CPP消光纸巾膜的生产方法与流程
本发明涉及薄膜,具体涉及cpp消光纸巾膜的生产方法。
背景技术:
1、聚丙烯(pp)消光膜是一种高雾度、低光泽度、具有呈漫反射状消光效果的薄膜。将其复合于包装材料表面,可以消除膜面反光,使印刷图案逼真,并具有立体感和良好的手感,因此广泛应用于高档包装产品。pp消光膜主要分为双向拉伸聚丙烯(bopp)消光膜和流延聚丙烯(cpp)消光膜两种,其中cpp消光膜无论内层还是表层均具有良好的热封性,故而无需与其他包装材料复合,只经过印刷即可直接用于包装,比如常见的对于干纸巾(抽纸、卷纸等)的包装。
2、cpp消光纸巾膜不仅需要一定的雾度(也即具有哑光的效果)以提高包装的高级感,还需要保证有足够的热封性能、薄膜需要有较好的爽滑性、柔韧性,还需要有较好的印刷适应性。
3、现有的cpp消光纸巾膜生产时主要采用的原料有三元共聚聚丙烯tf1007,该种聚丙烯原料因其具有更低的起始热封温度和更宽的热封窗口,还具有更优异的透明性以及抗粘连性而广泛应用于cpp消光纸巾膜中;随着市场需求的变化,在cpp消光纸巾膜上需要进行图案或文字的印刷,但是现有的cpp消光膜在电晕层使用三元共聚聚丙烯tf1007作为主料后,却出现了cpp消光纸巾膜在印刷时脱墨的现象。
技术实现思路
1、本发明意在提供cpp消光纸巾膜的生产方法,以解决cpp消光纸巾膜在印刷时脱墨的问题。
2、为达到上述目的,本发明采用如下技术方案:
3、cpp消光纸巾膜的生产方法,包括如下步骤:
4、s1、原料称重:称取电晕层原料,电晕层原料包括无规聚丙烯tf1007、无规聚丙烯f4608和开口剂,其中两种无规聚丙烯的总含量为400份,无规聚丙烯tf1007与无规聚丙烯f4608的比重为3-7,开口剂为2-6份;称取400份聚丙烯作为中间层原料;称取热封层原料,热封层原料包括2-6份开口剂、4-8份爽滑剂、400份的聚丙烯和消光母料混合物,其中混合物中消光母料与聚丙烯的质量比不低于0.45;各层原料称重完成后,将各层原料搅拌均匀后分别送入挤出机的三个料筒中;
5、s2、将三个料筒的原料采用同一个模头共挤出来,共挤后进入流延站进行冷却定型;三个料筒中温度依次分为进料段、熔融段和保温段,进料段始端温度为低于185℃、末端温度为220-230℃,熔融段和保温段温度均控制在230℃-240℃,模头温度为220-230℃,流延中流延辊的辊面温度为20-40℃;
6、s3、对流延成型的cpp消光纸巾膜进行电晕。
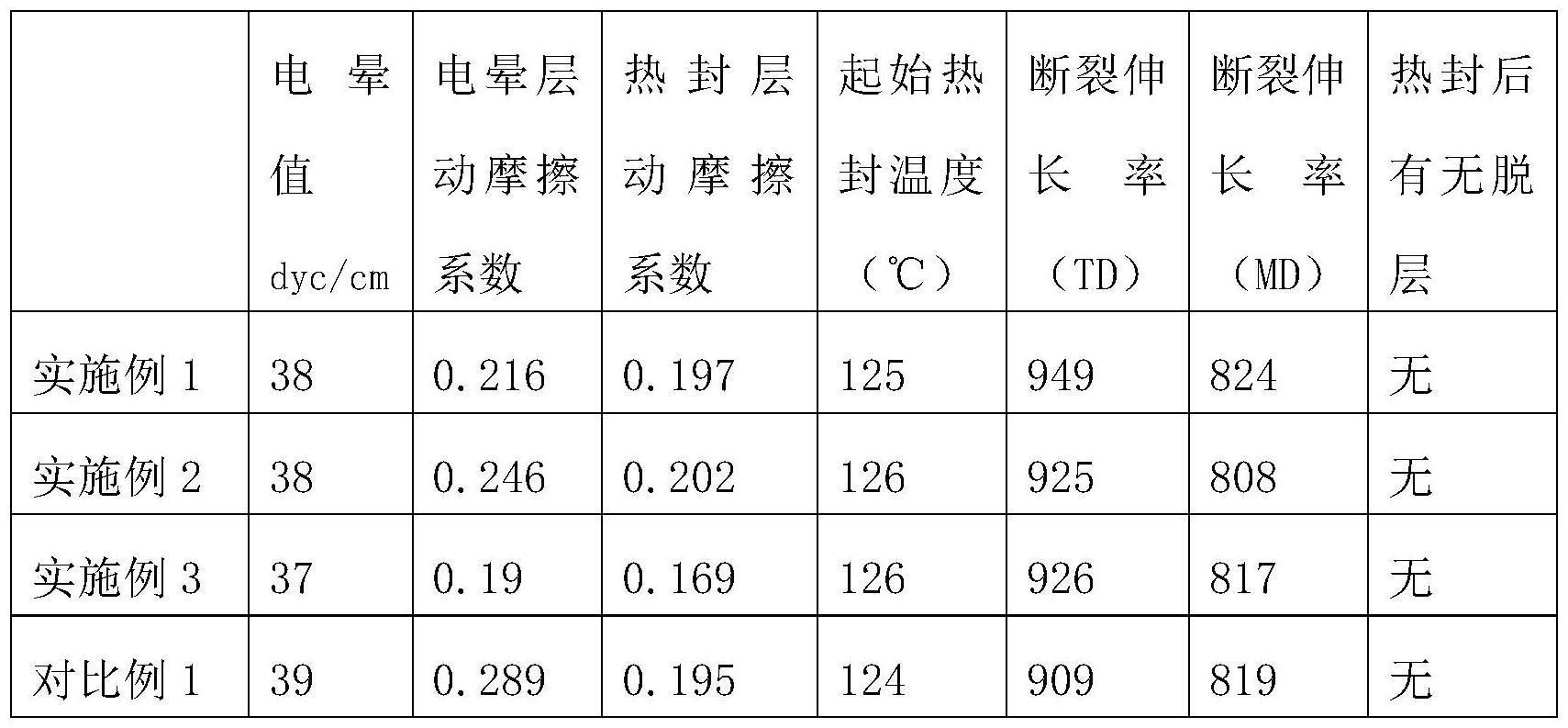
7、采用本方案的优点是:经发明人多次研究,发现cpp消光纸巾膜的双面摩擦系数均低至0.15,这种摩擦系数下能够满足cpp消光纸巾膜在自动化包装过程中的顺滑性的,保障薄膜在包装自动化生产线上正常使用而不出现卡顿现象;但是为了改善cpp消光纸巾膜的印刷性能,在降低开口剂的含量后(开口剂降低到为聚丙烯用量的0.5%-1.5%),依然无法做到提高cpp消光纸巾膜的表层(也即电晕层)的摩擦系数;为此发明人大胆改变,将不同型号的无规聚丙烯进行配合应用,利用无规聚丙烯f4608来减少整个聚丙烯原料中具有的抗粘连性,使得最终制得的cpp消光纸巾膜的电晕层摩擦系数提高到0.25,既满足了cpp消光纸巾膜的加工顺滑性,又满足加工过程中的良好印刷性,保证印刷过程不会出现脱墨现象。
8、此外,在本方案中,热封层既添加有开口剂又添加有爽滑剂,还添加有消光母料,使得两种助剂协同配合,在保障热封层具有低摩擦系数的基础上,还能保证薄膜收卷后不会出现粘连的情况,同时兼顾cpp消光纸巾膜的雾度。
9、除此之外,本方案中各层材料组分少,配置工艺简单,同时开口剂、爽滑剂的用量少,有利于在保证产品性能的基础上,降低原料成本。
10、优选的,作为一种改进,原料挤出时,电晕层、中间层和热封层的厚度比为1:3:1;还包括s4,测量流延成型后cpp消光纸巾膜的总厚度,要求cpp消光纸巾膜的总厚度为40-50微米。
11、优选的,作为一种改进,所述步骤s3中电晕处理的功率为12kw-15kw,所针对的模头宽幅为3.6米。
12、经研究发现,在电晕功率为12kw-15kw下,cpp消光纸巾膜的电晕层摩擦系数能够保持在0.18-0.25,同时能够确保起始热封温度不会过高或过低。
13、优选的,作为一种改进,所述中间层还包括25-50份的聚烯烃弹性体。
14、有益效果:在实际使用中,因薄膜受温度影响较大,相同薄膜在不同季节制作包装袋会有不同的效果,部分情况下cpp消光纸巾膜在印刷时存在薄膜断裂的情况。经发明人研究,发现薄膜在横向的断裂伸长率非常低,导致薄膜在张力作用下断裂。本方案在中间层中加入聚烯烃弹性体使得消光纸巾膜的韧性更好,横向断裂伸长率大幅提升,能够由此前的不足100%升高到超过900%,同时纵向的断裂伸长率也提高了1倍以上,保证在纸巾膜印刷时不会出现薄膜张力过大而断裂的现象,也能在25-50份的聚烯烃弹性体的作用下保证断裂伸长率在合理的范围内而不至于影响薄膜的挺度,保证薄膜的外观效果。
15、此外,在中间层中加入聚烯烃弹性体,使得本方案的cpp消光纸巾膜的耐老化性和抗紫外性能大大提高。
16、优选的,作为一种改进,所述中间层中的聚丙烯为均聚聚丙烯。
17、优选的,作为一种改进,所述中间层和热封层中至少一层添加有4-6份的抗静电剂。
18、有益效果:抗静电剂的存在,使得cpp消光纸巾膜在薄膜表面形成亲水层,使静电短路而消除,避免因静电存在使得印刷时油墨分子飞溅而影响印刷的质量;同时也能降低薄膜吸引灰尘的情况。
19、优选的,作为一种改进,所述热封层的聚丙烯为二元共聚聚丙烯,消光母料中含有三元共聚聚丙烯成分。
20、有益效果:因cpp消光纸巾膜在使用时既有热封层与热封层之间的热封,也有热封层和电晕层之间的热封,但因电晕层的起始热封温度较低,如若电晕层和热封层之间存在较大的起始热封温度,则会造成热封层无法与电晕层进行热封的情况,本方案通过向热封层中加入具有三元共聚聚丙烯成分的消光母料能够降低热封层的最低起始温度,进而满足热封层和电晕层互相热封的需求。此外还不影响热封层带来的雾度,保证产品的外观性能。
技术特征:
1.cpp消光纸巾膜的生产方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的cpp消光纸巾膜的生产方法,其特征在于:原料挤出时,电晕层、中间层和热封层的厚度比为1:3:1;还包括s4,测量流延成型后cpp消光纸巾膜的总厚度,要求cpp消光纸巾膜的总厚度为40-50微米。
3.根据权利要求1所述的cpp消光纸巾膜的生产方法,其特征在于:所述步骤s3中电晕处理的功率为12kw-15kw,所针对的模头宽幅为3.6米。
4.根据权利要求1所述的cpp消光纸巾膜的生产方法,其特征在于:所述中间层还包括25-50份的聚烯烃弹性体。
5.根据权利要求4所述的cpp消光纸巾膜的生产方法,其特征在于:所述中间层中的聚丙烯为均聚聚丙烯。
6.根据权利要求1所述的cpp消光纸巾膜的生产方法,其特征在于:所述中间层和热封层中至少一层添加有4-6份的抗静电剂。
7.根据权利要求1所述的cpp消光纸巾膜的生产方法,其特征在于:所述热封层的聚丙烯为二元共聚聚丙烯,消光母料中含有三元共聚聚丙烯成分。
技术总结
本发明涉及薄膜技术领域,具体公开了CPP消光纸巾膜,包括如下步骤:S1、原料称重:电晕层原料包括无规聚丙烯TF1007、无规聚丙烯F4608和开口剂,其中两种无规聚丙烯的总含量为400份,无规聚丙烯TF1007与无规聚丙烯F4608的比重为3‑7,开口剂为2‑6份;称取400份聚丙烯作为中间层原料;热封层原料包括2‑6份开口剂、4‑8份爽滑剂、400份的聚丙烯和消光母料混合物;S2、将三个料筒的原料共挤后冷却定型;料筒温度依次分为进料段、熔融段和保温段,进料段始端温度为低于185℃、末端温度为220‑230℃,熔融段和保温段温度均控制在230℃‑240℃,模头温度为220‑230℃,流延中流延辊的辊面温度为20‑40℃;S3、对流延成型的CPP消光纸巾膜进行电晕。本方案用以解决CPP消光纸巾膜在印刷时脱墨的问题。
技术研发人员:苏信袍,吕陈丹,苏振
受保护的技术使用者:重庆市万通塑膜有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!