一种连续纤维复合材料回转结构多轴一体化3D打印机及其打印方法
一种连续纤维复合材料回转结构多轴一体化3d打印机及其打印方法
技术领域
1.本技术涉及3d打印领域,具体涉及一种连续纤维复合材料回转结构多轴一体化3d打印机及其打印方法。
背景技术:
2.连续纤维复合材料因其优异的抗拉强度、冲击韧性、抗疲劳特性等优点,在航空航天、交通运输、工业生产等领域应用广泛。然而,连续纤维复合材料的广泛应用对其结构和成型方法提出了更高、更复杂的要求,例如复杂结构的制备,纤维含量的精准控制以及低成本制造等,传统的制造技术(纤维缠绕工艺、自动铺放工艺等)很难满足这些要求。随着3d打印技术的快速发展,为低成本、快速制备连续纤维复合材料提供了解决方案。
3.但是,由于3d打印连续纤维复合材料受到传统三轴打印机的限制,只能通过x,y和z轴联动进行平面分层打印,这种方法在打印曲面零件时无法使连续纤维在曲面上可控分布,使得曲面零件结构性能差,纤维利用率低。这种现象在打印回转类零件时尤其明显,使3d打印连续纤维回转类零件很难满足实际应用要求。尽管本研究领域的科研人员研发连续纤维复合材料回转式3d打印机,解决结构性能差,纤维利用率低等问题,但是这些打印机打印回转体结构时需要单独制造模具或者只能打印空心回转结构,同时无法打印实心回转体结构或打印由不同纤维材料组成的回转体,这大大限制了连续纤维复合材料3d打印工艺在回转结构上的应用。
技术实现要素:
4.为了克服上述现有技术缺点,本技术提供一种3d打印机及其打印方法,特别涉及一种连续纤维复合材料回转结构多轴一体化3d打印机及其打印方法,用来一体化打印连续纤维复合材料回转结构零件或者其他曲面零件,提高3d打印连续纤维复合材料结构的可设计性和机械性能。
5.为了达到上述目的,本技术采取的技术方案为:
6.在本技术的一些实施例中,一种连续纤维复合材料回转结构多轴一体化3d打印机,包括机架、设置于机架上的xyz三轴驱动机构、打印平台、以及喷头模块。
7.在本技术的一些实施例中,xyz三轴驱动机构包括x、y和z轴,每个轴包括电机、螺杆和滑块,可以使喷头模块在x,y和z轴三个方向上移动,具体为喷头模块通过连接杆安装在z轴滑块上,z轴电机以及z轴螺杆配合,调节z轴滑块的位置,从而调节喷头模块在z轴上移动,z轴和x轴滑块连接,通过x轴电机和x轴螺杆配合,调节x轴滑块在x轴上的位置,从而调节喷头模块在x轴上移动;x轴和y轴滑块连接,通过y轴电机和y轴螺杆配合,调节y轴滑块在y轴上的位置,从而调节喷头模块在y轴上移动。
8.在本技术的一些实施例中,打印平台安装在机架底面包括摆动机构和转动机构,其中摆动机构包括第一电机,第一同步带,摆动轴以及摆动架,所述的第一电机安装在旋转
台支架上,通过第一同步带使摆动轴旋转,从而使摆动架围绕x轴摆动。转动机构包括第二电机、第二同步带、转动轴以及旋转台,所述的第二电机通过第二同步带使转动轴旋转,从而使旋转台以转动轴为中心旋转。
9.在本技术的一些实施例中,喷头模块包括打印喷头以及喷嘴转动机构。其中打印喷头包括两个及以上,这些打印喷头可以由普通的打印喷头和连续纤维复合材料打印喷头组成,也可以由不同的连续纤维复合材料打印喷头组成。其中复合材料打印喷头包括复合打印喷嘴,复合打印喷嘴安装在复合加热块上,复合加热块分别和复合散热管与复合喉管相连接,复合散热管上安装复合风扇上。树脂丝材通过复合散热管进入复合加热块加热后熔融,增强纤维通过复合喉管进入复合加热块与熔融后的树脂浸渍,然后从复合打印喷嘴挤出。复合材料打印头主要用于打印零件要求的连续纤维复合材料部分。其中纯树脂打印喷头包括基体打印喷嘴,基体打印喷嘴安装在基体加热块上,基体加热块和基体散热管相连接,基体散热管上安装基体风扇上,基体材料通过基体散热管进入基体加热块后熔融,然后从基体打印喷嘴挤出。普通的打印喷头主要用来打印曲面零件的支撑部分,这种支撑部分可以属于零件内部,打印完成后无需拆除,也可以暂时作为支撑,打印完成后去除。其中喷嘴转动机构包括喷嘴转动电机、喷嘴转动同步带和喷嘴旋转轴,所述的喷嘴转动电机通过喷嘴转动同步带使喷嘴旋转轴旋转,从而带动喷头模块的旋转。
10.在本技术的一些实施例中,打印平台位于机架底面,包括摆动机构和转动机构,使旋转台相对于双喷嘴进行旋转。喷头模块包括打印喷头以及喷嘴转动机构,其中打印喷头包括两个及以上,这些打印喷头可以由普通的打印喷头和连续纤维复合材料打印喷头组成,也可以由不同的连续纤维复合材料打印喷头组成。复合材料喷头负责打印连续纤维部分,普通打印头负责打印回转结构支撑部分,喷嘴转动机构使喷嘴位姿产生变化,更有利于打印回转结构。
11.在本技术的一些实施例中,通过上述技术方案,一种连续纤维复合材料回转结构多轴一体化3d打印机的打印方法如下:
12.1)先打印回转体基体部分,xyz三轴驱动机构驱动喷头模块移动到旋转台的初始位置,转动机构驱动旋转台转动一周后。三轴驱动机构驱动喷头模块向x轴移动一个打印间距,旋转台再次转动,不断重复。同时,基体材料由基体散热管进入到基体加热块中熔融,然后从基体打印喷嘴中挤出,基体材料会在打印平台冷却沉积。
13.2)等到回转体基体部分当前平面层打印完成后,三轴驱动机构驱动喷头模块向z轴移动一个打印厚度,打印下一层平面。
14.3)不断重复1)~2),直到回转体基体部分打印完成。
15.4)当回转体基体部分完成之后,驱动机构控制喷头模块移动到基体的侧面,喷嘴转动电机使喷头模块转动一定角度,使喷嘴对着回转体基体的曲面部分。
16.5)打印曲面部分,xyz三轴驱动机构驱动喷头模块做竖向移动,摆动机构和转动机构控制2)中回转体基体部分做旋转运动,按照当层打印路径进行运动。同时参照图3,树脂丝材和增强纤维在复合加热块相互浸渍复合形成复合丝材,并且从复合打印喷嘴挤出,复合材料在2)中基体部分上冷却沉积,增强纤维随着复合材料打印头与圆柱基体部分的相对运动而不断被拉出。
17.6)当完成当前曲面层打印后,三轴驱动机构驱动喷头模块向y轴移动一个打印厚
度,打印下一层曲面。
18.7)不断重复5)~6),直到整个零件打印完成。
19.在本技术的一些实施例中,所述的基体材料为pla、peek、pi、pei、abs、聚氯乙烯、聚乙烯、聚丙烯、乙缩醛、丙烯酸树脂、乙烯丙烯酸乙酯、尼龙、酚醛树脂、聚苯乙烯、聚氨酯、聚偏二氟乙烯、丁苯橡胶、丁腈橡胶、硅橡胶、氟橡胶、顺丁橡胶、异戊橡胶、乙丙橡胶、氯丁橡胶、丙烯酸酯橡胶、丙烯酸脂体系形状记忆聚合物、硫醇-烯烃体系形状记忆聚合物、环氧树脂体系形状记忆聚合物或低熔点合金。
20.在本技术的一些实施例中,所述的增强纤维包括碳纤维、芳纶纤维、玻璃纤维、聚苯咪唑纤维、聚对苯二甲酰对苯二胺、聚酰亚胺纤维、硼纤维、阻燃纤维和光导纤维。
21.本技术设计合理,结构简单,能够实现回转结构一体化零件3d打印的目的,具有一下的优点:1.本技术可以直接一体化3d打印连续纤维复合材料回转结构,不仅可以实现零件内外部材料的不同,还可以以最优的打印方式打印回转结构零件内部和回转零件外侧曲面,最终实现打印成本低,加工周期短和自动化程度高等优点。2.提高了连续纤维复合材料结构设计的可能性,可以根据不同回转类零件使用中受载特点,使连续纤维可以按照要求在曲面上有序分布,提高了连续纤维的利用率,克服传统连续纤维复合材料3d打印工艺对回转类零件制造性能差,材料使用率低的问题,实现了连续纤维复合材料回转结构零件的高性能制造;3.打印机由三轴驱动机构,打印平台和可旋转喷头模块组成,结构简单,制造成本低;
附图说明
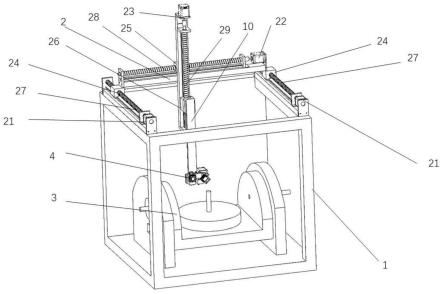
22.图1是本技术打印机结构示意图
23.图2是本技术可旋转打印台结构示意图
24.图3是本技术喷头模块结构示意图
25.图4是圆柱基体打印示意图
26.图5是圆柱连续纤维复合材料部分打印示意图
27.图6是拱形基体打印示意图
28.图7是拱形连续纤维复合材料部分打印示意图
具体实施方式
29.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
30.在本技术的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
31.术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含
地包括一个或者更多个该特征。在本技术的描述中,除非另有说明,“多个”的含义是两个或两个以上。
32.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
33.参照图1,一种连续纤维复合材料回转结构多轴一体化3d打印机,包括机架1、设置于机架上的xyz三轴驱动机构2、打印平台3、以及喷头模块4。
34.参照图1,其中xyz三轴驱动机构包括x、y和z轴,每个轴包括电机、螺杆和滑块,能够使喷头模块4在x、y和z轴三个方向上移动,具体为喷头模块4通过连接杆10安装在z轴滑块26上,z轴电机23以及z轴螺杆29配合,调节z轴滑块26的位置,从而调节喷头模块4在z轴上移动,z轴和x轴滑块25连接,通过x轴电机22和x轴螺杆28配合,调节x轴滑块25在x轴上的位置,从而调节喷头模块4在x轴上移动;x轴和y轴滑块24连接,通过y轴电机21和y轴螺杆27配合,调节y轴滑块24在y轴上的位置,从而调节喷头模块4在y轴上移动。
35.参照图2,打印平台3安装在机架底面,包括摆动机构5和转动机构6,其中摆动机构包括第一电机51,第一同步带52,摆动轴53以及摆动架54,所述的第一电机51安装在旋转台支架31上,通过第一同步带52使摆动轴53旋转,从而使摆动架54围绕x轴摆动。转动机构包括第二电机61、第二同步带62、转动轴63以及转动打印平台64,所述的第二电机61通过第二同步带62使转动轴63旋转,从而使旋转台64以转动轴为中心旋转。
36.参照图3,本实例的喷头模块4包括复合材料打印头、基体打印头以及喷嘴转动机构,其中复合材料打印头包括复合打印喷嘴74,复合打印喷嘴74安装在复合加热块73上,复合加热块73分别和复合散热管71与喉管75相连接,复合散热管71上安装复合风扇72,树脂丝材通过复合散热管71进入复合加热块73加热后熔融,增强纤维通过喉管75进入复合加热块73与熔融后的树脂浸渍,然后从复合打印喷嘴74挤出。复合材料打印头主要用于打印符合零件要求的连续纤维复合材料部分。其中基体打印头包括基体打印喷嘴84,基体打印喷嘴84安装在基体加热块83上,基体加热块83和基体散热管81相连接,基体散热管81上安装基体风扇82,基体材料通过基体散热管81进入基体加热块83后熔融,然后从基体打印喷嘴84挤出。基体打印头主要用来打印曲面零件的支撑部分,支撑部分可以位于待打印零件内部,加工完成后无需去除,也可以暂时作为支撑,打印完成后去除。其中喷嘴转动机构包括喷嘴转动电机91、喷嘴转动同步带92和喷嘴旋转轴93,所述的喷嘴转动电机91通过喷嘴转动同步带92使喷嘴旋转轴93旋转,从而带动喷头模块的旋转。
37.实例1:
38.本实例以打印连续纤维复合圆柱为例,打印完成后无需去除支撑,具体打印方法的说明如下:
39.1)参照图4,先打印圆柱基体部分,xyz三轴驱动机构2驱动喷头模块4移动到旋转台64的初始位置,转动机构6驱动旋转台64转动一周后。三轴驱动机构2驱动喷头模块4向x轴移动一个打印间距,旋转台64再次转动,不断重复。同时,参照图3,聚乳酸(pla)材料由基体散热管81进入到第二加热块83中熔融,然后从基体打印喷嘴84中挤出,基体材料会在打
印平台冷却沉积。
40.2)等到圆柱基体部分当前平面层打印完成后,三轴驱动机构2驱动喷头模块4向z轴移动一个打印厚度,打印下一层平面。
41.3)不断重复1)~2),直到圆柱基体部分打印完成。
42.4)参照图3和图5,当零件基体部分完成之后,驱动机构2控制喷头模块4移动到基体的侧面,第三电机91使喷头模块4转动一定角度,使喷嘴对着圆柱基体的侧面。
43.5)参照图5,xyz三轴驱动机构2驱动喷头模块4做竖向移动,摆动机构5和转动机构6控制2)中圆柱基体部分做旋转运动,按照当层打印路径进行运动。同时参照图3,芳纶纤维和聚乳酸(pla)在加热块相互浸渍复合形成复合丝材,并且从复合打印喷嘴74挤出,复合材料在2)中基体部分上冷却沉积,增强纤维随着复合材料打印头与圆柱基体部分的相对运动而不断被拉出。
44.6)当完成当前圆柱层打印后,三轴驱动机构2驱动喷头模块4向y轴移动一个打印厚度,打印下一层圆柱面。
45.7)不断重复5)~6),直到整个零件打印完成。
46.实例2
47.本实例以打印连续纤维复合材料拱形件为例,打印完成需要去除支撑,具体打印方法的说明如下:
48.1)参照图6,先打印拱形基体部分,xyz三轴驱动机构2驱动喷头模块4移动到旋转台64的初始位置,转动机构6驱动旋转台64转动一周后。三轴驱动机构2驱动喷头模块4向x轴移动一个打印间距,旋转台64再次转动,不断重复。同时,参照图3,聚乙烯醇(pva)由基体散热管81进入到基体加热块83中熔融,然后从基体打印喷嘴84中挤出,基体材料会在打印平台冷却沉积。
49.2)等到拱形基体部分当前平面层打印完成后,三轴驱动机构2驱动喷头模块4向z轴移动一个打印厚度,打印下一层平面。
50.3)不断重复1)~2),直到圆柱基体部分打印完成。
51.4)参照图3和图7,当零件基体部分完成之后,驱动机构2控制喷头模块4移动到基体的侧面,第三电机91使喷头模块4转动一定角度,使喷嘴对着拱形基体的曲面。
52.5)参照图7,xyz三轴驱动机构2驱动喷头模块4做竖向移动,摆动机构5和转动机构6控制2)中拱形基体部分做旋转运动,按照当层打印路径进行运动。同时参照图3,碳纤维和聚乳酸(pla)在加热块相互浸渍复合形成复合丝材,并且从复合打印喷嘴74挤出,复合材料在2)中基体部分上冷却沉积,增强纤维随着复合材料打印头与圆柱基体部分的相对运动而不断被拉出。
53.6)当完成当前曲面层打印后,三轴驱动机构2驱动喷头模块4向y轴移动一个打印厚度,打印下一曲面层。
54.7)不断重复5)~6),直到整个零件打印完成。
55.8)零件打印完成,去除支撑材料,获得由连续碳纤维复合材料组成的拱形零件。
56.最后应说明的是:以上实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述实施例对本技术进行了详细的说明,本领域的普通技术人员当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而
这些修改或者替换,并不驱使相应技术方案的本质脱离本技术各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1