注塑机开合模液压系统的制作方法
1.本实用新型涉及注塑机技术领域,尤其涉及一种注塑机开合模液压系统。
背景技术:
2.注塑机开合模液压系统为用于控制注塑机的开合模动作的结构,同时,在注塑机开合模液压系统中设置高速比例方向阀来控制移模在需要停止运动时精确停住,也即使移模刹车。
3.然而,由于高速比例调节阀价格昂贵,供货周期长,不利于企业降本和扩大生产,而且移模油缸由活塞将油腔分割为有杆腔和无杆腔,有杆腔和无杆腔两者的进出油量相差较大,而高速比例调节阀进回油比例为1:1,需对比例调节阀进行结构改造,操作繁琐,而且难度大,进一步增加了成本。
技术实现要素:
4.为了克服现有技术的不足,本实用新型的目的在于提供一种注塑机开合模液压系统,其能够降低成本及能够利于企业扩大生产。
5.本实用新型的目的采用如下技术方案实现:
6.注塑机开合模液压系统,包括移模油缸、三位四通方向阀、二通插装阀、比例溢流阀、总进油口及总回油口;
7.所述三位四通方向阀的第一工作油口和所述移模油缸的有杆腔连通,所述三位四通方向阀的第二工作油口和所述移模油缸的无杆腔连通,所述三位四通方向阀的进油口和所述总进油口连通;
8.所述二通插装阀的进油口和所述三位四通方向阀的出油口连通,所述二通插装阀的出油口和所述回油口连通;
9.所述比例溢流阀的进油口和所述二通插装阀的控制油口连通,所述比例溢流阀的出油口和所述回油口连通,所述比例溢流阀用于对所述二通插装阀进行压力控制。
10.进一步地,所述三位四通方向阀为液控阀。
11.进一步地,所述三位四通方向阀为电磁阀或气动阀。
12.进一步地,所述二通插装阀为电磁阀。
13.进一步地,所述二通插装阀为液控阀或气动阀。
14.进一步地,所述比例溢流阀为电磁阀。
15.进一步地,所述比例溢流阀为液控阀或气动阀。
16.相比现有技术,本实用新型的有益效果在于:
17.本实用新型的注塑机开合模液压系统,通过在三位四通方向阀的出油口和总回油口之间设置插装阀和比例溢流阀,也即在本液压系统的回油主路上设置插装阀和比例溢流阀来充当刹车阀组,在开合模过程中,通过比例溢流阀控制插装阀的压力而可实现给本液压系统提供回油背压压力,也即实现给移模油缸提供惯性运动的阻力,使得移模油缸尽快
停止动作,达到快速平稳刹车的目的,此结构中,背压压力是通过比例溢流阀来控制的,一来比例溢流阀响应快,二来背压压力可调并可编程,使背压压力可以由小到大,使得作用在移模油缸上的阻力呈渐变效果,动作更平稳,避免阻力来的突然造成移模动作冲击、顿挫,从而可减少振动,同时,此结构可通过调整背压压力及插装阀通径即可适用于不同吨位、不同流量速度要求的锁模机构,适用范围更广,且调整难度低,另外,插装阀和比例溢流阀的结合设置成本相对高速比例方向阀更低,交货周期也更短,因而可降低成本及方便企业扩大生产,另外,本液压系统整体结构简单,利于进一步降低成本,同时,具有优良的工作可靠性。
附图说明
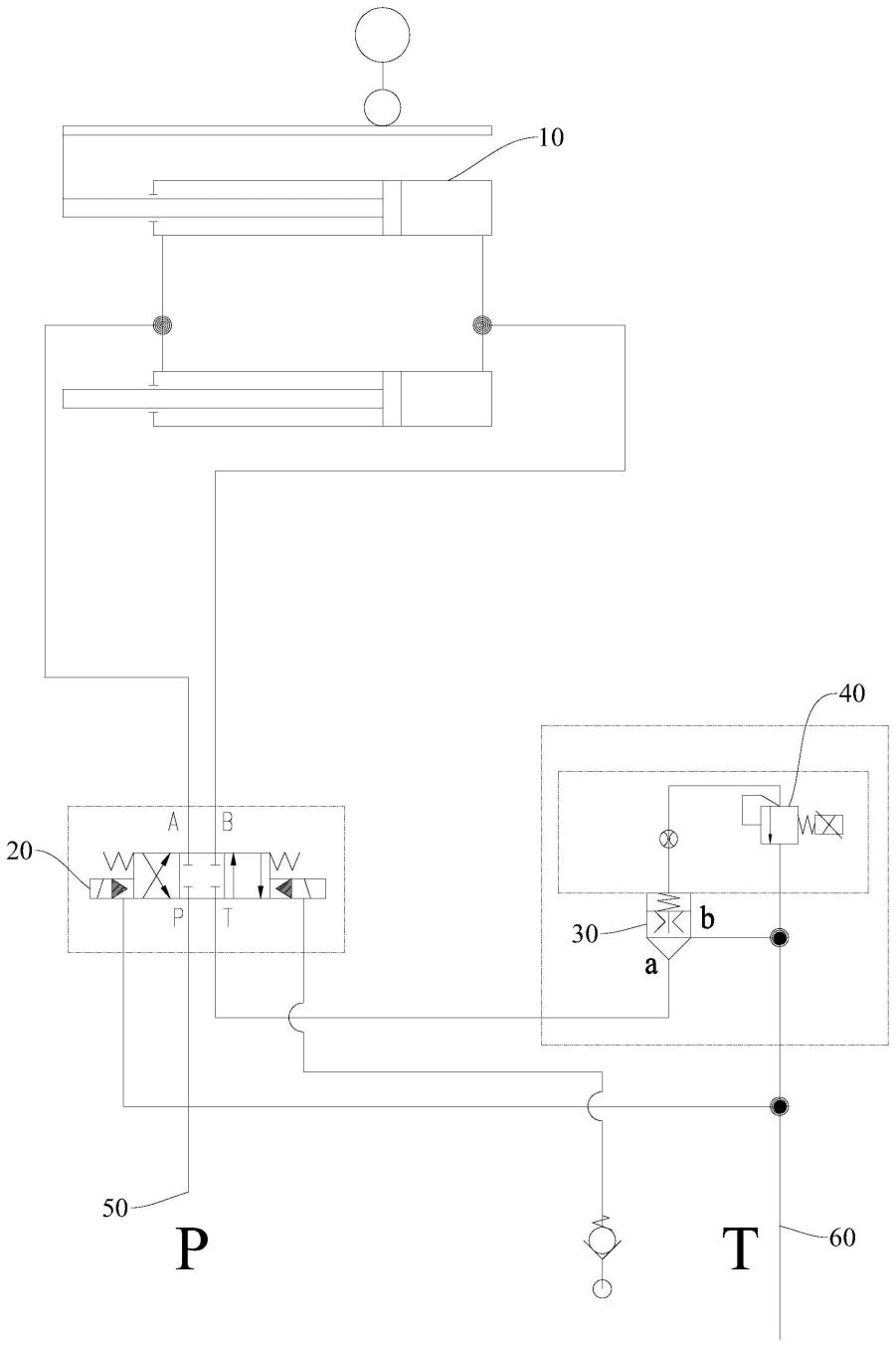
18.图1为本实用新型的注塑机开合模液压系统的结构示意图。
19.图中:10、移模油缸;20、三位四通方向阀;30、二通插装阀;40、比例溢流阀;50、总进油口;60、总回油口。
具体实施方式
20.下面,结合附图以及具体实施方式,对本实用新型做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
21.参见图1,示出了本实用新型一较佳实施例的一种注塑机开合模液压系统,包括移模油缸10、三位四通方向阀20、二通插装阀30、比例溢流阀40、总进油口50及总回油口60;三位四通方向阀20的第一工作油口和移模油缸10的有杆腔连通,三位四通方向阀20的第二工作油口和移模油缸10的无杆腔连通,三位四通方向阀20的进油口和总进油口50连通;二通插装阀30的进油口和三位四通方向阀20的出油口连通,二通插装阀30的出油口和回油口连通;比例溢流阀40的进油口和二通插装阀30的控制油口连通,比例溢流阀40的出油口和回油口连通,比例溢流阀40用于对二通插装阀30进行压力控制。
22.本实用新型的注塑机开合模液压系统,通过在三位四通方向阀20的出油口和总回油口60之间设置插装阀和比例溢流阀40,也即在本液压系统的回油主路上设置插装阀和比例溢流阀40来充当刹车阀组,在开合模过程中,通过比例溢流阀40控制插装阀的压力而可实现给本液压系统提供回油背压压力,也即实现给移模油缸10提供惯性运动的阻力,使得移模油缸10尽快停止动作,达到快速平稳刹车的目的,此结构中,背压压力是通过比例溢流阀40来控制的,一来比例溢流阀40响应快,二来背压压力可调并可编程,使背压压力可以由小到大,使得作用在移模油缸10上的阻力呈渐变效果,动作更平稳,避免阻力来的突然造成移模动作冲击、顿挫,从而可减少振动,同时,此结构可通过调整背压压力及插装阀通径即可适用于不同吨位、不同流量速度要求的锁模机构,适用范围更广,且调整难度低,另外,插装阀和比例溢流阀40的结合设置成本相对高速比例方向阀更低,交货周期也更短,因而可降低成本及方便企业扩大生产,另外,本液压系统整体结构简单,利于进一步降低成本,同时,具有优良的工作可靠性。
23.如图1,使总进油口50和外部供油系统连通,使总回油口60和外部油箱连通,本实用新型的注塑机开合模液压系统的工作原理如下:
24.开模:
25.三位四通方向阀20的右侧电磁铁得电,插装阀的进油口(也即插装阀的a口)和出油口(也即插装阀的b口)连通,总进油口50端提供的油液经过三位四通方向阀20的进油口(也即三位四通方向阀20的p口)进入三位四通方向阀20的第一工作油口(也即三位四通方向阀20的a口),继而进入移模油缸10的有杆腔,推动移动油缸的活塞杆顶退,继而推动移模油缸10的无杆腔中的油液从三位四通方向阀20的第二工作油口(也即三位四通方向阀20的b口)进入三位四通方向阀20的出油口(也即三位四通方向阀20的t口),此油液经过插装阀而回流至油箱,完成开模动作;
26.合模:
27.三位四通方向阀20的左侧电磁铁得电,插装阀的进油口(也即插装阀的a口)和出油口(也即插装阀的b口)连通,总进油口50端提供的油液经过三位四通方向阀20的进油口(也即三位四通方向阀20的p口)进入三位四通方向阀20的第二工作油口(也即三位四通方向阀20的b口),继而进入移模油缸10的无杆腔,推动移动油缸的活塞杆顶进,继而推动移模油缸10的有杆腔中的油液从三位四通方向阀20的第一工作油口(也即三位四通方向阀20的a口)进入三位四通方向阀20的出油口(也即三位四通方向阀20的t口),此油液经过插装阀而回流至油箱,完成合模动作。
28.开模动作和合模动作的回油即三位四通方向阀20的回油均经过插装阀即插装阀的进油口到出油口再回到油箱,插装阀打开的压力大小由比例溢流阀40控制,控制回油从插装阀的进油口进入插装阀阀芯中的阻尼孔,再从插装阀的控制油口进入比例溢流阀40,比例溢流阀40的溢流压力就是插装阀打开的压力。
29.在本实施例中,三位四通方向阀20为液控阀。当然,在其他实施例中,三位四通方向阀20为电磁阀或气动阀。
30.在本实施例中,二通插装阀30为电磁阀。在其他实施例中,二通插装阀30为液控阀或气动阀。
31.在本实施例中,比例溢流阀40为电磁阀。在其他实施例中,比例溢流阀40为液控阀或气动阀。
32.上述实施方式仅为本实用新型的优选实施方式,不能以此来限定本实用新型保护的范围,本领域的技术人员在本实用新型的基础上所做的任何非实质性的变化及替换均属于本实用新型所要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1