一种注塑模具进胶结构和注塑模具的制作方法
1.本实用新型涉及模具领域,尤其涉及一种注塑模具进胶结构和注塑模具。
背景技术:
2.注塑模具是一种生产塑胶制品的工具,目前,针对包含多个部件且对产能需求不大的产品,常采用一个塑胶模具来同时注塑多个部件,此时,由于各部件的体积不同,用于注塑多个部件的多个注塑腔的容易也不同;然而,在注塑时多个注塑腔通过同一个进胶口注入注塑胶,此时,容积小的注塑腔较快填满,填满的注塑腔在等待其他注塑腔填充时,仍存在注塑胶持续向容积小的注塑腔内注入,容易出现填充过载而导致注塑出来部件存在毛边和尺寸变大等问题。
技术实现要素:
3.为了克服现有技术的不足,本实用新型的目的在于提供的一种注塑模具进胶结构和注塑模具,其均能够降低注塑出的部件出现毛边和尺寸变大等问题的可能。
4.本实用新型的目的采用如下技术方案实现:
5.一种注塑模具进胶结构,包括模具主体,所述模具主体设置有进胶口、第一注塑腔、第一出胶口、第一进胶流道、第二注塑腔、第二出胶口和第二进胶流道;其中:
6.所述进胶口与外界连通;
7.所述第一出胶口与所述第一注塑腔连通,并通过所述第一进胶流道与所述进胶口连通;
8.第二出胶口与所述第二注塑腔连通,并通过所述第二进胶流道与所述进胶口连通;
9.所述第一注塑腔的容积大于第二注塑腔的容积;
10.所述第一进胶流道的长度小于所述第二进胶流道的长度。
11.进一步地,所述第一出胶口的数量多于所述第二出胶口的数量。
12.进一步地,所述第二进胶流道处设置有节流阀。
13.进一步地,所述第二进胶流道包括彼此连通的第一段和第二段;所述节流阀包括设置有所述第二段的节流块;所述节流块可活动地设置在所述模具主体上,并在活动时能够调节所述第一段和所述第二段的连通面积。
14.进一步地,所述节流块上开设有调节槽,所述节流阀还包括锁定螺钉,所述锁定螺钉的杆部可与所述调节槽相对活动地穿过所述调节槽并与所述模具主体螺接,且所述锁定螺钉通过其头部将所述节流块抵紧在所述模具主体上。
15.进一步地,所述调节槽的槽壁还设置有限位面,所述锁定螺钉的头部的底面与所述限位面相抵。
16.进一步地,所述节流块可沿直线活动地设置在所述模具主体上。
17.进一步地,所述模具主体上还设置有第三注塑腔、第三进胶流道以及与所述第三
注塑腔连通的第三出胶口;所述第三出胶口通过所述第三进胶流道与所述进胶口连通;所述第三注塑腔的容积大于所述第二注塑腔并小于所述第一注塑腔;所述第三进胶流道的长度大于第一进胶流道的长度小于,且小于第二进胶流道的长度。
18.本实用新型的目的还采用如下技术方案实现:
19.一种注塑模具,包括上述的注塑模具进胶结构。
20.相比现有技术,本实用新型的有益效果在于:
21.本实用新型的注塑模具进胶结构的第一注塑腔的容积大于第二注塑腔,且第一进胶流道的长度小于所述第二进胶流道的长度,如此,在通过进胶口注入注塑胶时,注塑胶进入第二注塑腔的时长将大于进入第一注塑腔的时长,如此,延长第二注塑胶填满的时间,以缩短或补偿第一注塑腔和第二注塑腔填满的时间差,从而降低第二注塑腔出现填充过载的可能,进而降低第二注塑腔所注塑的部件出现毛边和尺寸变大等问题的可能。
22.本实用新型的注塑模具,由于包括上述的注塑模具进胶结构,而能够降低第二注塑腔所注塑的部件出现毛边和尺寸变大等问题的可能。
附图说明
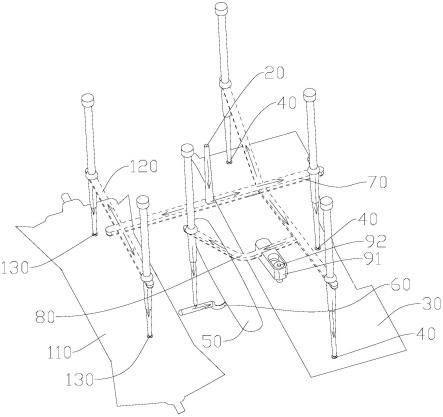
23.图1为本实用新型注塑模具进胶结构的结构示意图(省去模具本体);
24.图2为本实用新型注塑模具进胶结构的结构示意图;
25.图3为本实用新型图2中局部a的结构放大图;
26.图4为本实用新型节流阀的结构示意图。
27.图中:10、模具主体;20、进胶口;30、第一注塑腔;40、第一出胶口;50、第二注塑腔;60、第二出胶口;70、第一进胶流道;80、第二进胶流道;81、第二段;82、第一段;90、节流阀;91、节流块;92、锁定螺钉;93、调节槽;100、限位面;110、第三注塑腔;120、第三进胶流道;130、第三出胶口。
具体实施方式
28.请参看图1至图4,本实用新型公开了一种注塑模具进胶结构,包括模具主体10,模具主体10设置有进胶口20、第一注塑腔30、第一出胶口40、第一进胶流道70、第二注塑腔50、第二出胶口60和第二进胶流道80;进胶口20与外界连通;第一出胶口40与第一注塑腔30连通,并通过第一进胶流道70与进胶口20连通;第二出胶口60与第二注塑腔50连通,并通过第二进胶流道80与进胶口20连通;第一注塑腔30的容积大于第二注塑腔50的容积;第一进胶流道70的长度小于第二进胶流道80的长度;使用时,通过进胶口20导入注塑胶,此时,注塑胶在第二进胶流道80流动的时长将大于在第一进胶流道70流动的时长,如此,延长第二注塑胶填满的时间,以缩短或补偿第一注塑腔30和第二注塑腔50填满的时间差,从而降低第二注塑腔50出现填充过载的可能,进而降低第二注塑腔50所注塑的部件出现毛边和尺寸变大等问题的可能。
29.本实施例中,第一出胶口40的数量多于第二出胶口60的数量,这样,第一注塑腔30通过多于第二进胶口20数量的第一进胶口20同时进胶,能够提高注塑胶进入第一注塑腔30的效率,进一步缩短第一注塑胶填满的时长,以进一步缩短或补偿第一注塑腔30和第二注塑腔50填满的时间差。
30.本实施例的第二进胶流道80处设置有节流阀90,此时,还可通过节流阀90来控制第二进胶流道80的进胶流速,以更灵活地调整第二注塑腔50填满时长,满足实际使用过程中产生的时间差的缩短或补偿,使用更灵活。
31.本实施例的第二进胶流道80包括彼此连通的第一段82和第二段81;可以理解地是,第一段82和第二段81的其中一者与进胶口20连通,剩余一者与第二出胶口60连通;节流阀90包括设置有第二段81的节流块91;节流块91可活动地设置在模具主体10上,并在活动时能够调节第一段82和第二段81的连通面积,可以理解地是,通过活动节流块91,可改变第二段81和第一段82相对端口的重叠面积,从而调节第一段82和第二段81的连通面积;此时,通过改变第一段82和第二段81的连通面积时则改变注塑胶在第一段82和第二段81之间流动时的可流动的空间,从而可达到改变注塑胶流速的效果,操作便捷。
32.本实施例的节流块91可沿直线活动地设置在模具主体10上,如此,通过沿直线调节该节流块91可实现节流块91的活动,结构简单易实现。
33.本实施例的节流块91上开设有调节槽93,节流阀90还包括锁定螺钉92,锁定螺钉92的杆部可与调节槽93相对活动地穿过调节槽93并与模具主体10螺接,且锁定螺钉92通过其头部将节流块91抵紧在模具主体10上;这样,通过旋紧改锁定螺钉92,能够固定住节流块91,在旋松锁定螺钉92时,可调节该节流块91,简化操作;同时,调节螺钉的杆部还可对节流块91的运动进行导引,提高节流块91运动稳定性。
34.本实施例的调节槽93的槽壁还设置有限位面100,锁定螺钉92的头部的底面与限位面100相抵;这样,在旋紧锁定螺钉92过程中,当锁定螺钉92的头部的底面与限位面100相抵时,则可得知旋紧已到位,避免旋紧过度造成节流块91等的挤压损坏。
35.本实施例的模具主体10上还设置有第三注塑腔110、第三进胶流道120以及与第三注塑腔110连通的第三出胶口130;第三出胶口130通过第三进胶流道120与进胶口20连通,以实现更多部件的同时注塑;具体地,第三注塑腔110的容积大于第二注塑腔50并小于第一注塑腔30;第三进胶流道120的长度大于第一进胶流道70的长度小于,且小于第二进胶流道80的长度;由此,平衡第一注塑腔30、第二注塑腔50和第三注塑腔110填满时长。
36.上述实施方式仅为本实用新型的优选实施方式,不能以此来限定本实用新型保护的范围,本领域的技术人员在本实用新型的基础上所做的任何非实质性的变化及替换均属于本实用新型所要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1