一种防水材料加工模压机的制作方法
1.本实用新型涉及模压机技术领域,具体为一种防水材料加工模压机。
背景技术:
2.模压机是一种通过液压系统带动上、下模体闭合,对置于下模体内塑胶颗粒闭合进行热压,使其成为指定形状的固体材料的成型装置。
3.防水材料是一种由防水塑胶颗粒制成的材料,在制成防水材料时就需借助模压机通过进行上述操作来形成。
4.目前为了让防水塑胶颗粒在模压机上成型后能够方便脱离拿出,需在模压机的上、下模体上由人工喷涂上脱模剂,但因需要人工喷涂脱模剂,容易在长时间不间断的工作中,出现因疏忽忘记喷涂脱模剂的情况出现。
技术实现要素:
5.有鉴于此,本实用新型的目的在于提出一种在加工制成防水材料前具有代替人工喷涂脱模剂的模压机。
6.基于上述目的,本实用新型提供了一种防水材料加工模压机,包括柜体,所述柜体的顶部设置有下模体,所述下模体顶端的四个边角处均设置有导向杆,四个所述导向杆的顶端共同连接有顶板,且外部共同套设有上模体,所述顶板的顶端设置有多个液压装置,多个所述液压装置均与上模体连接,还包括两个直线模组、喷涂件和输送部件,两个所述直线模组固定在上模体的顶部,所述喷涂件设置在两个直线模组之间的一侧,所述输送部件设置在柜体内,且输送端穿过柜体与喷涂件连接,两个直线模组带动喷涂件移动在下模体与上模体之间。
7.作为本实用新型的一种优选技术方案,四个所述导向杆的外部均套设有直线轴承,四个所述直线轴承嵌设在上模体四个边角处的通孔内,多个所述液压装置的活塞杆均穿过顶板与上模体的顶部连接,所述柜体内部的上半部分安装有液压控制站,多个所述液压装置均与液压控制站连接。
8.作为本实用新型的一种优选技术方案,所述下模体呈方形向下凹进形状,所述上模体的底端呈方形向下凸起形状,所述下模体与上模体适配。
9.作为本实用新型的一种优选技术方案,所述喷涂件由支撑架、集中管和多个喷头组成,所述支撑架的一端分别与两个直线模组的滑座连接,所述集中管固定在支撑架的另一端,多个所述喷头安装在集中管的外部。
10.作为本实用新型的一种优选技术方案,所述支撑架呈u型状,多个所述喷头分别以上下镜像排列固定在集中管的外部。
11.作为本实用新型的一种优选技术方案,所述输送部件由脱模剂储存罐、泵体和软管,所述泵体的输入口设置有连接管,所述连接管的一端与脱模剂储存罐的出口连接,所述软管的一端与泵体输出口连接,另一端与集中管一端的接口连接。
12.本实用新型的有益效果是:该种防水材料加工模压机,由于在上模体上设置了直线模组并在其一侧连接了喷涂件,这样在热压成型下模体内的塑胶颗粒前,直线模组带动喷涂件往复移动在上、下模体之间,代替人工完成对上、下模体上喷涂脱模剂的操作,且喷涂效果好,有效避免因忘记喷涂脱模剂造成脱模困难的现象出现。
附图说明
13.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
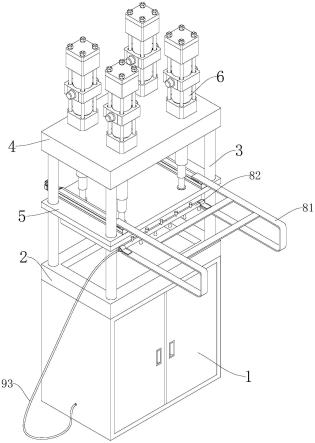
14.图1是本实用新型一种防水材料加工模压机的整体立体结构示意图;
15.图2是本实用新型一种防水材料加工模压机的直线模组和喷涂件连接的立体结构示意图;
16.图3是本实用新型一种防水材料加工模压机的输送部件立体结构示意图。
17.图中:1、柜体;2、下模体;3、导向杆;4、顶板;5、上模体;6、液压装置;7、直线模组;8、喷涂件;81、支撑架;82、集中管;83、喷头;9、输送部件;91、脱模剂储存罐;92、泵体;93、软管。
具体实施方式
18.以下结合附图对本实用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
19.实施例:如图1-图3所示,本实用新型一种防水材料加工模压机,包括柜体1,柜体1的顶部设置有下模体2,下模体2顶端的四个边角处均设置有导向杆3,四个导向杆3的顶端共同连接有顶板4,且外部共同套设有上模体5,顶板4的顶端设置有多个液压装置6,多个液压装置6均与上模体5连接,还包括两个直线模组7、喷涂件8和输送部件9,两个直线模组7固定在上模体5的顶部,喷涂件8设置在两个直线模组7之间的一侧,输送部件9设置在柜体1内,且输送端穿过柜体1与喷涂件8连接,两个直线模组7带动喷涂件8移动在下模体2与上模体5之间。
20.喷涂件8由支撑架81、集中管82和多个喷头83组成,支撑架81的一端分别与两个直线模组7的滑座连接,集中管82固定在支撑架81的另一端,多个喷头83安装在集中管82的外部;输送部件9由脱模剂储存罐91、泵体92和软管93,泵体92的输入口设置有连接管,连接管的一端与脱模剂储存罐91的出口连接,软管93的一端与泵体92输出口连接,另一端与集中管82一端的接口连接。
21.在模压成型防水材料前,需要对上模体5和下模体2的外表面喷涂上一层脱模剂,这样做的好处在于:呈热压在下模体2内的防水材料能不与下模体2紧密贴合,从而方便将成型的防水材料从下模体2上脱离取出。
22.此压膜机的喷涂脱模剂步骤省去人工来完成,具体步骤如下:开启泵体92工作,让泵体92通过连接管向一侧的脱模剂储存罐91内抽取脱模剂液体,再由软管93输出排送到集中管82的内,再由集中管82上的多个喷头93喷出,同时两个直线模组7共同带动支撑架81移动,由于集中管82固定在支撑架81的一端,从而让支撑架81带动集中管82移动在上模体5和下模体2之间,让喷头83喷出的脱模剂液体喷涂在上模体5和下模体2外部,喷涂完毕,支撑
架81带动集中管82移动在上模体5的一侧,也不会影响上模体5与下模体2闭合。
23.下模体2呈方形向下凹进形状,将制成防水材料所需防水塑胶颗粒均匀倒入下模体2的内凹区域内。
24.四个导向杆3的外部均套设有直线轴承,四个直线轴承嵌设在上模体5四个边角处的通孔内,多个液压装置6的活塞杆均穿过顶板4与上模体5的顶部连接,柜体1内部的上半部分安装有液压控制站,多个液压装置6均与液压控制站连接;上模体5的底端呈方形向下凸起形状,下模体2与上模体5适配。
25.开启多个液压装置6工作,液压装置6的活塞杆则推动顶端连接的上模体5向下移动,让上模体5通过其边角处的直线轴承在导向杆3外向下滑动,直至上模体5与下模体2吻合,在开启下模体2内的加热装置工作,实现对下模体2内塑胶颗粒进行热压,等待一段时间候,颗粒加热融化并充满在下模体2与上模体5之间的缝隙内,冷却后形成片状防水材料。
26.在本实用新型的描述中,需要说明的是,术语“竖直”、“上”、“下”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
27.在本实用新型的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
28.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1