二次行位抽内芯时外侧大行位定位的结构的制作方法
1.本技术涉及行位抽芯的技术领域,尤其是涉及二次行位抽内芯时外侧大行位定位的结构。
背景技术:
2.弯管是采用成套弯曲设备进行弯曲的管道,主要用于衔接两条直管,以起到改变原有介质输送方向的作用,广泛应用与输油、输气、输液等场所中。
3.常见的弯管包括有弯管本体、锁紧凸缘、以及配合凸缘,其中,锁紧凸缘的内直径、配合凸缘的内直径均大于弯管本体的内直径,锁紧凸缘、配合凸缘分别固定在弯管本体的两端面上,锁紧凸缘、配合凸缘的内部均设置有锁紧结构,以便于直管与弯管相装配。
4.弯胎的精度也是影响弯管质量的因素之一,为了减少弯管内裂纹的产生,弯管多为一体成型的结构件,在弯管的制作过程中,注塑成型后的弯管会利用二次侧抽的方式把弯管与模具进行分离,一般是采用前模部分滑块拔动件来带动滑块中间镶件运动,运动到一定距离时带动滑块主体运动,进而完成弯管的脱模。
5.然而,在实际的生产过程中,由于大行位镶件与小行位镶件的运动顺序不正确,导致弯管在脱模过程中容易出现错位现象,使滑块镶件出现卡死现象、或划伤弯胎、或撞坏锁紧凸缘、配合凸缘,进而导致弯管质量差。
技术实现要素:
6.为了保证大行位镶件与小行位镶件运动顺序的正确性,本技术提供二次行位抽内芯时外侧大行位定位的结构,能够保证弯管的生产质量。
7.本技术提供的二次行位抽内芯时外侧大行位定位的结构,采用如下的技术方案:
8.二次行位抽内芯时外侧大行位定位的结构,包括侧抽镶件组,所述侧抽镶件组包括小行位镶件和大行位镶件,所述大行位镶件的一侧安装有夹紧座,所述小行位镶件装配在所述夹紧座的中部,所述大行位镶件布设在所述小行位镶件的外部,弯管的一端设置在所述大行位镶件与所述小行位镶件之间,所述大行位镶件的侧壁活动安装有定位键,所述大行位镶件靠近所述定位键的位置处设置有定位键安装组件,所述定位键安装组件用于对所述定位键的位置进行定位。
9.通过采用上述技术方案,在定位安装组件的作用下,可以控制定位键的位置,当定位键的顶端滑入在大行位镶件内时,定位键不能构成小行位镶件的运动障碍,驱动夹紧座,可以带动小行位镶件做远离弯管的运动,即,单独驱动小行位镶件与弯管进行分离,当小行位镶件运动到距离后,通过向上滑动定位键,使定位键同时锁定在大行位镶件、小行位镶件内,继续驱动夹紧座,使小行位镶件、大行位镶件可以同时做相同距离的步进,通过对弯管进行二次抽芯的工序,可以减少大行位镶件、小行位镶件在弯管内卡死现象的出现,同时,有利于保证大行位镶件与小行位镶件的运动顺序正确性,使得弯管在脱模过程中不易出现错位现象,进而可以保证弯管的生产质量。
10.优选的,所述定位键安装组件包括:设置在所述大行位镶件底部的定位安装块;开设在所述定位安装块上的抵接槽;开设在所述大行位镶件侧壁的键槽;以及开设在所述小行位镶件靠近所述定位键位置处的插槽,其中,所述抵接槽、所述键槽、所述插槽的中心轴线处于同一直线上,所述定位键活动连接在所述键槽内。
11.通过采用上述技术方案,定位键滑动连接在键槽内,驱动定位键向下运动,使定位键同时锁定在定位安装块、大行位镶件内,即,可以对大行位镶件进行锁定,并且,定位键不足以构成小行位镶件的运动障碍,通过驱动夹紧座,可以单独驱动小行位镶件,使得小行位镶件从弯管的内部脱出,并能减少大行位镶件后退的风险,以保证小行位镶件在运动过程中大行位镶件保持不动状态,通过向上滑动定位键,使定位键同时锁定在大行位镶件、小行位镶件内,继续驱动夹紧座,大行位镶件、小行位镶件可以同时跟随夹紧座进行运动,确保了弯管的抽芯顺序,进而保证了弯管的生产质量。
12.优选的,所述夹紧座远离所述大行位镶件的一侧设置有行位导向座,所述导向座上设置有用于控制所述侧抽镶件组进行运动的驱动组件。
13.通过采用上述技术方案,在驱动组件的作用下,可以驱动夹紧座沿着行位导向座上进行滑动,一定程度上可以提高夹紧座的运动稳定性,以及有利于提高弯管脱模抽芯的效率。
14.优选的,所述驱动组件包括:开设在所述行位导向座中部的安装槽;设置在所述安装槽上的滑动底座;安装在所述夹紧座中部的活动杆;以及设置在所述行位导向座远离所述夹紧座一端的驱动件,其中,所述夹紧座与所述滑动底座之间滑动连接,所述活动杆的一端与所述驱动件的输出端相装配、另一端与所述夹紧座相装配。
15.通过采用上述技术方案,在驱动件的作用下,活动杆可以带动夹紧座向靠近行位导向座的方向进行滑动,采用自动化控制夹紧座的步进,以便控制小行位镶件、大行位镶件的运动距离,有利于提高弯管抽芯精度和抽芯效率。
16.优选的,所述行位导向座沿夹紧座运动方向的两侧壁上开设有限位槽,所述限位槽设置在所述行位导向座靠近所述安装槽的两侧,所述限位槽上安装有行位导向条。
17.通过采用上述技术方案,在行位导向条与限位槽的配合作用下,可以对夹紧座在滑动底座的运动过程中进行限位,使小行位镶件、大行位镶件能够在同一直线上运动,减少弯管在脱模过程中出现错位现象,有利于保证弯管的质量。
18.优选的,所述夹紧座靠近所述活动杆的一侧开设有卡接槽,所述活动杆的一端固定有卡接凸块,所述卡接凸块相适配卡接在所述卡接槽内。
19.通过采用上述技术方案,卡接凸块相适配卡接在卡接槽内,可以提高活动杆与夹紧座之间的拆装效率,并且,卡接槽的开口方向与活动杆的运动方向处于垂直状态,能够起到减少活动杆在运动过程中脱出夹紧座的作用,进而保证了活动杆与夹紧座之间的连接稳定性。
20.优选的,所述滑动底座有若干个,所述夹紧座的中部设置有锁定杆,所述锁定杆穿出所述夹紧座的一端滑动连接在相邻两所述滑动底座之间。
21.通过采用上述技术方案,当夹紧座在滑动底座上滑动时,锁定杆穿出夹紧座的一端滑动连接在相邻两滑动底座之间,能够为夹紧座提供导向、定向的作用,保证夹紧座做直线运动,以便减少夹紧座出现错位现象,一定程度上有利于保证弯管的质量。
22.优选的,所述锁定杆包括:设置在所述夹紧座中部的锁紧杆体;固定在所述锁紧杆体顶端的抵接压块;以及装配在所述夹紧座与所述抵接压块之间的锁紧件。
23.通过采用上述技术方案,在锁紧件的作用下,可以把抵接压块固定在夹紧座上,从而可以轻松地把锁紧杆体装配在夹紧座上。
24.优选的,所述小行位镶件的中部设置有水路。
25.通过采用上述技术方案,水路的设置可以确保弯管的冷却温度,以提高弯管的冷却效率,弯管经过冷却定型后,整体的体积会收缩变小,弯管与小行位镶件之间、弯管与大行位镶件之间形成间隙,有利于弯管进行抽芯脱模。
26.综上所述,本技术包括以下至少一种有益技术效果:
27.1、在定位安装组件的作用下,可以控制定位键的位置,当定位键的顶端滑入在大行位镶件内时,定位键不能构成小行位镶件的运动障碍,驱动夹紧座,可以带动小行位镶件做远离弯管的运动,即,单独驱动小行位镶件与弯管进行分离,当小行位镶件运动到距离后,通过向上滑动定位键,使定位键同时锁定在大行位镶件、小行位镶件内,继续驱动夹紧座,使小行位镶件、大行位镶件可以同时做相同距离的步进,通过对弯管进行二次抽芯的工序,可以减少大行位镶件、小行位镶件在弯管内卡死现象的出现,同时,有利于保证大行位镶件与小行位镶件的运动顺序正确性,使得弯管在脱模过程中不易出现错位现象,进而可以保证弯管的生产质量;
28.2、卡接凸块相适配卡接在卡接槽内,可以提高活动杆与夹紧座之间的拆装效率,并且,卡接槽的开口方向与活动杆的运动方向处于垂直状态,能够起到减少活动杆在运动过程中脱出夹紧座的作用,进而保证了活动杆与夹紧座之间的连接稳定性。
附图说明
29.图1是本技术实施例中弯管的整体结构示意图。
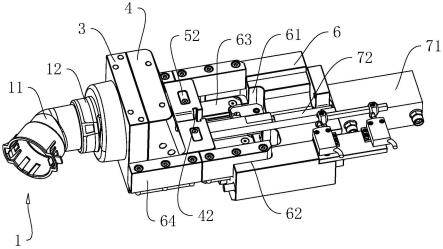
30.图2是本技术实施例中侧抽镶件组与弯管的配合示意图。
31.图3是图2的爆炸图。
32.图4是图2的剖视图。
33.图5是侧抽镶件组的运动状态示意图。
34.附图标记说明:1、弯管;11、弯管本体;12、锁紧凸缘;2、小行位镶件;3、大行位镶件;4、夹紧座;41、容置槽;42、卡接槽;5、锁定杆;51、锁紧杆体;52、抵接压块;6、行位导向座;61、安装槽;62、限位槽;63、滑动底座;64、行位导向条;71、驱动油缸;72、活动杆;721、卡接凸块;8、定位键;91、键槽;92、定位安装块;921、抵接槽;93、插槽;10、水路。
具体实施方式
35.为了使本技术的目的、技术方案以及有益效果更加清楚明白,以下结合附图1-5以及实施例,对本技术作进一步详细说明。
36.本技术实施例公开二次行位抽内芯时外侧大行位定位的结构。
37.参照图1和图2,二次行位抽内芯时外侧大行位定位的结构,包括有侧抽镶件组,侧抽镶件组包括有小行位镶件2、大行位镶件3、以及夹紧座4,夹紧座4安装在大行位镶件3的一侧,夹紧座4与大行位镶件3之间正对布设,在夹紧座4的中部开设有容置槽41(参照图3),
小行位镶件2装配在容置槽41内,对应地,在大行位镶件3的中部设置有通槽,小行位镶件2远离夹紧座4的一端伸出大行位镶件3外,弯管1设置在小行位镶件2的端部。
38.具体地,弯管1包括有弯管本体11和锁紧凸缘12,锁紧凸缘12固定在弯管本体11的外壁,大行位镶件3包括有锁紧部,锁紧部抵接在弯管本体11于锁紧凸缘12之间,弯管本体11的内侧壁抵接在小行位镶件2的外壁,可以为弯管1提供定型的作用,为了便于对弯管1与侧抽镶件组进行分离,在弯管1与小行位镶件2相接触的部分、弯管1与大行位镶件3相接触的部分均涂抹有脱模剂,以减少分离过程中出现粘模、卡死现象。
39.参照图3和图4,在大行位镶件3的侧壁活动安装有定位键8,在本技术实施例中,定位键8为矩形键,定位键8的长度尺寸大于大行位镶件3的壁厚,具体地,在大行位镶件3的底部安装有定位安装块92,定位安装块92为矩形块,定位安装块92与大行位镶件3相抵接,在定位安装块92的顶面开设有抵接槽921,抵接槽921为弧形槽,对应地,在大行位镶件3的侧壁贯穿开设有键槽91,定位键8滑动设置在键槽91内,小行位镶件2靠近定位键8的位置处开设有插槽93(参照图5),抵接槽921与插槽93的形状大小相一致,抵接槽921、键槽91、插槽93的中心轴线处于同一直线上,使得定位键8的延伸方向与小行位镶件2的运动方向相垂直。
40.当定位键8向下滑动、并与抵接槽921相抵接时,定位键8锁定在大行位镶件3与定位安装块92之间,可以用于对大行位镶件3的位置进行锁定,此时,可以单独驱动小行位镶件2,反之,参照图5,当定位键8向上滑动、并与插槽93相抵接时,定位键8锁定在大行位镶件3与小行位镶件2之间,通过驱动夹紧座4,使小行位镶件2、大行位镶件3可以同时做相同距离的步进,有利于保证大行位镶件3与小行位镶件2的运动顺序正确性。
41.为了提高弯管1的脱模效率,参照图2和图3,在夹紧座4远离大行位镶件3的一侧设置有行位导向座6,具体地,行位导向座6的中部开设有安装槽61,此外,在安装槽61的顶面设置有滑动底座63,滑动底座63与行位导向座6之间采用螺栓连接的方式相固定,滑动底座63的数量视情况而定,在本技术实施例中,若干个滑动底座63平行、并列布设在行位导向座6的安装槽61内,并使相邻两个滑动底座63之间形成有导槽,滑动底座63远离行位导向座6的一端伸出导向行位座外。
42.对应地,在夹紧座4的中部设置有锁定杆5,锁定杆5包括有锁紧杆体51和抵接压块52,其中,抵接压块52为矩形块体,抵接压块52与锁紧杆体51之间一体成型,抵接压块52固定在锁紧杆体51的顶端,抵接压块52的底壁与夹紧座4相抵接,并且,抵接压块52采用螺栓连接的方式相固定,锁紧杆体51为圆形杆体,锁紧杆体51的底端穿出夹紧座4外,并使锁紧杆体51伸出夹紧座4外的部分滑动连接在导槽内,并使锁定杆5的侧面呈“t”字型,进而完成锁定杆5与夹紧座4之间的装配,利用锁定杆5带动夹紧座4在滑动底座63上进行滑动,使夹紧座4在运动过程中保持在同一条直线上。
43.更具体地,参照图3和图4,行位导向座6沿夹紧座4运动方向的两侧壁上对称开设限位槽62,两条限位槽62对称设置在行位导向座6靠近安装槽61的两侧处,限位槽62上安装有行位导向条64,行位导向条64的中部设置有锁定螺钉,行位导向条64通过锁定螺钉与行位导向座6相固定,行位导向条64远离行位导向座6的一端伸出行位导向座6外,当夹紧座4在滑动底座63上进行滑动时,行位导向条64可以为夹紧座4提供限位、定位的作用,使得夹紧座4不易脱离原来的运动轨迹,有利于保证弯管1脱模过程中的质量。
44.在夹紧座4的中部设置活动杆72,行位导向座6远离夹紧座4一端的驱动油缸71,活
动杆72的一端与驱动油缸71的输出端相装配、另一端与夹紧座4相装配,具体地,夹紧座4靠近活动杆72的一侧开设有卡接槽42,活动杆72的一端固定有卡接凸块721,卡接凸块721相适配卡接在卡接槽42内,在本技术实施例中,卡接槽42为十字通槽,活动杆72自上而下卡接在卡接槽42内,使活动杆72的延伸方向与夹紧座4的运动方向相一致。
45.在驱动油缸71的作用下,活动杆72可以带动夹紧座4沿滑动底座63进行滑动,使夹紧座4可以带动小行位镶件2脱离弯管1、或带动小行位镶件2和大行位镶件3同时脱离弯管1,提高了侧抽镶件组与弯管1之间的分离效率。
46.为了进一步提高弯管1的脱模质量,在小行位镶件2的中部设置有穿孔,在穿孔的中部设置有水路10,可以对弯管1进行冷却定型,使小行位镶件2和大行位镶件3可以轻松地与弯管1进行分离,有利于保证弯管1的脱模质量。
47.本技术实施例二次行位抽内芯时外侧大行位定位的结构的实施原理为:
48.先向下滑动定位键8,使定位键8与抵接槽921相抵接,在驱动油缸71的作用下,活动杆72可以带动夹紧座4沿滑动底座63进行滑动,锁紧杆体51伸出夹紧座4外的部分与导槽相滑动,可以单独驱动小行位镶件2,即,小行位镶件2从弯管1的内部脱出。
49.然后,向上滑动定位键8,使定位键8与插槽93相抵接,在驱动油缸71的作用下,小行位镶件2、大行位镶件3可以同时做相同距离的步进,即,小行位镶件2和大行位镶件3同时脱离弯管1,有利于保证大行位镶件3与小行位镶件2的运动顺序正确性。
50.以上均为本技术的较佳实施例,本实施例仅是对本技术做出的解释,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1