一种笔记本外壳热压加工用治具的制作方法
1.本实用新型属于笔记本电脑零部件加工技术领域,具体涉及一种笔记本外壳热压加工用治具。
背景技术:
2.笔记本外壳加工时,通常将铝件(如铝合金或铝镁合金)与塑件(如abs 或pc+abs等)用胶水(通常为丙烯酸类ab结构胶)粘合在一起。热压过程中,由于铝件会形成有倒扣,为了避免装配产品时倒扣干涉,通常用一个定平台和一个动平台拼合成用于装载产品的加工平台。由于动平台会移动,如果移动位置有偏差,会造成塑件无法拼合成完整边框,热压后容易出现产品扭曲不美观的情况,影响产品的良品率。因此设计出热压加工时使用,又能保障动平台每一次加工移动都能到达要求位置,以确保所装载的塑件能够拼合完整的治具显得尤为重要。
技术实现要素:
3.针对现有技术存在的如果动平台移动位置不准确,塑件无法拼合成完整边框,热压加工后不良品较多的技术问题,本实用新型提供一种笔记本外壳热压加工用治具。
4.为了实现上述目的,本实用新型采用如下技术方案:
5.一种笔记本外壳热压加工用治具,包括上模组件以及设于所述上模组件下方的下模组件,所述下模组件包括支撑组件、设于所述支撑组件上方且表面具有第一仿形台的第一仿形板、设于所述第一仿形板一侧且表面具有第二仿形台的第二仿形板以及与所述第二仿形板连接以用于驱动所述第二仿形板朝靠近或者远离所述第一仿形板的方向移动的第一驱动机构,所述支撑组件上连接有用于限制所述第二仿形板移动位置的限位组件,所述支撑组件还连接有用于检测所述第二仿形板是否到位至要求位置的到位检测组件;所述到位检测组件包括与所述支撑组件连接的第二驱动机构、与所述第二驱动机构连接的检测插销以及与所述第二驱动机构连接的磁感应开关,当所述第二驱动机构驱动所述检测插销插入所述第一仿形板与所述第二仿形板之间的间隙中,所述磁感应开关发送信号至主控箱执行热压操作,如果所述检测插销无法插入间隙中,则所述第二仿形板并未到达要求位置,所述磁感应开关发出信号至主控箱停止执行热压操作。
6.进一步地,所述支撑组件包括与所述第一仿形板和所述第二仿形板底面连接的支撑板、设于所述支撑板下方且呈间隔分布的两个支块以及容置于两个所述支块之间的脱料板,所述脱料板顶面设有穿越所述第一仿形板以用于开模后将加工后的笔记本外壳顶出的顶料销。
7.进一步地,所述顶料销的顶面与所述第一仿形板的顶面处于同一水平线上。
8.进一步地,所述第一仿形板顶面两侧均设有嵌槽,每个所述嵌槽内均嵌设有用于吸附磁铁片的吸磁铁块。
9.进一步地,所述限位组件包括两个连接在所述支撑板顶面的竖直块,两个所述竖
直块与所述支撑板垂直连接,并沿所述第二仿形板横向的一侧呈相对间隔排布。
10.进一步地,所述第一仿形台和所述第二仿形台用于装配形状相适配的塑件,并通过多个插接的第一定位销用于将所述塑件锁定。
11.进一步地,所述第二仿形板与所述第一仿形板相配合用于将铝件装配在所述塑件上方,且在所述第二仿形板上也设有多个第二定位销用于将所述铝件锁定;所述第二仿形板的底面螺接有多个间隔布置的滑块,所述支撑板对应位置处设有与所述滑块滑动连接的滑轨。
12.进一步地,所述第二仿形板对应位置处设有位于所述竖直块一侧且用于避让所述竖直块的第一避让缺口,每个所述竖直块的另一相对侧均分布有一个所述第一驱动机构,所述第一驱动机构包括与所述支撑板外壁连接的安装板、设于所述安装板上的双轴气缸以及与所述双轴气缸输出端连接的连接块,所述连接块与所述第二仿形板连接,且在所述连接块的连接端面还设有一用于避让所述竖直块的第二避让缺口。
13.进一步地,第二驱动机构有两个并分别位于所述第一仿形板纵向的两侧。
14.进一步地,所述上模组件包括上模板以及固接在所述上模板下端面的仿形包胶层。
15.综上所述,本实用新型的有益效果是:通过与双轴气缸连接的磁感应开关来有效的检测检测插销是否有插入到第一仿形板和第二仿形板的间隙之中,以此来达到检测第二仿形板所装载的塑件是否移动到要求位置,确保塑件形成一个完整边框后再进行热压加工,提升产品的良品率。
附图说明
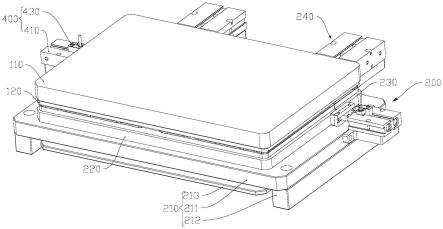
16.图1是本实用新型一种笔记本外壳热压加工用治具一实施方式的结构示意图。
17.图2是本实用新型中上模组件的结构示意图。
18.图3是本实用新型中下模组件的结构示意图。
19.图4是本实用新型中限位组件与第一避让缺口和第二避让缺口配合的结构示意图。
20.图5是本实用新型中下模组件装配有塑件的结构示意图。
21.图6是图5中装配有铝件的结构示意图。
22.图7是本实用新型中到位检测组件的结构示意图。
23.附图中各标号的含义为:
24.上模组件-100;上模板-110;仿形包胶层-120;上避让缺口-130;下模组件
ꢀ‑
200;支撑组件-210;支撑板-211;支块-212;脱料板-213;顶料销-2130;第一仿形板-220;第一仿形台-221;嵌槽-222;第二仿形板-230;第二仿形台-231;第一驱动机构-240;安装板-241;双轴气缸-242;连接块-243;第二避让缺口
ꢀ‑
2430;竖直块-300;到位检测组件-400;第二驱动机构-410;检测插销-420; 430-磁感应开关;塑件-500;第一定位销-510;铝件-600;第二定位销-610;磁铁片-700;螺栓孔-800。
具体实施方式
25.下面结合具体图示,进一步阐述本实用新型。
26.如图1所示,本实用新型提供一种笔记本外壳热压加工用治具,包括安装在热压机工作端上的上模组件100以及设于所述上模组件100下方的下模组件200。所述下模组件200包括支撑组件210、设于所述支撑组件210上方且表面具有第一仿形台221的第一仿形板220(定平台)、设于所述第一仿形板220 一侧且表面具有第二仿形台231的第二仿形板230(动平台)以及与所述第二仿形板230连接以用于驱动所述第二仿形板230朝靠近或者远离所述第一仿形板220的方向移动的第一驱动机构240。所述支撑组件210上连接有位于所述第二仿形板230与第一驱动机构240之间,用于限制所述第二仿形板230移动位置的限位组件。所述支撑组件210还连接有用于检测所述第二仿形板230是否到位至要求位置的到位检测组件400,如图7所示,所述到位检测组件400 包括与所述支撑组件210连接的第二驱动机构410、与所述第二驱动机构410 连接的检测插销420以及与所述第二驱动机构410连接的磁感应开关430。当所述第二驱动机构410驱动所述检测插销420插入所述第一仿形板220与所述第二仿形板230之间的间隙中,所述磁感应开关430发送第一信号至热压机主控箱执行热压操作。如果所述检测插销420无法插入间隙中,则所述第二仿形板230并未到达要求位置,所述磁感应开关430发出第二信号至主控箱,主控箱停止执行热压操作。
27.热压操作前,第一仿形台221和第二仿形台231装配有塑件500后,第一驱动机构240先带动第二仿形板230向第一仿形板220的方向移动,此过程中第一仿形板220和第二仿形板230之间的间距逐渐变小,用于承载产品的第一仿形板220和第二仿形板230不再干涉铝件600装配,可以顺利的将带有倒扣的铝件600装配在塑件500上方。完成装配后,第一驱动机构240带动第二仿形板230朝远离第一仿形板220的方向移动,第二仿形板230移动使得第一仿形板220和第二仿形板230距离逐渐增大后,第二仿形板230会在铝件600的内部撑紧铝件600。而限位组件设于第二仿形板230与第一驱动机构240之间,当第一驱动机构240驱动第二仿形板230朝远离第一仿形板220方向移动时,第二仿形板230与第二仿形板230之间的间距变大,第二仿形板230继续在增大间距的方向移动时,第二仿形板230会被限位组件阻止继续移动,直至第一仿形板和第二仿形件的间隙能够供检测插销420插入第一仿形板220和第二仿形板230的间隙之中,则表示第二仿形板230移动至要求位置,第一仿形台221 和第二仿形台231上的塑件500能够拼合成边框,磁感应开关430发送信号给热压机的主控箱,主控箱控制热压机的工作端向下热压加工。反之,如果第二仿形板230并未移动至要求位置,则不进行热压加工。到位检测组件400检测第二仿形板230是否移动到位,以保障塑件500拼合的完整性,确保所成型后的笔记本外壳无扭曲,成型美观,减少不良品的产生。
28.如图1和图2所示,所述上模组件100包括上模板110以及固接在所述上模板110下端面的仿形包胶层120,仿形包胶层120可以对铝件600进行保护,而且上模组件100在对应位置设有上避让缺口130用于避让限位组件。
29.所述支撑组件210包括与所述第一仿形板220和所述第二仿形板230底面连接的支撑板211、设于所述支撑板211下方且呈间隔分布的两个支块212以及容置于两个所述支块212之间的脱料板213,所述脱料板213顶面设有穿越所述第一仿形板220以用于开模后将加工后的笔记本外壳顶出的顶料销2130。所述顶料销2130的顶面与所述第一仿形板220的顶面处于同一水平线上。完成热压后,利用热压机上顶杆顶起脱料板213,设置在脱料板213上的顶料销2130 穿越而出顶起成型后的笔记本外壳,便于工作人员取出成型产品。
30.如图3所示,所述第一仿形板220顶面两侧均设有嵌槽222,每个所述嵌槽222内均
嵌设有用于吸附磁铁片700的吸磁铁块。将塑件500和铝件600热压加工的同时,还可以通过吸磁铁相吸附的原理,在嵌槽222中安装吸磁铁块吸附磁铁片700,热压加工同时可以将磁铁片700粘接在铝件600上。
31.如图5所示,所述第一仿形台221和所述第二仿形台231用于装配形状相适配的塑件500,并通过多个插接的第一定位销510用于将所述塑件500锁定。如图6所示,所述第二仿形板230与所述第一仿形板220相配合用于将铝件600 装配在所述塑件500上方,且在所述第二仿形板230上也设有多个第二定位销 610用于将所述铝件600锁定。固定两种需要热压加工的产品,避免位移生产出不良品。
32.所述第二仿形板230设有竖向贯穿第二仿形板230的多个螺栓孔800,通过螺栓孔800装配螺栓将多个间隔布置的滑块螺接在第二仿形板230的底面,所述支撑板211对应位置处设有与所述滑块滑动连接的滑轨。当滑块和滑轨装配后,一方面具有导向作用,另一方面有滑块与滑轨的辅助,第二仿形板230 移动更加顺滑畅通。
33.如图4所示,所述限位组件包括两个连接在所述支撑板211顶面的竖直块 300,两个所述竖直块300与所述支撑板211垂直连接,并沿所述第二仿形板 230横向的一侧呈相对间隔排布。所述第二仿形板230对应位置处设有位于所述竖直块300一侧且用于避让所述竖直块300的第一避让缺口,每个所述竖直块300的另一相对侧均分布有一个所述第一驱动机构240。所述第一驱动机构 240包括与所述支撑板211外壁连接的安装板241、设于所述安装板241上的双轴气缸242以及与所述双轴气缸242输出端连接的连接块243,所述连接块243 与所述第二仿形板230连接,且在所述连接块243的连接端面还设有一用于避让所述竖直块300的第二避让缺口2430。第二仿形板230在撑紧铝件600时,竖直块300与第一避让缺口接触后,用于在第二仿形板230和第一仿形板220 间距变大的行程上限制位置。而当双轴气缸242驱动连接块243带动第二仿形板230朝第一仿形板220的方向移动时,第二避让缺口2430与竖直块300接触,用于在第二仿形板230与第一仿形板220间距变小的行程上限制位置,竖直块 300可在第二仿形板230往返两个方向上做到限制移动位置。有竖直块300在间距变大的行程上限制位置,可做到避免出现第一仿形板220和第二仿形板230 间距无限大的情况,从而影响检测插销420的检测正确性。
34.第二驱动机构410有两个并分别位于所述第一仿形板220纵向的两侧,第二驱动机构410也是双轴气缸,同样通过安装板241连接在支撑板211外壁。到位检测组件400是对第二仿形板230行程的监控,避免出现第二仿形板230 还未到位至要求位置就开始进行压合,影响边框完整拼合,从而成型加工成型出扭曲不合格的笔记本外壳。
35.本治具,在限位组件以及铝件600倒扣能够共同限制第二仿形板230移动位置的前提下,第二仿形板230大概率出现的未到位情况是:第一仿形板220 和第二仿形板230之间间距太小,不足以让第二驱动机构410驱动检测插销420 插入两者的间隙之中。这样状态如果直接进行压合容易出现塑件500形成的边框与铝件600粘接扭曲,而通过与双轴气缸242连接的磁感应开关430来有效的检测检测插销420是否有插入到第一仿形板220和第二仿形板230的间隙之中,以此来达到检测第二仿形板230所装载的塑件500是否移动到要求位置,确保塑件500形成一个完整边框后再进行热压加工,提升产品的良品率。
36.以上仅为本实用新型的实施方式,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构,直接或间接运用在其他相关的技术领
域,均同理在本实用新型的专利保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1