一种注塑压缩成型电池盖模具及使用方法与流程
本发明电池盖模具,尤其是一种注塑压缩成型电池盖模具及使用方法。
背景技术:
1、手机,是指在较广范围内进行使用的电话终端,特征为便于携带,是通讯工具的一种。手机的电池盖是手机的重要组成组件,需要进行不同型号手机电池盖生产需要使用不同的模具,所以需要使用手机电池盖注塑成型模具。电池盖的材质一般为塑料,因此,电池盖一般采用模具通过注塑成型工艺制备。现有技术中,由于电池盖的厚度一般比较薄,而且电池盖的结构比较精细,因此,在电池盖注塑成型的过程,注入的熔融塑料一般需要填满型腔才能保证成型完整,然而,由于在热压力的作用下,在电池盖成型后,往往会产生成型边角料,因此,需要增加后续的工序对电池盖边角料进行切除,这样就导致工序繁多,生产效率低,且生产成本高。且现有技术中在对手机电池盖进行注塑生产时,动模与定模之间相互靠近直至配合时可能会发生刚性冲击,刚性冲击的发生会对模具造成一定的损伤,降低了模具的使用寿命。
2、中国专利cn206446044u公开了一种电池盖的成型模具,其上模板设置有上流道板,上流道板开设有上型腔;下模板设置有下流道板,下流道板开设有与上型腔对接连通的下型腔;上流道板和下流道板之间通过固定板固定连接;下流道板设置有若干个与下型腔连通的溢流槽;溢流槽包括与下型腔连接的溢流通道,以及与溢流通道连接的溢流腔。在实际生产的过程中,往上型腔和下型腔注入熔融塑料进行成型时,在热压力的作用下,多余的熔融塑料流入溢流槽,在成型后,能够避免产生成型边角料,进而简化工序,提供生产效率,降低生产成本,但上述发明虽然在一定程度上解决了背景技术中的问题,但是仍然存在一些问题:
3、1.该装置仅仅对注塑件的多余的料进行收集,不能对注塑成型后的电池盖进行裁切,未能很好地简化生产效率,需要对进行电池盖进行切割,直接拿到电池盖成品;
4、2.该装置未能对注塑模具进行一定的保护,定模与动模之间的刚性冲击未能很好地避免,降低了模具的使用寿命。
5、为此,我们提出一种注塑压缩成型电池盖模具及使用方法解决上述问题。
技术实现思路
1、本发明的目的在于提供一种注塑压缩成型电池盖模具及使用方法,以解决上述背景技术中提出的电池盖不能裁切导致生产周期长,模具不能减少刚性冲击寿命受到影响等问题。
2、为实现上述目的,本发明提供如下技术方案:
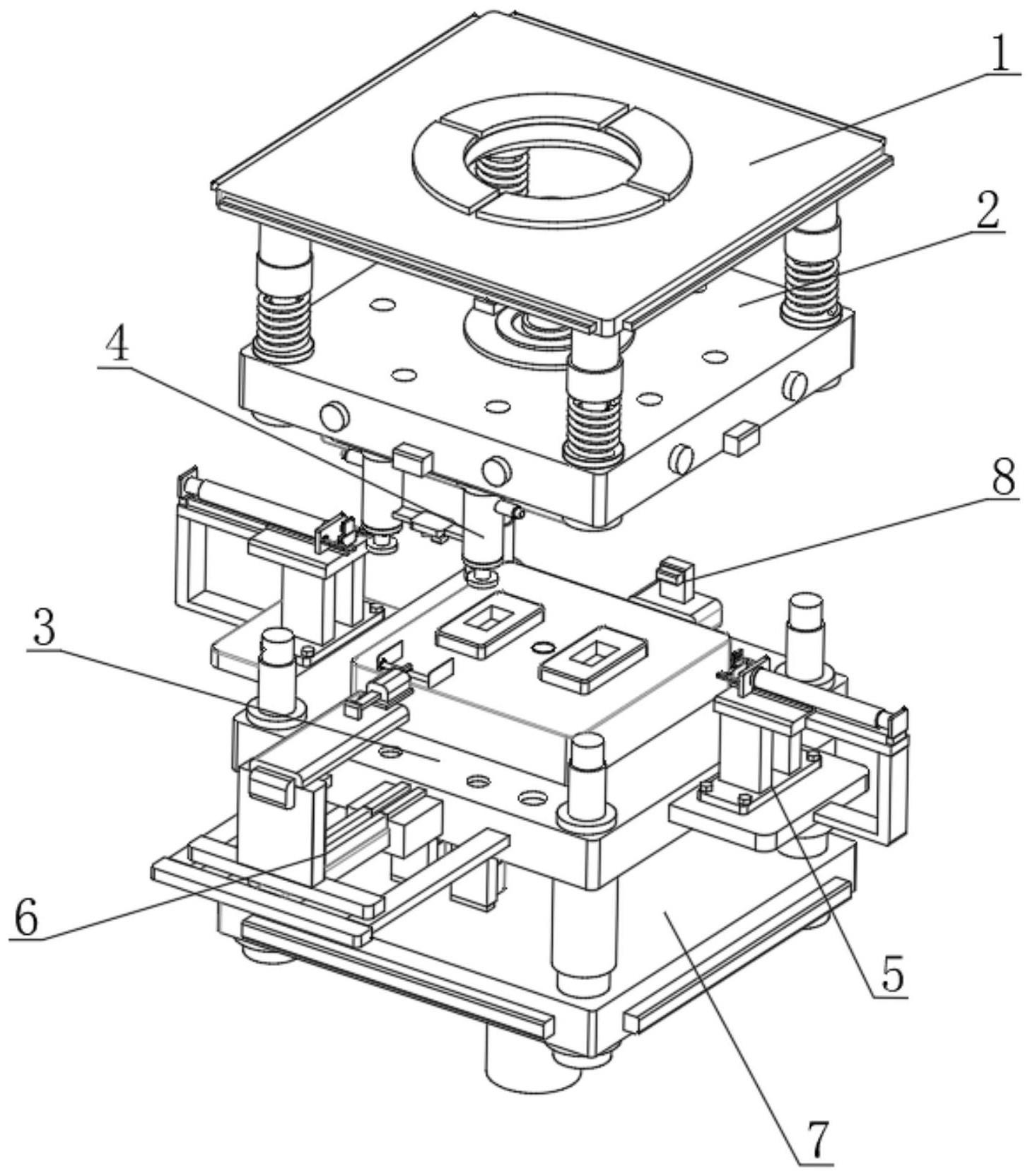
3、一种注塑压缩成型电池盖模具,包括固定背板,所述固定背板表面连接有定模组件,所述定模组件下方设置有动模组件,所述定模组件底部侧面安装有液阻减震器,所述液阻减震器设有两个,所述动模组件顶部安装有取件装置,所述取件装置设置有两个且安装于动模组件顶部两侧,所述动模组件顶部一侧安装有切割装置,所述动模组件底部安装有压缩组件,所述动模组件顶部安装有测温头;
4、所述液阻减震器包括减震器套筒,所述减震器套筒底部固定安装有减震底座,所述减震底座另一侧与定模组件固定连接,所述减震器套筒内部设置有液筒固定底座,所述液筒固定底座内部固定安装于减震底座,所述液筒固定底座顶部固定安装有液筒仓,所述液筒仓侧面设置有注液口,所述液筒仓侧面中部固定安装有中部固定环,所述中部固定环与减震器套筒固定连接,所述液筒仓上滑动连接有液阻顶杆,所述液筒仓上固定安装有激光测距仪,所述激光测距仪设有两个且分布于定模组件两侧,所述激光测距仪上固定安装有测距电池仓。
5、在进一步的实施例中,所述定模组件包括定模主体,所述定模主体底部固定安装有定模模仁,所述定模主体顶部中间安装有浇口组件,所述定模主体顶部四角安装有四个缓冲支脚,所述缓冲支脚顶部与固定背板固定连接,所述定模主体底部四角安装有四个导轨孔,所述表面固定安装有导轨台。
6、在进一步的实施例中,所述定模模仁包括模仁主体,所述模仁主体中间设置有浇口入孔,所述浇口入孔两侧设置有两个分浇道,所述分浇道一侧连接有电池盖仓。
7、在进一步的实施例中,所述浇口组件包括浇口通道,所述浇口通道上固定安装有浇口筒,所述浇口筒侧面套接有固定环,所述固定环上安装有紧固螺栓,所述固定环一侧固定安装有定位板,所述定位板与定位立柱滑动连接,所述定位立柱底部与定模主体固定连接,所述定位板侧面安装有定位旋钮。
8、在进一步的实施例中,所述缓冲支脚包括支脚基座,所述支脚基座顶部固定安装有支脚阻尼器,所述支脚阻尼器外部套接有支脚弹簧,所述支脚弹簧顶部设置有支脚顶台,所述支脚顶台顶部固定安装于固定背板。
9、在进一步的实施例中,所述动模组件包括动模主体,所述动模主体顶部安装有动模模仁,所述动模主体顶部四角安装有四个导轨柱,所述动模主体内滑动安装有顶出台,所述顶出台底部安装有顶出后板,所述顶出后板两侧连接有顶出电机,所述顶出电机另一侧安装于顶出滑轨,所述顶出滑轨固定安装于动模主体底部。
10、在进一步的实施例中,所述取件装置包括取件固定板,所述取件固定板固定安装于动模主体上表面,所述取件固定板顶部安装有取件液压缸,所述取件液压缸前端安装有取件头板,所述取件头板底部设置有取件滑轨,所述取件滑轨与取件头板滑动连接,所述取件滑轨固定安装于取件固定板,所述取件头板一侧设置有取件夹板,所述取件夹板两侧面分别安装有夹板电机,所述夹板电机另一侧与夹板滑轨相连接,所述夹板滑轨一侧与取件头板固定连接。
11、在进一步的实施例中,所述切割装置包括切割夹持板,所述切割夹持板固定安装于动模主体上表面,所述切割夹持板上安装有切割移动导轨,所述切割移动导轨上滑动安装有切割台,所切割台一侧安装有切割头,所述切割头上固定安装有切割刀片,所述另一侧安装有切割移动电机,所述切割移动电机滑动安装于切割移动导轨。
12、在进一步的实施例中,所述压缩组件包括压缩主板,所述压缩主板一侧固定安装有推动缸,所述压缩主板另一侧固定安装有四个压缩柱,所述压缩柱另一侧与动模组件固定连接。
13、一种注塑压缩成型电池盖模具使用方法,包括以下步骤:
14、s1:移动动模组件至合适位置,取件装置及切割装置移动至待机位置,根据电池盖注塑件的要求,合理选取浇口筒的长度并使用固定环进行安装,安装完成后控制顶出电机移动顶出台至合适位置,完成注塑前的状态调整;
15、s2:注塑环节时,首先移动动模组件与定模组件相连接,控制动模组件与定模组件之间并不完全配合留有一定孔隙,这期间激光测距仪一直监测动模组件与定模组件之间的距离,此时向浇口组件注入塑料液,塑料液进入到动模组件与定模组件之间,待到合适时间,压缩组件控制动模组件继续向前压,为防止动模组件与定模组件之间的刚性冲击,液阻减震器能够提供一定的缓冲力,待到动模组件与定模组件完全压实,指定时间后动模组件后退至指定位置,测温头检测温度直至塑件合适后,可进行下一步工作;
16、s3:注塑件温度降低到合适范围并凝固后,取件装置上的取件液压缸控制取件头板及取件夹板等向前移动至合适位置,此时顶出台下移至相应位置,取件夹板在夹板电机的作用下向后移动,从两边将塑件夹住。注塑件被夹持住后,切割装置上的切割刀片在切割台的带动下向前移动,对注塑件进行切割,完成切割后取件装置后退将注塑件带出。可根据注塑件的不同要求,调整浇口筒的长度并进行更换,实现不同的注塑效果。
17、与现有技术相比,本发明的有益效果是:本注塑压缩成型电池盖模具及使用方法,可将减少注塑压缩过程中定模与动模之间的刚性冲击,提供一定的缓冲,同时能简化生产工艺,根据注塑件要求调整注塑长度,具体为:
18、1.本发明中,在动模与定模之间设置有液阻减震器,可有效减少电池盖生产制造过程中动模与定模之间的刚性冲击,在注塑压缩环节中提供一定的缓冲,能够有效降低模具的损伤,提高模具的使用寿命;
19、2.本发明中,对浇注的部分进行重新设计,使用浇口组件控制浇口的效果,浇口组件中的浇口筒可以进行更换,不同长度的浇口筒能够满足不同需求,而大长度浇口筒能够提供更大的流长比,因此可以采用更小的锁模力和注射压力,减少零件内应力变形风险和虎皮纹产生风险,同时不需要设计更多的浇口,减少了熔接痕产生的可能性,保证了零件尺寸稳定性和外观美观度;
20、3.本发明中,设置有可相互配合的取件装置及切割装置,可对注塑成型后的电池盖进行夹持,并进行相应的裁切,然后将电池仓取出,简化了电池盖的生产制造流程,省时省力。
- 还没有人留言评论。精彩留言会获得点赞!