑料将会通过加热元件35持续加热,使其不会凝固,搅动组件36的转轴372通过锥齿373与第二电机37相连转动,而后转轴37上的螺旋叶片371持续转动使熔融的塑料均匀受热,空心橡胶层a1和挡块a2的配合使熔融的塑料不会轻易粘黏在螺旋叶片371上,之后熔融的塑料由注塑腔31内的输出绞龙轴32输出注入成型装置1,输出绞龙轴32通过防护组件33内链带342与第二电机37相连并带动其转动,隔热壳341能够保护链带342正常工作,当熔融的塑料注入成型装置1后,在成型室11内成型,但是工作人员每次都需要打开安全门12才能取出成型品,而传输机13内的皮带132与框架131的配合,使工作人员更加便捷取出成型品。
44.利用本发明所述技术方案,或本领域的技术人员在本发明技术方案的启发下,设计出类似的技术方案,而达到上述技术效果的,均是落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1