四面抽芯式专用注塑模具的制作方法
1.本实用新型涉及注塑模具领域,尤其是涉及一种四面抽芯作业的四面抽芯式专用注塑模具。
背景技术:
2.加工如图1所示的产品时,利用注塑四面抽芯式专用注塑模具实现对产品的一次性注塑成型,所述注塑四面抽芯式专用注塑模具需要设计四面抽芯结构,实现对产品结构进行有效且准确的加工。针对如图1的产品,现有如图2所示的注塑四面抽芯式专用注塑模具中,四面抽芯加工所用的滑块b均为一体式块体,因产品具有凸台a致使滑块具有薄壁处,长时间使用致使薄壁处弯折,甚至损坏,需要更换整个滑块,直接提升加工成本。
3.因此,如何改进现有注塑四面抽芯式专用注塑模具的结构,达到降低维修成本的目的是本领域技术人员需要解决的技术问题之一。
技术实现要素:
4.为解决上述现有技术中存在的技术问题,本实用新型的目的在于提供一种能够避免滑块破损、方便更换的四面抽芯式专用注塑模具。
5.为实现上述目的,本实用新型采用以下技术方案:
6.一种四面抽芯式专用注塑模具,其包括动模组、静模组及模芯,其中:
7.所述模芯包括动模芯及静模芯,所述动模芯周侧装配有第一滑块组、第二滑块组,所述第一、第二滑块组均由静模组驱动进行抽芯位移;
8.所述第二滑块组包括对称分布的两个滑块,每个滑块靠近动模芯中心的一端设置镶块;
9.两个所述镶块分别抵于动模芯的凸台两侧。
10.进一步优选的:两个所述镶块分别为第一镶块及第二镶块,其中:
11.所述第一镶块呈l形状,其嵌入至滑块的装配槽内,其远离滑块的一端具有抵压段,该抵压段的端处抵于所述凸台的一侧面;
12.所述第二镶块通过螺钉锁固于另一滑块上。
13.进一步优选的:两个所述镶块与凸台之间具有高度差。
14.进一步优选的:所述凸台高于两个所述镶块设置。
15.进一步优选的:所述第一滑块组包括两个对称分布的抽芯滑块,所述两个抽芯滑块分别抵于所述动模芯的两个相对侧面上。
16.进一步优选的:所述静模组包括两个驱动滑块组,两个驱动滑块组对应所述第一、第二滑块组设置。
17.进一步优选的:每个所述驱动滑块组包括两个对称分布的驱动块,所述驱动块具有驱动斜面;
18.所述驱动斜面由静模组的中心朝动模组的边沿方向倾斜设置。
19.进一步优选的:所述动模芯上开设顶针让位孔。
20.采用上述技术方案后,本实用新型与背景技术相比,具有如下优点:
21.1、本实用新型设计第一滑块组、第二滑块组,且第二滑块组中两个滑块分别装配第一、第二镶块,获得分体式的结构,第一、第二镶块均可便捷拆卸的装配于两个滑块上,当第一、第二镶块损坏或损伤时,更换第一、第二镶块即可,从而降低修改成本,解决现有技术中存在的技术问题;
22.2、本实用新型中所述第一镶块通过插接装配于对应的滑块上,第二镶块通过螺钉锁固于对应滑块上,利用不同的装配方式分别对两个镶块可拆卸的固定,在确保产品注塑成型精确度的同时,确保了便捷维修的目的。
附图说明
23.图1是产品结构示意图;
24.图2是现有四面抽芯式注塑模具结构示意图;
25.图3是本实用新型实施例中所述四面抽芯式专用注塑模具的示意图;
26.图4是本实用新型实施例中所述动模组的结构立体示意图;
27.图5是图3结构剖面图;
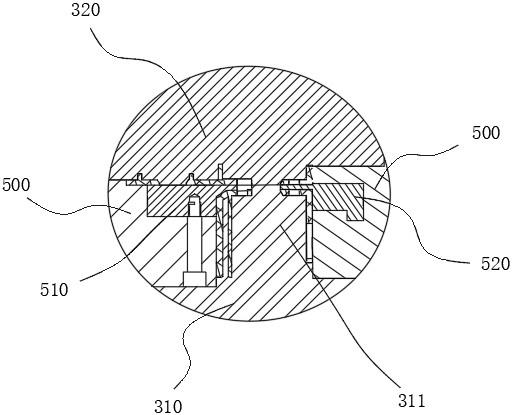
28.图6是图5中q处结构放大图;
29.图7是本实用新型实施例中所述滑块与第一镶块装配后的结构立体示意图;
30.图8是本实用新型实施例中所述滑块与第二镶块装配后的结构立体示意图。
31.说明书附图3至图8的标记说明如下:
32.100、动模组,110、动模镶板,111、驱动块,200、静模组,210、静模镶板,310、动模芯,320、静模芯,311、凸台,400、抽芯滑块,500、滑块,510、第一镶块,520、第二镶块。
具体实施方式
33.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
34.在本实用新型中需要说明的是,术语“上”“下”“左”“右”“竖直”“水平”“内”“外”等均为基于附图所示的方位或位置关系,仅仅是为了便于描述本实用新型和简化描述,而不是指示或暗示本实用新型的装置或元件必须具有特定的方位,因此不能理解为对本实用新型的限制。
35.实施例
36.一种四面抽芯式专用注塑模具,其包括动模组100、静模组200及模芯。
37.结合图3至图8所示,所述静模组200包括依次叠设并连接的顶板、固定板及静模镶板210,所述静模镶板210背向所述顶板的侧面开设凹槽,该静模镶板210为矩形板体。所述静模镶板210开设凹槽的侧面固定两个驱动滑块组,每个驱动滑块组包括两个对称分布区的驱动块111,即:所述静模镶板210上固定四个驱动块111,两两一组,每一个驱动滑块组内的两驱动块111对称分布;需要说明的是:四个所述驱动块111沿静模镶板210的四个边沿设置。
38.具体的说:结合图3及图4所示,每个所述驱动块111具有驱动斜面;所述驱动斜面是静模组200的中心朝动模组100的边沿方向的斜面,即:静模镶板210远离或靠近所述动模组100实现分、合模运动,以带动所述驱动块111同时运动。
39.结合图3至图8所示,所述动模组100包括底板、顶针机构及动模镶板110,所述顶针机构装配于底板之上,所述动模镶板110装配于顶针机构之上,该动模镶板110底板的一侧开设凹槽,所述顶针机构包括顶针板组及顶针,顶针板组上装配顶针,所述顶针穿过动模镶板110上开设的通孔,所述通孔开设于所述凹槽的底板。
40.结合图3至图8所示,所述模芯包括动模芯310及静模芯320,所述静模芯320上开设成型槽,静模芯320装配于静模组200中静模镶板210的凹槽内,所述动模芯310上开设成型槽,动模芯310装配于动模组100中动模镶板110的凹槽内,且动、静模芯320的成型槽相互扣合,构成一产品成型腔。需要说明的是:所述动模芯310上开设顶针让位孔,以允许所述顶针穿过所述顶针让位孔伸入至动模芯310内,实现对注塑成型后产品的定出,达到产品完全脱模的目的。
41.具体的说:所述动模芯310包括底部、四个立柱及一个凸台311,所述底部为矩形板状体,其四角处设置四个立柱,凸台311位于所述底板之上;所述四个立柱与底板之间具有空腔,该空腔为所述凹槽。所述凸台311呈条形状,该凸台311位于所述动模芯310的凹槽内。
42.结合图3至图8所示,所述动模芯310四周装配有第一滑块组、第二滑块组,所述第一、第二滑块组均由静模组200驱动进行抽芯位移。具体的说:所述第一滑块组包括两个对称分布的抽芯滑块400,所述两个抽芯滑块400分别抵于所述动模芯310的两个相对侧面上,所述第二滑块组包括对称分布的两个滑块500,所述两个滑块500对称的分布于所述凸台311的两侧。也就是说:所述静模芯320的四周均设置块体,其中两个对称的块体为所述抽芯滑块400,另外两个对称的块体为所述滑块500。
43.结合图3至图8所示,所述两个滑块500靠近动模芯310中心的一端均设置镶块,两个所述镶块分别抵于动模芯310的凸台311两侧,两个所述镶块与凸台311之间具有高度差。所述凸台311高于两个所述镶块设置,以满足产品的成型需求。两个所述镶块分别为第一镶块510及第二镶块520,所述第一镶块510呈l形状,其嵌入至一滑块500l形的装配槽内,其远离滑块500的一端具有抵压段,该抵压段的端处抵于所述凸台311的一侧面上;所述第二镶块520通过螺钉锁固于另一滑块500上。
44.更详细的说:结合图5至图8所示,所述第一镶块510包括一体连接的本体及所述抵压段,所述本体呈l形状,对应第一镶块510的滑块500的端处开设l形装配槽,所述本体插装入所述l形装配槽内,所述抵压段伸出于滑块500外,并朝向动模芯310的中心设置,所述抵压段为一板状部,其厚度小于所述本体的厚度,且远离所述本体的端面抵压于所述凸台311的对应侧面上,需要注意的是:所述本体与抵压段的连接处具有90度的夹角;所述第二镶块520为l形状块体,其朝向动模组100的一侧开设螺孔,对应第二镶块520的滑块500朝向静模组200的一侧具有内凹面,该内凹面上穿设螺钉,所述第二镶块520放置于所述内凹面处,在利用螺钉与螺孔配合,实现对第二镶块520的固定,需要注意的是:所述第二镶块520的转角处朝向所述动模组100一侧,该转角处设置45度倒角。
45.需要注意的是:结合图5至图8所示,所述第一镶块510及第二镶块520均伸入至所述静模芯320开设的凹槽内,并分别与凸台311配合相连;两个所述镶块与凸台之间具有高
度差,所述凸台高于两个所述镶块设置,从而加工如图1所示产品的a处凹槽,当利用第一镶块510及第二镶块520与凸台配合加工时,根据产品中a出厚度不同以及a处是否存在凹槽,仅仅需要调整第一镶块510及第二镶块520的尺寸及厚度即可,也就是说调整第一镶块510及第二镶块520相对于凸台的高度差即可,从而扩宽注塑模具在如图1所示产品中的加工适用范围。
46.结合图3至图8所示,两个驱动滑块组分别对应所述第一、第二滑块组设置。一个驱动块111组中的驱动块111与第一滑块组中的抽芯滑块400连接并联动,具体的说:所述驱动块111的驱动斜面上开设燕尾槽,所述抽芯滑块400远离静模芯320中心的一侧具有燕尾凸条,抽芯滑块400通过燕尾凸条与驱动块111上燕尾槽插接相连,再利用驱动斜面驱动所述抽芯滑块400进行抽芯滑动位移。另一个驱动块111组中的驱动块111与第二滑块组中的滑块500连接并联动,具体的说:所述驱动块111的驱动斜面上开设燕尾槽,所述滑块500远离静模芯320中心的一侧具有燕尾凸条,滑块500通过燕尾凸条与驱动块111上燕尾槽插接相连,再利用驱动斜面驱动所述滑块500进行抽芯滑动位移,进而驱动所述第一、第二镶块520相对分离。
47.上述四面抽芯式专用注塑模具中,动、静模组200相对分离或靠近实现分、合模,从而达到产品脱模以及产品注塑的目的,所述静模组200驱动四个所述驱动块111,进而推动抽芯滑块400及滑动分别进行抽芯位移,所述滑块500带动镶块抽芯,实现产品的脱模。
48.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应该以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1