一种用于短纤维三维定向固化成型的装置及方法
本发明涉短纤维复合材料的固化成型领域,具体涉及一种用旋转电磁场辅助短纤维进行三维定向的装置及方法。
背景技术:
1、短纤维增强复合材料具有制造简单、易于成型、设计灵活和成本低廉等特点,成为广泛应用的一类复合材料。短纤维增强复合材料为众多行业带去机遇的同时也面临着新的要求,因此迫切需要一种能够高效调控材料性能的方法以适应不同的使用场景。
2、传统固化成型工艺中的短纤维在基质内随机分布,无法确定纤维的状态。因此,若能实现短纤维在固化成型中的定向排列,将为性能可控材料的制造提供一条有效途径。发明专利cn201710147932.2公开了一种可编程定向短纤维增强复合材料3d打印方法及装置,先用刮刀将短纤维均匀铺设在成型仓表面,然后利用永磁体对短纤维进行平面内的二维定向;发明专利cn201710264424.2公开了一种液体基质中短纤维定向组转3d打印方法及装置,在粉末床3d打印的基础上利用铺料时刮刀对短纤维的剪切作用实现了纤维的定向;发明专利cn201810184327.7公开了一种定向短纤维增强金属或陶瓷基复合材料3d打印方法,利用锥形头将熔融状态下的短纤维混合料按照指定路径进行挤出,借助挤出头内壁的剪切作用使得短纤维由无序状态变为有序状态。
3、综上所述,短纤维复合材料的定向装置或方法仍存在以下问题,具体的:
4、(1)无法实现短纤维在三维空间中的多角度定向
5、短纤维复合材料中的纤维大多是随机分布的,现已实现二维平面内的定向,但仍很难在三维空间中对其方向进行控制,这就限制了复合材料的可设计性和产品性能的提升。
6、(2)定向效果差、可控性低
7、挤出头、刮刀等定向的作用范围仅局限于平面内局部区域上的短纤维,并且无法根据需要对纤维的定向程度进行控制,纤维只能根据挤出头或刮刀的方向进行大致排列,定向效果无法保证。并且纤维是通过接触作用力实现定向,成型过程中的纤维方向不能根据需要进行变化,导致控制精度差、灵活性低。
技术实现思路
1、本发明针对短纤维增强复合材料固化成型装置和方法的不足之处,以实际工程需要为出发点,提供了一种用于短纤维三维定向固化成型的装置及方法。本发明设计了一套能在三维空间中转动的电磁装置,通过该电磁装置激发的电磁场实现了固化成型中短纤维的多角度定向。这一优点充分发挥了短纤维增强复合材料的可设计性,可以按照实际需求控制材料中短纤维的排列方式,能有效改善复合材料的力学性能。
2、为实现上述内容,本发明采用如下技术方案:
3、该技术方案包括一种用于短纤维三维定向固化成型的装置和一种用于短纤维三维定向固化成型的方法。
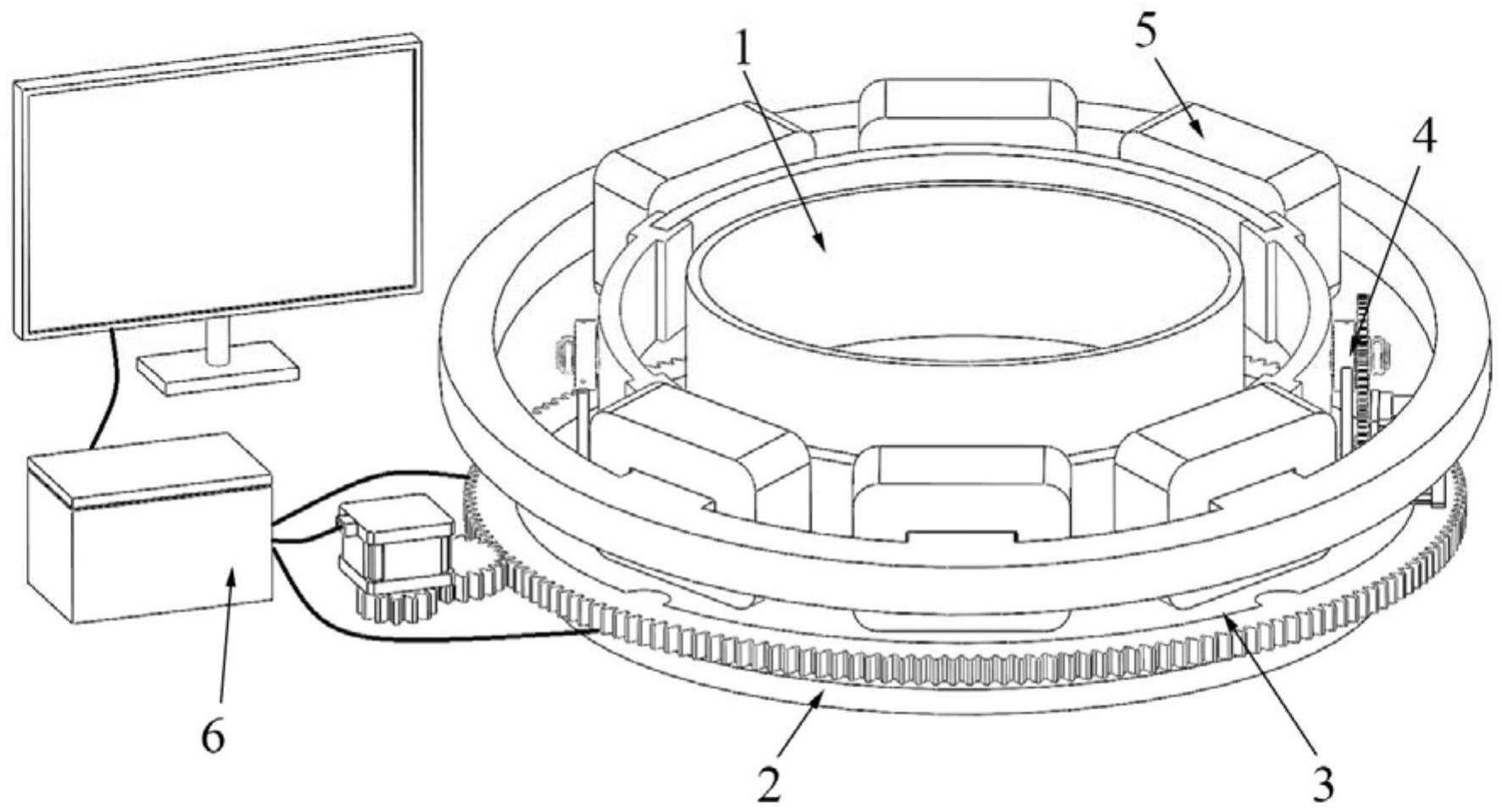
4、一种用于短纤维三维定向固化成型的装置,如图1所示该装置主要由储液槽1,与储液槽1同轴安装的底座2,通过滑轨与底座2连接的水平旋转系统3,固定在水平旋转系统3上的竖直旋转系统4,以及安装在竖直旋转系统4上的电磁系统5组成。其中,水平旋转系统3、竖直旋转系统4和电磁系统5都由控制系统6进行控制调节。
5、本发明一种用于短纤维三维定向固化成型的装置中所述储液槽1外形为具有圆形或多边形截面的深槽结构;采用上升式光固化3d打印成型时,储液槽底部为透光底板;储液槽的固定高度要根据电磁系统的磁场高度来调整。
6、本发明一种用于短纤维三维定向固化成型的装置中所述底座2的上部有与轨道底板31下表面的滑轨相匹配的凹槽,使得轨道底板31能自由的在底座2上做定轴旋转运动。
7、本发明一种用于短纤维三维定向固化成型的装置中所述水平旋转系统3如图2所示,包括轨道底板31;与轨道底板31通过定位结构固定在一起的外齿轮32;与外齿轮32啮合的水平传动齿轮组33;以及驱动水平传动齿轮组33的水平驱动电机34;水平驱动电机34经过水平传动齿轮组33的减速作用后将放大的扭矩传递到外齿轮32上,其中水平传动齿轮组33的传动比根据电机输出值、外齿轮32的设计参数和旋转部件的质量确定。
8、本发明一种用于短纤维三维定向固化成型的装置中所述竖直旋转系统4如图3所示,包括固定在轨道底板31上的前支撑架41和后支撑架42;固定在前支撑41上的竖直驱动电机43;固定在前支撑架41和后支撑架42上端的前旋转架46和后旋转架47;以及连接竖直驱动电机43和前旋转架46上的竖直传动齿轮组48。
9、本发明一种用于短纤维三维定向固化成型的装置中所述电磁系统5如图4所示,包括铁芯51和缠绕在铁芯51上的线圈组52。铁芯51由相对180°的前旋转架46和后旋转架47夹持,能以支撑架上端两个轴承中线为旋转轴进行一定角度的转动;铁芯51内侧距夹持部位中线90°的地方分布有一对磁极,每个磁极包括多个齿,齿的内侧通过一块圆弧形面板连接在一起;线圈由磁极齿上的漆包线并排密绕而成,所有线圈的缠绕方向一致。
10、本发明一种用于短纤维三维定向固化成型的装置中所述控制系统6主要由上位机和下位机构成,包括水平电机控制部分、竖直电机控制部分和磁场控制部分。
11、一种用于短纤维三维定向固化成型的方法,首先,选择固化成型方法(如3d打印),确定固化成型工艺参数;其次,根据产品性能要求和成型方法选择固化基质和短纤维材料,确定材料的力学性质、固化基质黏度、纤维含量和纤维长度等参数;然后,利用cad软件建立产品的三维模型,并借助cae软件对纤维角度、成型工艺参数等进行优化;与此同时,制备磁化短纤维并将其与固化基质混合制成固化溶液;接下来,根据材料性质、纤维角度和成型工艺参数等编写上位机控制程序;运行前,将固化溶液倒入储液槽,把装置调整到合适的高度,并将旋转装置的水平角度和竖直角度调零;之后,上位机将指令传达给下位机来控制电机转角和线圈电流等参数,水平驱动电机控制电磁系统的水平角度,竖直驱动电机控制电磁系统的竖直角度,线圈中通入电流形成电磁场来引导纤维进行定向;最后,待成型工艺完成后进行相应的后处理。
12、本发明一种用于短纤维三维定向固化成型的方法中,纤维角度控制的实现原理如图5所示。其中,由水平旋转系统驱动的水平旋转角度为:
13、
14、式中,α为水平旋转角度,rad;nh为水平驱动电机的转速,rpm;th为水平驱动电机的运行时间,s;ih为水平传动齿轮组的传动比;zh为水平传动齿轮组中与外齿轮啮合齿轮的齿数;zo为外齿轮齿数。由竖直旋转系统驱动的竖直旋转角度为:
15、
16、式中,β为竖直旋转角度,rad;nv为竖直驱动电机的转速,rpm;tv为竖直驱动电机的运行时间,s;iv为竖直传动齿轮组的传动比。
17、本发明一种用于短纤维三维定向固化成型的方法中,为保证纤维在定向过程中的运动路径最短,水平旋转电机和竖直旋转电机需要同时运动,为保证运行时间一致即th=tv,两电机之间的转速关系为αnv=βnh。线圈通电后,单个齿上线圈端部的磁感应强度为:
18、
19、式中,b为磁感应强度,t;μ为铁芯磁导率,t·m/a;n为线圈总匝数;i为线圈中励磁电流,a;l为线圈的长度,m;d为线圈的平均直径,m。通过电磁系统激发出的电磁场如图6所示,短纤维在磁场力的作用下进行旋转,其最终方向与储液槽中的磁感应线方向一致。
20、本发明的有益效果:
21、(1)通过对不同材料短纤维的磁化,然后引入磁场进行纤维定向,有效提高了短纤维复合材料在各种复杂环境中的使用性能。
22、(2)能够通过三维旋转电场实现短纤维在空间中的多角度定向,增加了短纤维复合材料的可设计性。
23、(3)定向装置和方法原理简单,通过电参数实现纤维的定向操作,具有精度高、可控性强、定向效率高等优势。
- 还没有人留言评论。精彩留言会获得点赞!