膜片压弯装置的制作方法
本申请涉及一种膜片压弯装置,特别涉及一种通过气囊的充气状态以压弯膜片形成成型状态之膜片压弯装置。
背景技术:
1、一般而言,传统的膜片压弯装置,特别为应用于光学膜片的压弯装置,多为通过刚体结构的上下模部相互靠近,将夹于上下模部之间的膜片压弯。此设计虽简单,却存在一些质量问题,例如刚体夹压膜片的过程中,上下模部为同步刚体压制膜片,膜片变形时内部产生的应力或应变,被上下模部压制住,其中的高应力或应变易产生不平整或破坏,大幅地降低压弯后膜片的光学效能。
2、此外,传统的上下模部的间隙,是由提供上下模部中活动功能的伺服马达所控制。此控制一重要特点为伺服马达通过旋转角度控制、转换至上下模部间隙的控制。其缺点为合模时,即上下模部间隙很小时,线性尺寸的些微调整,会造成上下模部之间夹持力大幅度的变化。如此,彼此推挤的上下模部间隙中,线性尺寸的些微缩小,可能造成膜片受力过大而受损。此外,当来料有厚度不均的问题时,线性尺寸的控制方式,可能会造成膜片各处受力不均的状况更加严重。
3、有鉴于此,在压弯过程中避免膜片受损或不平整之膜片压弯装置,是十分重要的。
技术实现思路
1、为了解决上述技术问题,本申请的目的在于,提供一种膜片压弯装置,特别是通过气囊压弯膜片之膜片压弯装置。
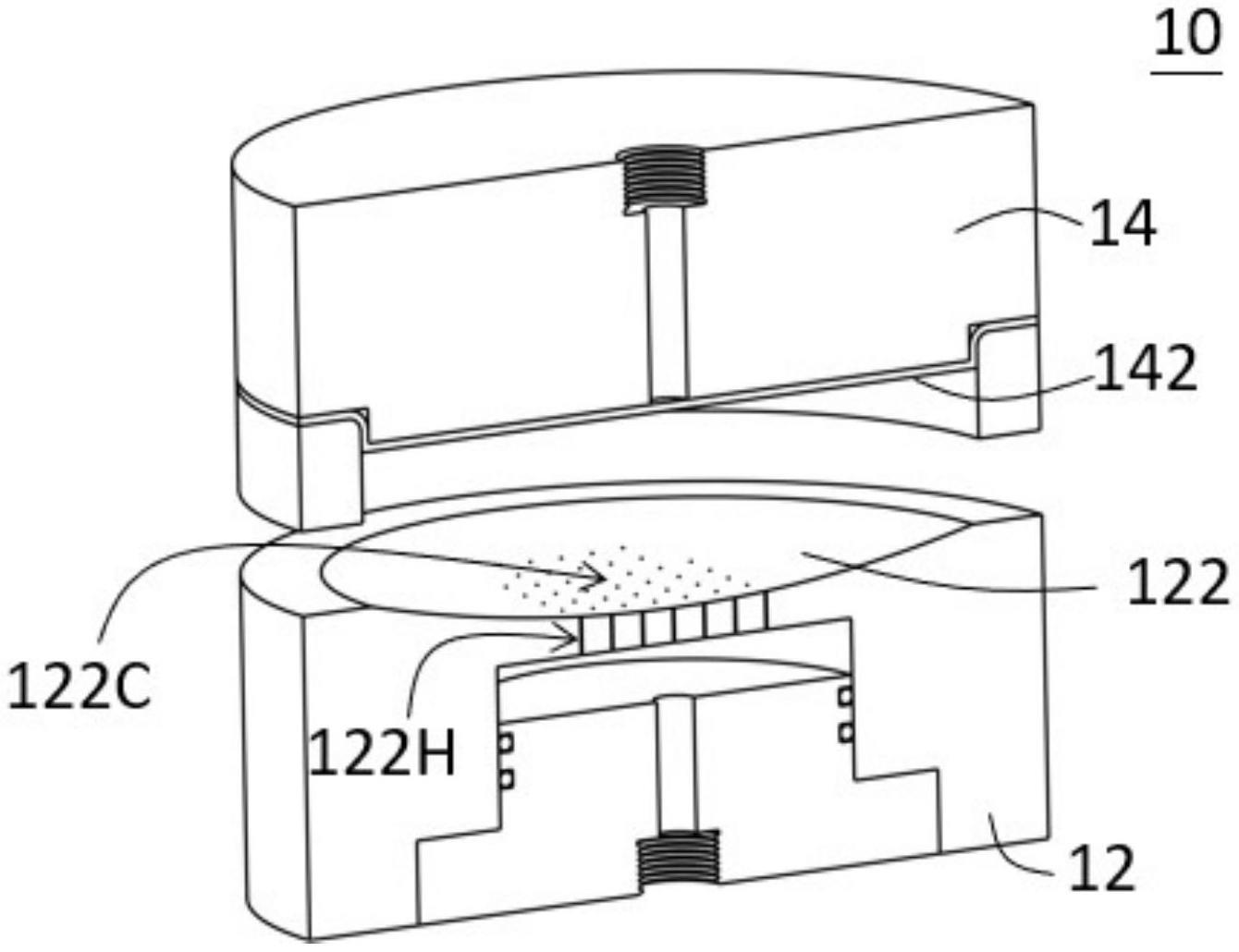
2、本申请的目的及解决其技术问题是采用以下技术方案来实现的。就其中一个观点,依据本申请提出的一种膜片压弯装置,膜片压弯装置包括:一下模部,具有对应于一膜片的压弯外型的曲面底部,曲面底部的中心部分包括多个真空抽气孔;以及一上模部,包括一气囊,气囊具有一充气状态,其中上模部与下模部进入合模状态,充气状态的气囊于压弯过程中抵压膜片于曲面底部上,膜片于抵压中产生对应于压弯外型的成型状态。一实施例中,抵压过程例如可通过温控、气囊内压力控制、以及气囊内流量控制中至少其一的辅助进行抵压。
3、本申请解决其技术问题还可采用以下技术措施进一步实现。
4、在本申请的一实施例中,气囊先抵压膜片于曲面底部的中心部分上,之后气囊从曲面底部的中心部分,沿膜片的径向,往外逐渐抵压膜片各部分于曲面底部上。
5、在本申请的一实施例中,充气状态的气囊通过一阶段性充气流量与压力控制,逐次抵压膜片于曲面底部上。
6、在本申请的一实施例中,充气状态中气囊以一可变形外型进行抵压膜片于曲面底部上,抵压过程中可变形外型与膜片的接触面积逐渐增加。
7、在本申请的一实施例中,当膜片的压弯外型的曲率较大、或膜片的应变梯度较高时,充气状态中气囊的可变形外型,朝向下模部先以较大面积抵压膜片一段距离。
8、在本申请的一实施例中,曲面底部上铺设有一软胶膜,软胶膜设有对应多个真空抽气孔的多个通孔。上模部与下模部合模时,下模部通过多个真空抽气孔与软胶膜的多个通孔,抽吸膜片与软胶膜之间的空气,吸附膜片于软胶膜上,以加强膜片吸附于曲面底部的效果,防止模片刮伤或划伤,又可辅助膜片达到压弯外型的成型效果。
9、在本申请的一实施例中,曲面底部具有一单一曲率外型的曲面外型、一球面外型的曲面外型或一多个曲率连续相接的曲面外型。
10、在本申请的一实施例中,压弯过程中下模部对膜片进行温度控制,藉以加强压弯外型的成型效果。一实施例中,在温度未达熟化温度前,先以低压预先抵压模片,当温度效应到达熟化状态时,再以较高压抵压模片治权贴制曲面底部。一实施例中,抵压过程中温度控制又可例如搭配气囊内压力控制、以及气囊内流量控制中至少其一,同步进行抵压。
11、在本申请的一实施例中,膜片具有厚度相同的膜片结构。
12、在本申请的一实施例中,气囊压弯膜片时,气囊与膜片之间未设置一硬质结构。
13、在本申请的一实施例中,成形后的膜片,可贴合于一镜片上。
14、在本申请的一实施例中,充气状态的气囊内气压介于0至2mpa。
技术特征:
1.一种膜片压弯装置,其特征在于,包括:
2.如权利要求1所述的膜片压弯装置,其特征在于,所述气囊抵压所述膜片于所述曲面底部的所述中心部分上,亦沿所述膜片的径向往外抵压所述膜片各部分于所述曲面底部上。
3.如权利要求1所述的膜片压弯装置,其特征在于,所述充气状态中所述气囊以一可变形外型进行抵压所述膜片于所述曲面底部上,所述抵压所述膜片的过程中所述可变形外型与所述膜片的接触面积逐渐增加。
4.如权利要求1所述的膜片压弯装置,其特征在于,所述充气状态中所述气囊具有一可变形外型,所述可变形外型抵压所述曲面底部的所述中心部分,亦沿所述膜片的径向往外抵压所述膜片各部分于所述曲面底部上。
5.如权利要求1所述的膜片压弯装置,其特征在于,所述充气状态的所述气囊通过一阶段性充气流量与压力控制,逐次调整所述膜片抵压于所述曲面底部上的接触面积。
6.如权利要求1所述的膜片压弯装置,其特征在于,所述曲面底部上铺设有一软胶膜,所述软胶膜设有对应所述多个真空抽气孔的多个通孔,所述上模部与所述下模部合模时,所述下模部通过所述多个真空抽气孔与所述多个通孔,抽吸所述膜片与所述软胶膜之间的空气,使所述膜片吸附于所述软胶膜上。
7.如权利要求1所述的膜片压弯装置,其特征在于,所述曲面底部具有一单一曲率外型的曲面外型、一球面外型的曲面外型或一多个曲率连续相接的曲面外型。
8.如权利要求1所述的膜片压弯装置,其特征在于,前述抵压所述膜片的过程中所述下模部对所述膜片进行温度控制。
9.如权利要求1所述的膜片压弯装置,其特征在于,所述膜片具有厚度相同的膜片结构。
10.如权利要求1所述的膜片压弯装置,其特征在于,所述充气状态的所述气囊内气压介于0至2mpa。
技术总结
本申请提供一种膜片压弯装置,所述膜片压弯装置包括:一下模部,具有对应于一膜片的压弯外型的曲面底部,曲面底部的中心部分包括多个真空抽气孔;以及一上模部,包括一气囊,气囊具有一充气状态,其中上模部与下模部的合模状态中,充气状态的气囊压弯膜片于曲面底部上,膜片于压弯中产生对应于压弯外型的成型状态。
技术研发人员:陈宇翔,陈盈志
受保护的技术使用者:厦门虹泰光学有限公司
技术研发日:20221121
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!