一种卧式静电胶条复合设备的制作方法
1.本发明涉及空气净化领域,具体涉及一种卧式静电胶条复合设备。
背景技术:
2.静电绝缘胶条,是静电除尘滤芯的组成部分,由绝缘层和夹在绝缘层中的导电层组成,通过在导电层周围覆盖一层绝缘层,避免了静电绝缘胶条在使用过程中发生打火等情况,目前静电绝缘胶条的生产方法,可参考专利号为cn201910015341.9的中国发明专利文件,包括基材预处理步骤、印刷步骤、烘烤步骤、覆膜步骤和裁切步骤,但在覆膜步骤和裁切步骤中需要经过两次裁切工序,且基材预处理步骤、印刷步骤和烘烤步骤为导电层采用油墨为导电材料时所需进行的步骤,步骤较多且耗时较长,生产效率仍有提高空间。
技术实现要素:
3.为了克服现有技术的不足,本发明提供一种卧式静电胶条复合设备。
4.本发明解决其技术问题所采取的技术方案是:一种卧式静电胶条复合设备,包括上料区、预压紧裁切区、热压成型区、卧式排料区和静电绝缘胶条运输通道,所述上料区、预压紧裁切区、热压成型区和卧式排料区依次首尾相接,所述上料区设有绝缘胶条盘和导电铝箔盘,所述绝缘胶条盘位于导电铝箔盘两侧,所述绝缘胶条盘内装有绝缘胶条,所述导电铝箔盘内装有导电铝箔条,所述预压紧裁切区设有压合滚轮,所述热压成型区设有发热夹具,所述卧式排料区设有排料夹具,所述压合滚轮、发热夹具和排料夹具位于同一直线上,所述静电绝缘胶条运输通道起始于压合滚轮,所述静电绝缘胶条运输通道穿过压合滚轮和发热夹具,到达排料夹具下方。
5.在本发明中,所述预压紧裁切区还设有绝缘胶条运输通道和导电铝箔条运输通道,所述绝缘胶条运输通道和导电铝箔条运输通道汇合于压合滚轮前方。
6.在本发明中,所述绝缘胶条运输通道设有第一转向滚轮和第二转向滚轮,所述第一转向滚轮和第二转向滚轮之间设有打孔切断器,所述导电铝箔条运输通道设有第一固定滚轮和第二固定滚轮,所述第一固定滚轮和第二固定滚轮之间设有切断剪刀,所述打孔切断器和切断剪刀到压合滚轮的距离一致。
7.在本发明中,所述绝缘胶条运输通道、第一转向滚轮、第二转向滚轮和打孔切断器以导电铝箔条运输通道为对称轴对称放置。
8.在本发明中,所述第一转向滚轮下方安装有转动电机,所述第一转向滚轮与转动电机之间设有驱动齿轮,所述第二转向滚轮和第一固定滚轮下方设有传动齿轮组,所述传动齿轮组内齿轮与驱动齿轮规格一致,所述转动电机通过传动链条与传动齿轮组连接。
9.在本发明中,所述热压成型区还设有运输皮带,所述运输皮带两端设有驱动轮,所述运输皮带位于静电绝缘胶条运输通道两侧,所述运输皮带一侧穿过发热夹具内部。
10.在本发明中,所述卧式排料区还设有排料平台,所述排料平台位于排料夹具下方,所述排料平台内设有多个静电绝缘胶条收纳槽,所述静电绝缘胶条收纳槽与静电绝缘胶条
运输通道相连。
11.在本发明中,所述排料平台下方设有平台移动滑轨,所述排料平台与平台移动电机相连,所述平台移动滑轨与静电绝缘胶条收纳槽在水平平面方向上垂直。
12.本发明的有益效果是:在预压紧裁切区中设置打孔切断器和切断剪刀,将绝缘层进行打孔并裁切和将导电层进行裁切一同进行,合并两次裁切工序,提高了生产效率;并且将导电层材料换成金属材料,减少了以油墨作为导电材料时的加工步骤,进一步提高了生产效率。
附图说明
13.图1为本实施例结构示意图;图2为上料区结构示意图;图3为预压紧裁切区结构示意图;图4为预压紧裁切区地底面结构示意图;图5为预压紧裁切区剖视图;图6为热压成型区结构示意图;图7为排料区结构示意图;图8为排料平台局部放大图。
具体实施方式
14.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
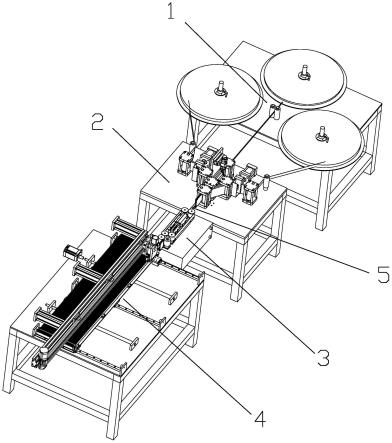
15.如图1至图5所示,一种卧式静电胶条复合设备,包括上料区1、预压紧裁切区2、热压成型区3、卧式排料区4和静电绝缘胶条运输通道5,所述上料区1、预压紧裁切区2、热压成型区3和卧式排料区4依次首尾相接,所述上料区1设有绝缘胶条盘11和导电铝箔盘12,所述绝缘胶条盘11位于导电铝箔盘12两侧,所述绝缘胶条盘11内装有绝缘胶条,所述导电铝箔盘12内装有导电铝箔条,所述预压紧裁切区2设有压合滚轮21,所述热压成型区3设有发热夹具31,所述卧式排料区4设有排料夹具41,所述压合滚轮21、发热夹具31和排料夹具41位于同一直线上,所述静电绝缘胶条运输通道5起始于压合滚轮21,所述静电绝缘胶条运输通道5穿过压合滚轮21和发热夹具31,到达排料夹具41下方。在本实施例中,绝缘胶条和导电铝箔条在压合滚轮21内压合成一体,经过静电绝缘胶条运输通道5达到发热夹具31,在发热夹具31将两侧的绝缘胶条熔化结合为一体,绝缘胶条包裹着导电铝箔条成为静电绝缘胶条成品,最后由排料夹具41将静电绝缘胶条成品夹处静电绝缘胶条运输通道5并进行排料。
16.进一步地,所述预压紧裁切区2还设有绝缘胶条运输通道22和导电铝箔条运输通道23,所述绝缘胶条运输通道22和导电铝箔条运输通道23汇合于压合滚轮21前方,所述绝缘胶条运输通道22设有第一转向滚轮221和第二转向滚轮222,所述第一转向滚轮221和第二转向滚轮222之间设有打孔切断器223,所述导电铝箔条运输通道23设有第一固定滚轮231和第二固定滚轮232,所述第一固定滚轮231和第二固定滚轮232之间设有切断剪刀233,所述打孔切断器223和切断剪刀233到压合滚轮21的距离一致;所述绝缘胶条运输通道22、第一转向滚轮221、第二转向滚轮222和打孔切断器223以导电铝箔条运输通道23为对称轴
对称放置。在本实施例中,所述打孔切断器223把绝缘胶条打孔,使绝缘胶条预留出导电孔并将其切断,所述第一固定滚轮231将绝缘胶条原料向前送递一条静电绝缘胶条成品的长度,所述打孔切断器223和切断剪刀233到压合滚轮21的距离一致,保证了切断出来的导电铝箔条长度与绝缘胶条一致。
17.进一步地,所述第一转向滚轮221下方安装有转动电机24,所述第一转向滚轮221与转动电机24之间设有驱动齿轮241,所述第二转向滚轮222和第一固定滚轮231下方设有传动齿轮组242,所述传动齿轮组242内齿轮与驱动齿轮241规格一致,所述转动电机24通过传动链条243与传动齿轮组242连接。在本实施例中,所述转动电机24直接驱动第一转向滚轮221,同时也直接驱动驱动齿轮241,所述驱动齿轮241带动传动链条243转动,由于传动齿轮组242内齿轮与驱动齿轮241规格一致,所以第一转向滚轮221、第二转向滚轮222和第一固定滚轮231转速一致。
18.进一步地,所述热压成型区3还设有运输皮带32,所述运输皮带32两端设有驱动轮33,所述运输皮带32位于静电绝缘胶条运输通道5两侧,所述运输皮带32一侧穿过发热夹具31内部。在本实施例中,所述运输皮带32将经过压合滚轮21压合成一体的绝缘胶条和导电铝箔条输送到发热夹具31内部,运输皮带32一侧穿过发热夹具31内部,保证了绝缘胶条和导电铝箔条穿过发热夹具31的速度不变,使得绝缘胶条和导电铝箔条在发热夹具31内受热均匀,防止绝缘胶条加热过度熔化过多导致绝缘胶条包裹导电铝箔条效果下降。
19.进一步地,所述卧式排料区4还设有排料平台42,所述排料平台42位于排料夹具41下方,所述排料平台42内设有多个静电绝缘胶条收纳槽43,所述静电绝缘胶条收纳槽43与静电绝缘胶条运输通道5相连;所述排料平台42下方设有平台移动滑轨44,所述排料平台42与平台移动电机45相连,所述平台移动滑轨44与静电绝缘胶条收纳槽43在水平平面方向上垂直。在本实施例中,一条静电绝缘胶条成品制造完成后,所述排料夹具41将静电绝缘胶条成品移动出静电绝缘胶条运输通道5,并移动到一条静电绝缘胶条收纳槽43进行收纳,当新的一条静电绝缘胶条成品制造完成后,平台移动电机45控制排料平台42沿着平台移动滑轨44向右移动,将另一条静电绝缘胶条收纳槽43与静电绝缘胶条运输通道5相连。
20.以上所述仅为本发明的优选实施方式,只要以基本相同手段实现本发明目的的技术方案都属于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1