一种体积生物打印控制方法与流程
本发明属于3d打印,尤其涉及一种体积生物打印控制方法。
背景技术:
1、目前,体积生物打印的常规技术是采用逐层打印的技术,所谓逐层打印就是将三维模型按照垂直于z轴进行切片,在打印时,将这些xy轴二维切片按照位置先后顺序在z轴方向上进行垂直打印,最终由“二维”向“三维”逐层式堆叠出三维物体。
2、这种逐层打印的技术目前主要有两种实现方案,分别是挤出式和光固化式。挤出式是利用气压或者机械驱动的喷头将生物墨水可控的挤出,(生物)墨水从喷头处被挤出,沉积到成形平台上形成二维结构,随着喷头或者成形平台z方向上的运动,二维结构层层堆积形成三维结构。而光固化式打印是利用数字光投射器对生物墨水的整个面进行固化,通过成形平台的上下运动,逐层固化得到三维结构。
3、但是,这种逐层打印的技术,在打印精度要求越高时,切出的二维切片数量会快速升高,导致打印的时间很长,一般在几十分钟到几个小时。而过长的等待会导致生物墨水里的活细胞大量死亡。其次,逐层打印因为每个切片是按照顺序单独成型的,这就会造成打印物体中的细胞和血管网络无法有机融合,并且层与层之间在表面会有高度差,就会使得打印物体在表面会形成层状粗糙纹理,这与正常器官的比较光滑的表面不符。最后,光固化式逐层打印技术为了减小打印出的切片厚度会采用穿透力弱的紫外光照射生物墨水进行固化,对活细胞及其不友好,会进一步的降低细胞存活率。
技术实现思路
1、本发明的目的是提出一种体积生物打印控制方法、装置、设备和存储介质,能够有效解决现有技术中存在的上述技术问题。
2、为了达到上述目的,本发明实施例提供一种体积生物打印控制方法,所述方法包括步骤:
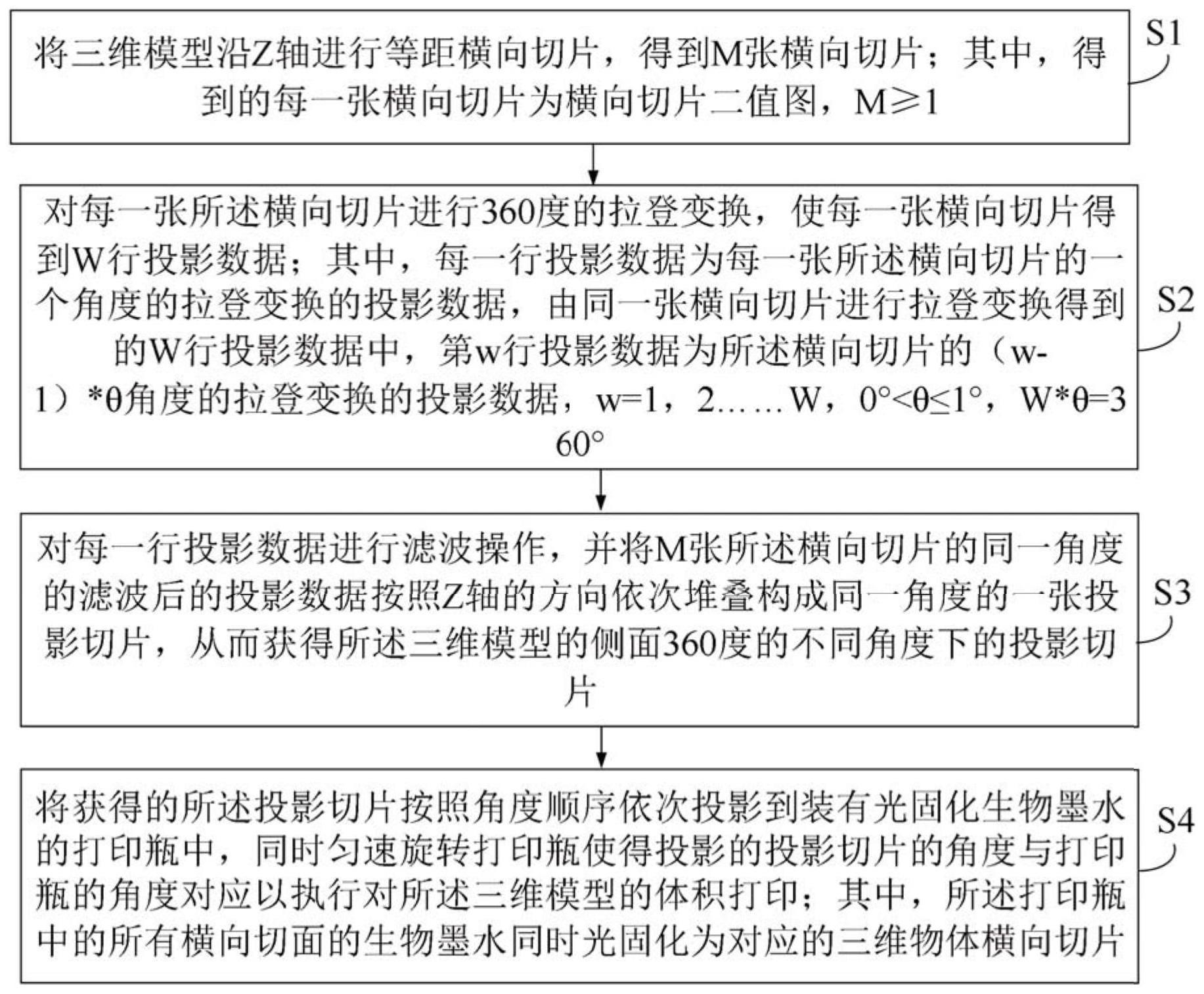
3、s1、将三维模型沿z轴进行等距横向切片,得到m张横向切片;其中,得到的每一张横向切片为横向切片二值图,m≥1;
4、s2、对每一张所述横向切片进行360度的拉登变换,使每一张横向切片得到w行投影数据;其中,每一行投影数据为每一张所述横向切片的一个角度的拉登变换的投影数据,由同一张横向切片进行拉登变换得到的w行投影数据中,第w行投影数据为所述横向切片的(w-1)*θ角度的拉登变换的投影数据,w=1,2……w,0°<θ≤1°,w*θ=360°;
5、s3、对每一行投影数据进行滤波操作,并将m张所述横向切片的同一角度的滤波后的投影数据按照z轴的方向依次堆叠构成同一角度的一张投影切片,从而获得所述三维模型的侧面360度的不同角度下的投影切片;
6、s4、将获得的所述投影切片按照角度顺序依次投影到装有光固化生物墨水的打印瓶中,同时匀速旋转打印瓶使得投影的投影切片的角度与打印瓶的角度对应以执行对所述三维模型的体积打印;其中,所述打印瓶中的所有横向切面的生物墨水同时光固化为对应的三维物体横向切片;
7、所述步骤s4包括:
8、s41、启动步进电机,控制所述步进电机以每秒k度进行匀速转动,从而带动设于所述步进电机上的打印瓶同步转动;其中,所述打印瓶中装有光固化生物墨水;
9、s42、启动投影设备以将所述投影切片投影到所述打印瓶的侧面,使所述投影切片在投影屏的位置满足:
10、x=[(x0-x)÷2]
11、y=[(y0-y)÷2]
12、其中(x,y)为所述投影切片的左上角在投影屏上的坐标,所述坐标的计算方法为以投影屏左上角为(0,0)原点,横向向右为x轴正方向,纵向向下为y轴正方向;x0,y0为投影屏的宽和高;x,y为所述投影切片的宽和高;
13、s43、控制所述投影切片按照角度顺序投影到所述打印瓶的侧面,且投影切片切换速度与所述步进电机相同,从而使所述投影切片与所述打印瓶的角度始终保持相同;其中,所述投影屏的中轴线与所述打印瓶的中轴线重合。
14、作为上述方案的改进,在所述步骤s3和步骤s4之间还包括打印光强调整步骤,所述打印光强调整步骤包括:
15、将所述投影切片的所有像素的像素值与打印光强参数相乘,所得结果四舍五入取整;
16、将所述所得结果中大于255的像素值对应修改为255,并把修改后的结果作为对应像素的新像素值,从而得到像素值调整的投影切片,并将所述像素值调整的投影切片作为预投影切片;
17、在所述步骤s4中,所述投影切片为所述预投影切片;所述步骤s4还进一步包括:
18、s44、通过红绿蓝三光光强参数调整投影的可见光亮度。
19、作为上述方案的改进,在所述打印光强调整步骤前还包括打印尺寸调整步骤,所述打印尺寸调整步骤包括:
20、对每一张所述投影切片进行去边框的操作后得到有效投影切片;所述去边框的操作包括去除左侧与右侧全黑色列,去除上边与下边全黑色行,以及只保留中间有效区域;
21、根据放大或缩小的倍数,将所述放大或缩小的倍数与所述有效投影切片的边长相乘,得到缩放后的投影切片尺寸;
22、使用图像缩放算法对所述有效投影切片按照所述放大或缩小的倍数进行缩放,在放大时,若所述缩放后的投影切片尺寸超过了投影屏尺寸,则将所述中间有效区域与所述投影屏尺寸相同的部分进行计算,并将计算后的投影切片作为缩放后投影切片;
23、其中,所述打印光强调整步骤中的所述投影切片为所述缩放后投影切片。
24、作为上述方案的改进,所述图像缩放算法为双次三插值算法。
25、作为上述方案的改进,在所述步骤s4中,还包括打印时间控制步骤,所述打印时间控制步骤从启动投影设备开始投影时开始计时,到达打印时间参数时停止打印;其中,停止打印时先关闭投影,再停止步进电机转动。
26、作为上述方案的改进,所述步骤s3具体包括:
27、s31、对所述三维模型的侧面360度的不同角度下的投影切片的每一行投影数据进行快速傅里叶变换;其中,采用的所述快速傅里叶变换中的宽度n大于等于得到每一张所述横向切片的每一行投影数据的像素数量;
28、s32、使用窗函数对斜坡滤波器进行加窗操作,并利用加窗操作后的斜坡滤波器对每一张所述投影切片经过快速傅里叶变换后的每一行投影数据进行过滤;
29、s33、对每一张所述投影切片经过过滤后的每一行投影数据进行快速傅里叶逆变换,从而得到滤波后的投影切片。
30、作为上述方案的改进,所述步骤s3具体包括:
31、其中,所述步骤s32具体包括:
32、s321、对斜坡滤波器在频域进行离散化采样;采样点数量为大于等于n且与n最接近的偶数;
33、s322、将离散化后的斜坡滤波器与同样采样点数量离散化的待定窗函数进行点与点对应相乘以执行加窗操作;
34、s323、对加窗后的斜坡滤波器数据进行平移操作,从而将后二分之一的斜坡滤波器数据移动到首部;
35、s324、将加窗且平移操作后的斜坡滤波器与每一张所述投影切片经过快速傅里叶变换后的每一行投影数据进行点与点对应相乘以执行滤波操作,并将加窗且平移操作后的斜坡滤波器对比每一张所述投影切片经过快速傅里叶变换后的每一行投影数据的点所多出来的点进行舍弃。
36、作为上述方案的改进,所述窗函数为最优窗函数,所述最优窗函数通过以下步骤确定:
37、s3201、将对三维模型沿z轴进行等距横向切片得到的横向切片中的m1张作为横向切片样本;其中,每一张所述横向切片样本为横向切片二值图,m1≥1;
38、s3202、对每一张所述横向切片样本进行360度的拉登变换,使每一张所述横向切片样本得到w行投影数据;其中,每一行投影数据为每一张所述横向切片样本的一个角度的拉登变换的投影数据,由同一张横向切片样本进行拉登变换得到的w行投影数据中,第w行投影数据为所述横向切片样本的(w-1)*θ角度的拉登变换的投影数据,w=1,2……w,0°<θ≤1°,w*θ=360°;
39、s3203、对每一张所述横向切片样本得到的w行投影数据使用待定窗函数分别进行滤波反投影变换,从而得到m1张分辨率分别与每张横向切片样本对应相同的反投影重建图;其中,所述反投影重建图是在打印物体在体积生物打印投影中对应高度的横向切片的光强累积分布;
40、s3204、将每一张所述反投影重建图的像素值归一化到0~255的整数,得到m1张归一化重建图;
41、s3205、设定可变参数临界固化亮度值,分别将所述临界固化亮度值设定为[1,254]的不同整数情况下,根据所述临界固化亮度值将每一张所述归一化重建图中未固化的像素设为0,已固化的像素设为1,从而对应得到m1*254张模拟打印横向切片;其中,所述归一化重建图中小于所述临界固化亮度值的像素为未固化的像素,大于等于所述临界固化亮度值的像素为已固化的像素;
42、s3206、通过以下公式(1)将每个高度下的254张模拟打印横向切片与对应高度的横向切片样本进行运算,得到每个高度下的254张模拟打印横向切片所对应的254个相似度评价值:
43、
44、其中,p是相似度评价值,x、y是横向切片样本与模拟打印横向切片的横向分辨率、纵向分辨率;fo(x,y)是横向切片样本中以左上角为坐标为(1,1)且正方向为向下、向左的坐标系为准的坐标为(x,y)位置的像素的值;f(x,y)是模拟打印横向切片中以左上角为坐标为(1,1)且正方向向下、向左的坐标系为准的坐标为(x,y)位置的像素的值;
45、s3207、分别计算对应同一个临界固化亮度值下的m张模拟打印横向切片所对应的m个相似度评价值的平均值,并将最接近0的平均值作为所述待定窗函数的打印评价指标;
46、s3208、将所述步骤s3203中对每一张所述横向切片样本得到的w行投影数据使用不同窗函数分别进行滤波反投影变换并经过所述步骤s3204~步骤s3207后得到的不同窗函数的打印评价指标进行对比,并将不同窗函数的打印评价指标中最接近0的打印评价指标所对应的窗函数作为最优窗函数。
47、作为上述方案的改进,在所述步骤s3206中,通过以下公式(2)代替公式(1)以将每个高度下的254张模拟打印横向切片与对应高度的横向切片样本进行运算,得到每个高度下的254张模拟打印横向切片所对应的254个相似度评价值:
48、
49、其中,在所述s3207中,将最接近1的平均值作为所述待定窗函数的打印评价指标;在所述s3208中,将不同参数的打印评价指标中最接近1的打印评价指标所对应的窗函数作为最优窗函数。
50、作为上述方案的改进,在所述步骤s2中,对每一张所述横向切片侧面360度的每一角度依次进行拉登变换,从而获得每一张所述横向切片的对应角度的拉登变换的投影数据。
51、与现有技术相比,本发明实施例提供的一种体积生物打印控制方法具体如下技术效果:
52、1、打印速度更快(10~120秒即可)
53、①、用有限数量的滤波后的投影切片进行打印,切片数量相交常规逐层打印大大减少。
54、2、细胞存活率更高(95%以上)
55、①、由于打印速度快,避免了长时间打印造成细胞损伤。
56、②、打印过程中与打印物体无直接接触,避免了细胞损伤与污染。
57、③、打印过程中常温,且使用可见光进行打印,避免了温度,激光或紫外光等对细胞造成的损伤。
58、3、使得打印目标一体成型,解决了细胞和血管网络无法有机融合的问题
59、①、每一张滤波后的投影切片是由所有横向切片的同一角度的拉登变换数据滤波后堆叠在一起得到的。所以在打印时是从侧面对所有横切片同时进行光固化打印,避免了逐层打印造成的细胞和血管网络无法有机融合的问题。
- 还没有人留言评论。精彩留言会获得点赞!