一种耐腐蚀热熔胶的制作设备及其制作方法与流程
本发明涉及热熔胶制备,尤其涉及一种耐腐蚀热熔胶的制作设备。
背景技术:
1、现有的热熔胶在生产与制作的过程中,将原料与配方按照一定的比例进行混合,再将原料等加入到反应釜中,升温使其熔融,搅拌均匀,然后将反应釜中熔化好的胶料冷却到一定温度放入到运行的挤出机中,可根据胶种性能的不同,选择挤出机的挤出速度。挤出机把热熔胶通过挤出头挤进水槽中,热熔胶遇冷却水立即定形,胶棒通过第一个冷却水槽进行了初步的冷却定形,通过牵引机的牵引进入第二个冷却水槽,在第二个冷却水槽中胶样得到充分的冷却,最后将经过冷却的胶棒进行分切,切成棒状或者颗粒状即可。
2、中国专利公开号:cn112847983b。公开了一种热熔胶制备生产加工系统,由冷却框、输送定位装置、电动滑块、滑动架和切断装置配合完成的作业,本发明可以解决传统的处理方式中的托盘通常为平板面,热熔胶下端面与托盘之间的接触区域较大,导致热熔胶的下端面与冷水之间的接触率较低,不能短时间内冷却,且在后期切断时,未定位的热熔胶容易在水中出现滑动的情况,增加了切割难度等问题。由此可见,所述热熔胶制备生产加工系统存在由于冷却过程的不可控对于生产稳定性产生影响的问题。
技术实现思路
1、为此,本发明提供一种耐腐蚀热熔胶的制作设备,用以克服现有技术中由于冷却过程的不可控对于生产稳定性产生影响的问题。
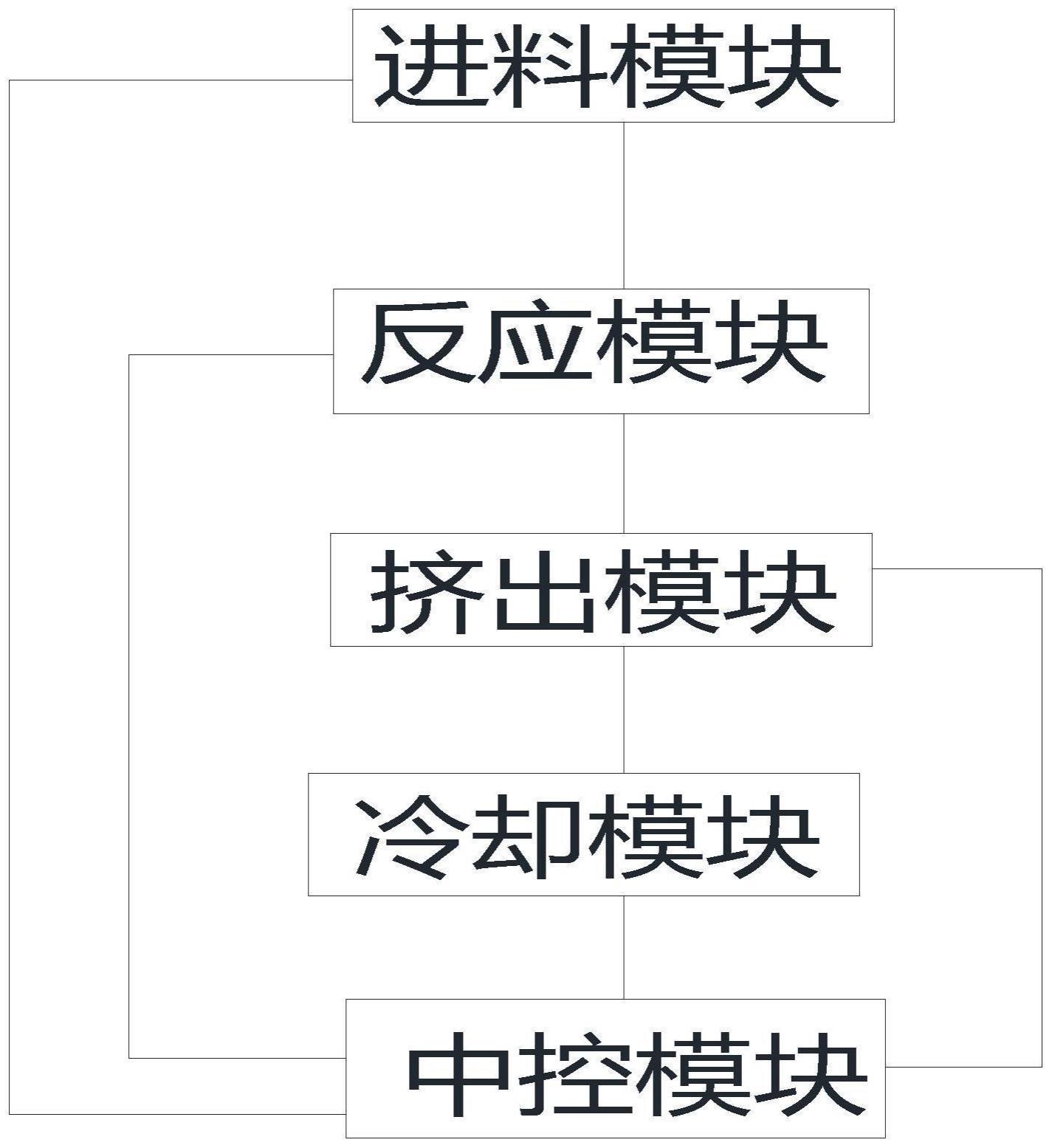
2、为实现上述目的,本发明提供一种耐腐蚀热熔胶的制作设备,包括:进料模块,用以将热溶胶原料输送至对应位置;反应模块,其与所述进料模块相连,用以对热熔胶混合原料进行加热以输出熔融状态热熔胶混合原料;包括设置于所述进料模块下方用以对热熔胶原料进行加热的加热组件、设置于所述加热组件下方用以对热熔胶混合原料进行搅拌操作的搅拌组件以及与所述搅拌组件相连用以提供搅拌动力的搅拌电机;挤出模块,其设置在所述反应模块的输出端,用以对熔融状态的热溶胶混合原料进行挤出;冷却模块,其与所述挤出模块相连,用以对挤出的热熔胶进行冷却以输出固态定型热熔胶;包括用以提供冷却场所的冷却槽和设置在所述冷却槽上方用以将冷却后的固态定性热溶胶输出至对应位置的抓取组件;中控模块,其分别与所述进料模块、所述反应模块、所述挤出模块以及所述冷却模块相连,用以根据热熔胶的固定时长将冷却温度调节至对应温度,以及,根据挤出速率的方差将除尘电机转速调节至对应转速,以及,根据固态定型热溶胶的溢出体积将冷却温度二次调节至第二对应温度。
3、进一步地,所述中控模块在第一条件下对热溶胶的固定时长进行统计,并根据统计出的平均固定时长判定热溶胶生产过程的稳定性是否在允许范围内,其中,
4、所述中控模块在第一时长条件下判定需降低所述冷却温度;
5、所述中控模块在第二时长条件下初次判定热熔胶原料的杂质含量超出允许范围,并根据若干周期的挤出速率方差以对热熔胶原料的杂质含量是否在允许范围内进行二次判定;
6、其中,所述第一时长条件为平均固定时长大于预设第一时长且小于等于预设第二时长;所述第二时长条件为平均固定时长大于预设第二时长。
7、进一步地,所述中控模块在第一时长条件下设有若干根据平均固定时长与预设第一时长的差值降低所述冷却温度的调节方式,
8、其中,每种调节方式对降低冷却温度的调节大小不同。
9、进一步地,所述中控模块在所述第二时长条件下对若干周期的挤出速率进行统计,并根据统计结果计算挤出速率方差对热熔胶原料的杂质含量是否在允许范围内进行二次判定,其中,
10、所述中控模块在预设方差条件下二次判定热熔胶原料的杂质含量超出允许范围,对除尘电机的转速进行调节;
11、其中,所述预设方差条件为挤出速率方差大于预设方差。
12、进一步地,所述中控模块在所述预设方差条件下设有若干根据挤出速率方差与预设方差的差值增大所述除尘电机转速的调节方式,
13、其中,每种调节方式对增大除尘电机转速的调节大小不同。
14、进一步地,所述中控控制所述视觉传感器对固态定型热熔胶的溢出体积进行检测并根据检测结果判定热熔胶的冷却速率是否超出允许范围,其中,
15、所述中控模块在预设体积条件下判定热熔胶的冷却速率超出允许范围,对所述冷却温度进行二次调节;
16、其中,所述预设体积条件为固态定型热熔胶的溢出体积大于预设体积。
17、进一步地,所述中控模块在所述预设体积条件下设有若干根据固态定型热熔胶的溢出体积与预设体积的差值增大冷却温度的调节方式,
18、其中,每种二次调节方式对增大所述冷却温度的调节大小不同。
19、进一步地,所述挤出模块包括:可调节挤出头直径的可调挤出头以及对胶棒进行裁剪的裁断装置。
20、进一步地,所述可调节挤出头包括固定框、弹性连接条、弧形调节板、挤压板以及驱动装置,所述固定框设于挤出机上,所述固定框上设置有与挤出机进行安装的安装件,所述挤压板设于固定框内腔中且分别与固定框侧壁平行设置,所述驱动装置设于挤压板与固定框内侧壁之间以驱使挤压板向固定框内侧壁靠近或者远离,所述弧形调节板两端插入滑移至相邻的挤压板端部,所述弹性连接条一端与弧形调节板连接,所述弹性连接条另一端与固定框内侧壁拐角处连接。
21、本发明还提供一种耐腐蚀热熔胶的制作设备涉及的制作方法,包括:
22、步骤s1,将热熔胶原料注入反应模块,在对热熔胶的加热过程中进行搅拌以使热熔胶形成熔融状态;
23、步骤s2,将熔融状态的热溶胶输送入挤出机中,并在挤出后将热熔胶送入冷却模块以使热熔胶成为固态定型热熔胶,中控模块根据热熔胶的固定时长将冷却温度调节至对应温度,或根据挤出速率的方差将除尘电机转速调节至对应转速;
24、步骤s3,所述中控模块根据固态定型热溶胶的溢出体积将冷却温度二次调节至第二对应温度。
25、与现有技术相比,本发明的有益效果在于,本发明所述设备通过设置的进料模块、反应模块、挤出模块、冷却模块以及中控模块,在对热熔胶进行制作的过程中,通过根据热熔胶的固定时长将冷却温度调节至对应温度,降低了由于对冷却温度的调节不精准对于制作过程稳定性的影响;通过根据挤出速率的方差将除尘电机转速调节至对应转速,降低了由于对挤出速率方差反映出的热熔胶杂质含量较大对于挤出过程的速率的影响;通过根据固态定型热溶胶的溢出体积将冷却温度二次调节至第二对应温度,降低了由于对冷却温度的二次调节不精准对于冷却过程的影响,实现了对于热熔胶生产效率和生产精准性的提高。
26、进一步地,本发明所述设备通过设置的预设第一时长和预设第二时长,通过根据统计出的平均固定时长判定热溶胶生产过程的稳定性是否在允许范围内,并设定对应的处理方式,降低了由于对生产过程稳定性的判定不精准对于生产稳定性的影响。
27、进一步地,本发明所述设备通过设置的预设反差,通过根据统计结果计算挤出速率方差对热熔胶原料的杂质含量是否在允许范围内进行二次判定,降低了由于对杂质含量的判定不精准以及对于除尘电机的转速调节不精准对于热熔胶生产过程的精准性的提高,进一步实现了对于热熔胶生产效率和生产精准性的提高。
- 还没有人留言评论。精彩留言会获得点赞!