一种自粘橡胶沥青加工方法与流程
1.本发明涉及防水材料加工领域,更具体的说是一种自粘橡胶沥青加工方法。
背景技术:
2.随着现代建筑的发展以及施工趋于更加便利,自粘橡胶沥青防水卷材在防水市场的比重不断增加。由于施工时不用粘结剂,也不用加热至熔化,撕去隔离层即可牢固地粘结在基层上,施工方便且施工速度极快,受到越来越多施工人员和客户的青睐,但是现有的自粘橡胶沥青卷材在生产时都太过单薄,容易损坏,现有技术中,不能够加工出中间具有多个不规则孔隙的自粘橡胶沥青。
技术实现要素:
3.为克服现有技术的不足,本发明提供一种自粘橡胶沥青加工方法,加工出中间具有多个不规则孔隙的自粘橡胶沥青。
4.本发明解决其技术问题所采用的技术方案是:
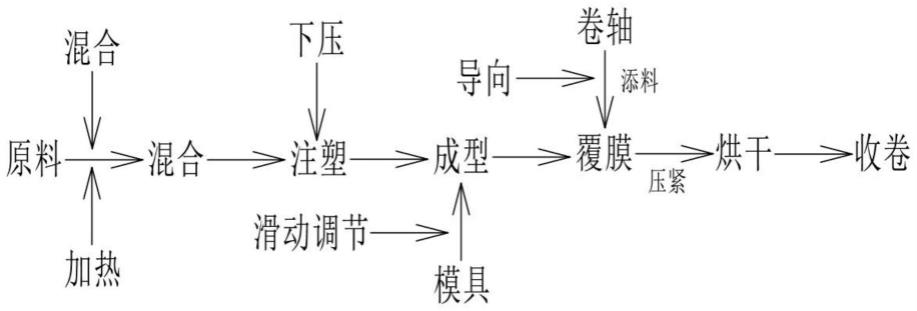
5.一种自粘橡胶沥青加工方法,该方法包括以下步骤:
6.步骤一:将多种原料加热后充分混合;
7.步骤二:通过加压的方式确保原料充分下料;
8.步骤三:经过注塑成型后在两侧进行覆膜并进行压紧;
9.步骤四:通过烘干完成自粘橡胶沥青加工并进行收卷。
10.进一步的,所述装置包括两个贴合的成型框,两个成型框上均加工有多个阶梯槽,两个成型框均滑动在立架上,立架上转动有两个供膜辊和两个夹紧辊。
11.进一步的,所述装置还包括固接在立架上的多个混合桶,相邻的两个混合桶通过连通管连通,多个混合桶均固接在下料框上,下料框上固接有多个向下端的阶梯槽内注塑原料的注塑管。
12.进一步的,所述下料框上滑动有多个升降框,多个升降框均固接在压板上,多个升降框分别连接在对应的丝杆上,多个丝杆均转动连接在立架上。
附图说明
13.下面结合附图和具体实施方法对本发明做进一步详细的说明。
14.图1为加工自粘橡胶沥青的方法流程图;
15.图2为成型的零件图;
16.图3为原料成型的结构图;
17.图4为注塑原料成型的结构图;
18.图5为原料下料的结构图;
19.图6为混合原料的结构图;
20.图7为多处同步混合原料的结构图;
21.图8为覆膜的结构图;
22.图9为烘干自粘橡胶沥青的结构图;
23.图10为收卷自粘橡胶沥青的结构图;
24.图11为加工自粘橡胶沥青的装置图。
25.成型框11;阶梯槽12;齿条ⅰ13;立架21;混合桶22;下料框23;齿条轮24;丝杆25;升降框26;压板27;连通管28;混合架31;同步轮32;上盖33;限位杆34;齿条ⅱ35;混合气缸36;供膜辊41;夹紧辊42;烘干架51;收卷轴61。
具体实施方式
26.参考图1,详细说明加工出自粘橡胶沥青的实施过程:
27.一种自粘橡胶沥青加工方法,该方法包括以下步骤:
28.步骤一:将多种原料加热融化增加原料的流动性,从而使得原料能够充分的混合;
29.步骤二:通过加压的方式确保原料充分下料,能够确保原料充分下料;
30.步骤三:将原料注塑到下端的模具内进行注塑成型,然后在成型原料的两侧进行覆膜并进行压紧,实现自粘橡胶沥青卷材的加工;
31.步骤四:通过对自粘橡胶沥青卷材烘干使得多种原料充分混合为一体,完成自粘橡胶沥青加工,完成加工后进行收卷。
32.结合上述实施例,还可以实现以下功能;
33.参考图2、3和8,详细说明加工自粘橡胶沥青的实施过程:
34.所述装置包括两个贴合的成型框11,两个成型框11上均加工有多个阶梯槽12,从而通过向两个成型框11上的对应的多个阶梯槽12内注塑原料成型出中部成带状,两侧具有多个凸出块的卷材,两个成型框11均滑动连接在立架21上,能够驱动两个成型框11进行相对滑动,从而调节成型出的带状自粘橡胶沥青两侧的凸出块的位置,从而能够改变带状的自粘橡胶沥青的形状,立架21上转动连接有两个供膜辊41和两个夹紧辊42,两个夹紧辊42位于两个供膜辊41的下端,两个供膜辊41和两个夹紧辊42分别固定连接在减速电机ⅰ的输出轴上,多个减速电机ⅰ均固定连接在立架21上,启动多个减速电机ⅰ,多个减速电机ⅰ带动两个供膜辊41和两个夹紧辊42转动,两个供膜辊41分布在成型的自粘橡胶沥青的两侧,从而能够提供膜状原料,再通过转动的两个夹紧辊42对带状的自粘橡胶沥青进行夹紧,从而实现自粘橡胶沥青的加工,确保加工出中间具有多个不规则孔隙的自粘橡胶沥青。
35.结合上述实施例,还可以实现以下功能;
36.参考图3、4和5,详细说明注塑原料进行成型的实施过程:
37.所述装置还包括固定连接在立架21上的多个混合桶22,多个混合桶22均用于多种原料的混合,相邻的两个混合桶22通过连通管28连通,从而实现只需要向一个混合桶22内添加原料就能够实现向多个混合桶22内进行原料的添加,多个混合桶22均固定连接在下料框23上,下料框23上固定连接有多个注塑管,多个注塑管分别位于多个阶梯槽12的上端,经过混合的原料从多个混合桶22内流到下端的下料框23内,再从下料框23流出到下端的多个注塑管内向下端的多个阶梯槽12内进行注塑,完成原料的成型。
38.结合上述实施例,还可以实现以下功能;
39.参考图4和5,详细说明下料并下压原料进行注塑成型的实施过程:
40.所述下料框23上滑动连接有多个升降框26,多个升降框26均固定连接在压板27上,多个升降框26分别螺纹连接在对应的丝杆25上,多个丝杆25均转动连接在立架21上,多个丝杆25分别固定连接在减速电机ⅱ的输出轴上,多个减速电机ⅱ均固定连接在立架21上,启动多个减速电机ⅱ,多个减速电机ⅱ带动多个丝杆25转动,多个丝杆25转动下驱动多个升降框26升降,多个升降框26带动压板27升降,压板27升降到最上端时对下料框23的上端进行封堵,能够防止多个混合桶22内混合的原料下料,当多个丝杆25驱动多个升降框26带动压板27下降时,从而能够实现多个混合桶22内混合的原料下料,而压板27下降时能够推动原料从下端的多个注塑管流出,确保原料的可靠下料,防止原料堆积造成堵塞,无法实现原料的下料。
41.结合上述实施例,还可以实现以下功能;
42.参考图2和4,详细说明驱动两个成型框滑动的实施过程:
43.所述装置还包括固定连接在多个丝杆25上的多个齿条轮24,两个成型框11上均固定连接有齿条ⅰ13,两个齿条ⅰ13分别和对应的齿条轮24啮合传动,多个丝杆25转动时带动多个齿条轮24转动,多个齿条轮24同步啮合驱动两个齿条ⅰ13滑动,从而实现两个成型框11上相对的多个阶梯槽12相对滑动,从而实现成型的原料的外形的改变。
44.结合上述实施例,还可以实现以下功能;
45.参考图6和7,详细说明混合原料的实施过程:
46.每个混合桶22上均固定连接有上盖33,每个上盖33上均转动连接有混合架31,当多个混合架31转动时能够对添加的原料进行充分的混合,从而为原料成型做准备。
47.结合上述实施例,还可以实现以下功能;
48.参考图7,详细说明驱动多个混合架同步转动混合原料的实施过程:
49.多个所述混合架31上均固定连接有同步轮32,中部的多个上盖33上均固定连接有限位杆34,多个限位杆34上滑动连接有齿条ⅱ35,多个同步轮32均与齿条ⅱ35啮合传动,两端的两个上盖33上均固定连接有混合气缸36,两个混合气缸36的气缸杆均和齿条ⅱ35固定连接,启动两个混合气缸36,两个混合气缸36带动齿条ⅱ35在多个限位杆34上滑动,滑动的齿条ⅱ35啮合驱动多个同步轮32同步转动,多个同步轮32带动多个混合架31同步转动,从而能够实现多中原料的充分混合。
50.结合上述实施例,还可以实现以下功能;
51.参考图9、10和11,详细说明将覆膜的自粘橡胶沥青烘干为整体的实施过程:
52.立架21上固定连接有烘干架51,烘干架51和外部的供热设备固定连接,从而通过外部的供热设备向烘干架51提供热量对其加热,烘干架51的中部设置有通孔,能够允许加工得到的自粘橡胶沥青穿过,从而通过加热的烘干架51对中部的自粘橡胶沥青加热,使得成型的原料和覆膜成为整体,加工出中间具有孔隙的自粘橡胶沥青。
53.结合上述实施例,还可以实现以下功能;
54.参考图10,详细说明收卷加工出的自粘橡胶沥青的实施过程:
55.烘干架51上转动连接有收卷轴61,收卷轴61固定连接在减速电机ⅲ的输出轴上,减速电机ⅲ固定连接在烘干架51上,启动减速电机ⅲ,减速电机ⅲ带动收卷轴61转动,将加工好的自粘橡胶沥青固定在收卷轴61上,随着收卷轴61的转动进行运输和收集。
56.结合上述实施例,还可以实现以下功能;
57.参考图4和5,详细说明驱动多个升降框升降的实施过程:
58.多个升降框26上均固定连接有丝杆套,多个丝杆套分别和对应的丝杆25通过螺纹传动,从而确保多个丝杆25转动时能够驱动多个升降框26升降,实现压板27的升降。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1