一种薄膜柔性电池压合模具及应用该模具的热压压合治具的制作方法
1.本技术涉及薄膜柔性电池的领域,尤其是涉及一种薄膜柔性电池压合模具及应用该模具的热压压合治具。
背景技术:
2.目前薄膜柔性电池的应用越来越广泛,市场对与薄膜电池的需求也越来越大,薄膜柔性电池需要将正负极压合在一起,电池粘在背胶上,两块背胶压合制成薄膜柔性电池。
3.在将背胶压合时,有可能会将空气一起压入背胶内,电池会在空气中进行氧化反应,氧气过多会降低电池的反应转换率,使电池内电压下降,对此情况有待进一步改善。
技术实现要素:
4.为了尽可能地排出薄膜柔性电池内的空气,本技术提供一种薄膜柔性电池压合模具及应用该模具的热压压合治具。
5.第一方面,本技术提供的一种薄膜柔性电池压合模具,采用如下的技术方案:
6.一种薄膜柔性电池压合模具,包括上模板、用于与所述上模板压合的下模板,所述上模板靠所述下模板一侧设置有凹槽,所述凹槽的槽底设置有多个第一泡棉块,所述第一泡棉块的厚度大于所述凹槽的深度,所述下模板靠近所述上模板一侧设置有与所述凹槽槽底同样大小的凸面,所述凸面上设置有数量与所述第一泡棉块数量相同第二泡棉块,所述第一泡棉块与对应所述第二泡棉块沿竖直方向对齐。
7.通过采用上述技术方案,第二泡棉块将薄膜柔性电池的背胶顶起来,上模板下压时,第一泡棉块先接触到薄膜柔性电池背胶被顶起来的部分,第一泡棉块将薄膜柔性电池背胶从下模板顶起来的部分向四周挤压,有效地将薄膜柔性电池背胶中部的空气向四周排出。
8.可选的,所述下模板靠近所述上模板一侧且位于所述凸面周侧设置有多个定位针,所述上模板靠近所述下模板一侧且位于所述凹槽槽口周侧设置有用于嵌入所述所述定位针的定位孔。
9.通过采用上述技术方案,薄膜柔性电池背胶上开设有两个圆孔,薄膜柔性电池背胶上的圆孔套设在定位针上,定位针对薄膜柔性电池起到固定作用,定位针能够防止防止电池背胶偏移,上模板下压时,定位针嵌入定位孔,使上压板与下压板能够对齐压合,有效提升了两块背胶压合的精度。
10.可选的,所述第二泡棉块周侧设置有缓冲垫。
11.通过采用上述技术方案,在压合薄膜的过程中,上模板在行程上会出现一些误差,缓冲垫能够防止上模板对下模板过度挤压,将薄膜柔性电池压坏,同时减少了上模具与下模具的挤压,提升了模具的使用寿命。
12.可选的,所述缓冲垫沿竖直方向上的厚度小于所述第二泡棉块沿竖直方向上的厚度。
13.通过采用上述技术方案,上压板下压时,第一泡棉块能与第二泡棉块先接触,然后进行充分挤压,随后上模板再与缓冲垫接触,从而进一步提升挤出薄膜柔性电池背胶内空气的效果。
14.第二方面,本技术提供的一种热压压合治具,采用如下的技术方案:
15.一种热压压合治具,包括机座以及所述的一种薄膜柔性电池压合模具,所述机座上端设置有工作台,所述工作台上设置有下压板,所述机座上端面两侧分别设置有支撑板,两个所述支撑板分别位于所述工作台两侧,所述支撑板与所述机座上端面垂直,两个所述支撑板之间设置有固定板,所述固定板与所述下压板平行,所述固定板位于所述支撑板远离所述下压板的一端,所述固定板远离所述下压板一侧设置有气缸,所述气缸的活塞杆靠近所述下压板的一端穿出所述固定板,所述活塞杆远离所述固定板一端固定有动力板,所述动力板与所述下压板平行,所述动力板靠近所述下压板一侧设置有上压板,所述上压板与所述下压板平行,所述上压板靠近所述下压板一侧设置有第一卡槽,所述下压板靠近所述上压板一侧设置有与所述第一卡槽沿竖直方向对准的第二卡槽,所述上模板远离所述凹槽的一侧与所述第一卡槽的槽底抵接,所述下模板远离所述凸面的一侧与所述第二卡槽的槽底抵接。
16.通过采用上述技术方案,气缸能够控制活塞杆带动动力板向下运动,动力板带动上压板向下移动,上压板的第一卡槽能够安装上模板,下压板的第二卡槽能够安装下模板,从而上压板能够带动上面板对下模板进行挤压,上压板与下压板压合的力度比人工压合力度更加均匀,进一步提升对薄膜柔性电池的压合的效果,有效将背胶内的空气从中部挤压出来。
17.可选的,所述动力板为矩形板,所述动力板四角分别设置有导向筒,所述导向筒内滑动设置有导柱,所述导柱贯穿所述固定板,所述导柱靠近所述固定板的一端与所述固定板固定连接,所述导柱靠近所述工作台的一端与所述工作台固定连接。
18.通过采用上述技术方案,在上压板上设置导向筒,能够让上压板沿着导柱上下移动,使上压板与下压板稳定精密的压合,使薄膜柔性电池的背胶在压合时,不会因为上压板的压力不稳定造成背胶发生位移。
19.可选的,所述第一卡槽槽底设置有用于加热所述上模板的第一加热板,所述第二卡槽槽底设置有用于加热所述下模板的第二加热板。
20.通过采用上述技术方案,第一发热板能够加热上模板,第二发热板能够夹热下模板,在压合时背胶被加热,使背胶更加具有粘着性,使两片背胶更加容易粘合,提升柔性薄膜电池的密封性,防止柔性电池内的电解液从背胶溢出。
21.可选的,所述固定板上设置有光电保护器。
22.通过采用上述技术方案,光电保护器发出红外线,能够形成一片危险感应区,当机器工作时人不小心误入危险感应区时会遮挡光电保护器发出的红外线,从而光电保护器发送信号给控制台,控制台停止设备运行,对人起到保护作用。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.上模板设置有第一泡棉块、下模板设置有第二泡棉块,将薄膜柔性电池的两片背胶置于第一泡棉块上,第一泡棉块与第二泡棉块相互挤压,挤压过程中能够将两片背胶中的空气向四周排出;
25.2.上压板设置有第一卡槽,下压板设置有第二卡槽,上模板设置在第一卡槽内,下模板设置在第二卡槽内,通过上压板与下压板压合能够充分排出薄膜柔性电池内的空气,使薄膜柔性电池的背胶压合的更加紧密;
26.3.第一卡槽槽底设置有第一加热板,第二卡槽槽底设置有第二加热板,第一加热板能够加热上模板,第二加热板能够加热下模板,上模板与下模板压合时,薄膜柔性电池的背胶会被加热,从而增强薄膜柔性电池背胶的粘着性,薄膜柔性电池的背胶能够更好的粘合在一起,防止电池液溢出。
附图说明
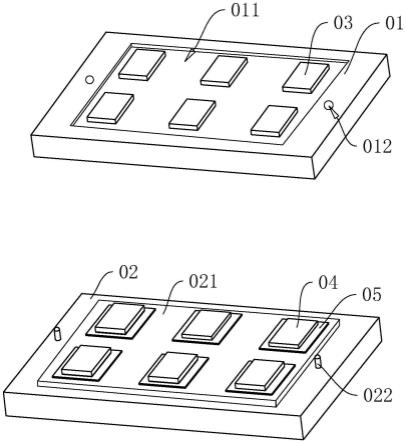
27.图1是本技术实施例一种薄膜柔性电池压合模具的整体结构示意图;
28.图2是本技术实施例一种薄膜柔性电池压合模具的工作原理示意图;
29.图3是本技术实施例一种热压压合治具的整体结构示意图;
30.图4是本技术实施例一种热压压合治具的上压板与下压板的剖面图。
31.附图标记说明:
32.01、上模板;011、凹槽;012、定位孔;02、下模板;021、凸面;022、定位针;03、第一泡棉块;04、第二泡棉块;05、缓冲垫;06、机座;07、工作台;08、支撑板;09、固定板;10、气缸;101、活塞杆;11、动力板;111、导向筒;112、导柱;12、上压板;121、第一卡槽;13、下压板;131、第二卡槽;14、光电保护器;15、控制箱;16、第一加热板;17、第二加热板。
具体实施方式
33.以下对本技术做出进一步详细说明。
34.第一方面,本技术实施例公开的一种薄膜柔性电池压合模具,参照图1与图2,一种薄膜柔性电池压合模具,包括上模板01、用于与上模板01压合的下模板02,上模板01靠近下模板02一侧形成有凹槽011,凹槽011的槽底粘贴有多个第一泡棉块03,第一泡棉块03的厚度大于凹槽011的深度,下模板02靠近上模板01的一侧形成有凸面021,凸面021上粘贴有与第一泡棉块03数量相同的第二泡棉块04,在本技术实施例中,第一泡棉块03、第二泡棉块04均设置为六块,第一泡棉块03与对应第二泡棉块04在竖直方向上对齐,一块第一泡棉块03与对应的一块第二泡棉块04挤压一块薄膜柔性电池(图中未示出),第一泡棉块03、第二泡棉块04均具有一定的弹性,第一泡棉块03与第二泡棉块04能够防止薄膜柔性电池在挤压过程中受到的压力过大,第一泡棉块03、第二泡棉块04对电池具有保护作用。
35.参照图1与图2,下模板02在靠近上模板01的一侧且位于凸面021的周侧固定有多个定位针022,本技术实施例中定位针022设置为两个,在薄膜柔性电池压合前,两块背胶之间有多个柔性薄膜电池,压合完毕后对背胶进行裁剪产生多个薄膜柔性电池,在压合时,背胶上开设有两个圆孔,背胶的圆孔套设在定位针022上,从而定位针022对背胶起到定位作用,上模板01在泡棉块同一侧开设有多个定位孔012,本技术实施例中定位孔012设置为两个,上模板01与下模板02压合时,定位针022嵌入定位孔012中,使上压板12与下压板13对齐,在压合过程中,薄膜柔性电池能够稳定在上压板12与下压板13之间,降低薄膜柔性电池偏移的可能性。
36.参照图1与图2,凸面021上环绕第二泡棉块04黏贴有缓冲垫05,在本技术实施例
中,缓冲垫05采用橡胶垫,缓冲垫05沿竖直方向的厚度比第二泡棉块04竖直方向上的厚度小,当上模板01与下模板02压合时,第一泡棉块03与第二泡棉块04充分挤压后,缓冲垫05再与凹槽011的槽底接触,上模板01压合时,行程可能会出现一定误差,缓冲垫05能够对误差进行弥补,对上模板01起到一定缓冲作用,从而使背胶受力更均匀、平整的粘合在一起,同时对上模板01与下模板02起到保护作用。
37.本技术实施例一种薄膜柔性电池压合模具的实施原理为:上模板01上粘贴有第一泡棉块03,下模板02上粘贴有第二泡棉块04,将柔性薄膜电池背胶上的圆孔套设在定位针022上对背胶进行定位,背胶被第二泡棉块04顶起,上模板01开设有定位孔012,下模板02固定有定位针022,上模板01下压时,定位针022嵌入定位孔012中,上模板01与下模板02相互固定,上模板01与下模板02压合时,第一泡棉块03先接触到背胶被第二泡棉块04顶起来的部分,第一泡棉块03与第二泡棉块04挤压,从而将薄膜柔性电池中部的空气向四周挤出。
38.第二方面,本技术实施例公开的一种热压压合治具,参照图3,一种热压压合治具,包括机座06以及薄膜柔性电池压合模具,工作台07上表面固定有下压板13,机座06上端面固定有两块支撑板08,支撑板08位于下压板13两侧,支撑板08与机座06上端面垂直,支撑板08上固定有光电保护器14,光电保护器14能够在人触碰到危险区域时控制热压压合治具进行工作状态进行中断,对人起到保护作用。
39.参照图3,在两块支撑板08之间固定有一块固定板09,固定板09与下压板13平行,固定板09在支撑板08远离下压板13的一端,固定板09远离下压板13一侧安装有气缸10,本技术实施例中,安装有四个气缸10,气缸10的活塞杆101穿过固定板09,活塞杆101远离固定板09一端固定连接有一块动力板11,动力板11靠近下压板13一侧固定有上压板12,动力板11的四角安装有导向筒111,导向筒111内滑动设置有导柱112,活塞杆101带动动力板11沿导柱112在竖直方向运动,动力板11带动上压板12沿竖直方向移动,导柱112能够动力板11保持平衡,从而动力板11下压时对上压板12产生的压力均匀,在机座06平行于支撑板08的一侧臂上还安装有控制箱15,控制箱15用来控制治具的工作。
40.参照图4,上压板12靠近下压板13一侧开设有第一卡槽121,第一卡槽121槽底固定安装有第一加热板16,第一卡槽121内卡节有上模板01,第一加热板16靠近下压板13一侧与上模板01远离第一泡棉块03的一侧抵接,第一加热板16在压合薄膜柔性电池时提前加热上模板01,下压板13靠近上压板12一侧开设有第二卡槽131,第二卡槽131的槽底固定安装有第二加热板17,第二卡槽131内还卡接有下模板02,第二加热板17靠近第一加热板16一侧与下模板02远离上模板01一侧抵接,在压合薄柔性电池时,第二加热板17能够加热下模板02,压合薄膜柔性电池固定在下模板02靠近上模板01一侧,从而柔性薄膜电池的背胶被下模板02加热,从而使薄膜柔性电池背胶更具粘着性,使压合的薄膜柔性电池的背胶密封性更好。
41.本技术实施例热压压合治具的实施原理为:支撑板08之间固定有固定板09,固定板09上固定有气缸10,气缸10控制活塞杆101的运动,活塞杆101带动动力板11沿着导柱112上下运动,动力板11带动上压板12上下运动,上压板12靠近下压板13一侧开设有第一卡槽121,第一卡槽121槽底的第一加热板16将上模板01加热,下压板13靠近上压板12一侧开设有第二卡槽131,第二卡槽131槽底的第二加热板17将下模板02加热;在压合柔性薄膜电池时,在下模板02上固定好需要压合的薄膜柔性电池背胶,气缸10控制活塞杆101向下运动,动力板11带动上压板12向下运动,上压板12带动上模板01向下运动与下模板02压合,上模
板01与下模板02压合将薄膜柔性电池背胶内的空气挤出,背胶被加热从而使背胶更具粘着性,从而使压合的背胶密封性更好,活塞杆101上升带动动力板11上升,动力板11带动上压板12上升,上模板01与下模板02分离,最终完成对薄膜柔性电池的压合。
42.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1