聚乙烯塑钢缠绕管的内壁挤塑覆层装置及工艺的制作方法
本发明涉及塑料管材成型后的内壁修整技术,具体地说是一种聚乙烯塑钢缠绕管的内壁挤塑覆层装置及工艺。
背景技术:
1、在当前管材制造领域,采用塑钢板带缠绕成管的生产方法具有很大优势,不同管径可以用同一塑钢板带缠绕成管,减少了塑钢板带模具的制作成本,并且可以生产出较大管径的管材。而塑钢板带螺旋缠绕工艺的一个致命缺陷就是在螺旋缠绕过程中,相邻的塑钢板带由胶料热合在一起,在管道内壁上不可避免地会形成螺旋形的胶料凸起或下凹,让管材内壁的糙率系数明显加大,这使聚乙烯管材内壁光滑的独特优势荡然无存,影响管材的实际应用。
技术实现思路
1、本发明的目的在于提供一种聚乙烯塑钢缠绕管的内壁挤塑覆层装置及工艺,在缠绕管材的内壁挤塑涂覆一层聚乙烯薄层,弥补螺旋成型管材内壁上的螺旋形凸凹不平,达到让管材内壁光滑的目的,解决了现有技术中的问题。
2、本发明解决其技术问题所采用的技术方案是:一种聚乙烯塑钢缠绕管的内壁挤塑覆层装置,包括有生产线支架,生产线支架的一侧安装有内涂覆挤塑机机构,生产线支架的另一侧安装有与内涂覆挤塑机机构相连通的内涂覆模具,所述内涂覆模具包括有配合连接的内涂覆模具外模和内涂覆模具内模,内涂覆模具外模和内涂覆模具内模之间形成环形熔料通道,环形熔料通道内安装有圆周布置的若干个分流梭,内涂覆模具外模通过分流梭与内涂覆模具内模固定连接,靠近生产线支架的内涂覆模具外模一端开设有熔料进口,在内涂覆模具外模靠近内涂覆模具内模端部外周开设有环形熔料出口,其中熔料进口与内涂覆挤塑机机构及环形熔料通道相连通,环形熔料出口与环形熔料通道相连通,在内涂覆模具外模的外周套装有加热丝,内涂覆模具内模远离生产线支架的一端通过连接支架安装有能旋转的控制阀门,控制阀门能将塑钢缠绕管的内腔封闭,在内涂覆模具内模中开设有压缩气室,压缩气室的外周开设有若干气孔,气孔与压缩气室相连通,压缩气室内的气体能经由气孔向外吹出到内涂覆层的内壁上,其中一个分流梭上开设有通孔,通孔内配合安装有压缩气道,压缩气道的一端与压缩气室相连通,压缩气道的另一端经由内涂覆模具外模穿出内涂覆模具与高压气体压缩机相连,在生产线支架上还安装有塑钢板带缠绕输送机构,塑钢板带缠绕输送机构将塑钢板带螺旋缠绕粘合形成管材,并让管材在内涂覆模具外周旋转和移动,管材底部安装有支撑架。所述内涂覆挤塑机机构包括有内涂覆挤塑机,内涂覆挤塑机的出料口与内涂覆模具的熔料进口相连通,在内涂覆挤塑机上还安装有进料口,内涂覆挤塑机的料筒外安装有加热装置,内涂覆挤塑机的料筒内配合安装有螺杆,内涂覆挤塑机机构还包括有内涂覆电机,内涂覆电机的输出轴通过传送带与螺杆的转轴相连接,内涂覆电机转动能让料筒内的熔料经螺杆的螺旋挤压进入到内涂覆模具内。所述内涂覆模具内模内开设有内腔,压缩气室为包裹在内腔外周的环形气室。所述内腔内安装有阀门电机,阀门电机的输出轴上安装有第一传动轮,控制阀门的转轴上安装有第二传动轮,第一传动轮和第二传动轮之间配合安装有传动带,在分流梭的通孔内还安装有阀门动力线,阀门动力线接入阀门电机,阀门电机启动能带动控制阀门转动。所述压缩气室的外周开设有若干排沿轴向布置的气孔,各排相邻的气孔均交错布置。所述环形熔料通道包括有依次连通的倾斜等径通道、轴向大径通道、倾斜变径通道、轴向小径通道和径向等径通道,其中倾斜等径通道与熔料进口相连通,径向等径通道和环形熔料出口相连通,分流梭固定设置在轴向大径通道内。所述分流梭在长度方向为流线型,两端均为尖端。所述塑钢板带缠绕输送机构包括有设置在生产线支架上圆周布置的若干根钢模棒,钢模棒位于内涂覆模具的外周,各钢模棒上均设置螺旋状花纹,在钢模棒下方还设置有生产线电机,生产线电机的输出轴上安装有链条,其中若干根钢模棒的转轴上安装有与链条相配合的链轮,生产线电机转动能带动钢模棒转动。聚乙烯塑钢缠绕管的内壁挤塑覆层装置对管材内壁进行聚乙烯薄层的涂覆的生产工艺,包括有下述步骤:(一)塑钢板带挤塑机挤塑出钢丝增强的塑钢板带,塑钢板带经冷却后螺旋缠绕在圆周分布的钢模棒上;(二)生产线电机驱动链条带动钢模棒转动,钢模棒转动过程中其上的螺旋状花纹将塑钢板带螺旋缠绕热合形成管材,并在转动的同时不断地向前进动;(三)成型的管材移动至内涂覆模具位置时,内涂覆电机带动螺杆将料筒内的聚乙烯熔料输送至内涂覆模具的环形熔料通道中,加热丝对成型的管材内周壁表层进行加热烤熔;(四)流出环形熔料出口的聚乙烯熔料沿环状周遭挤塑涂覆在管材内壁被烤熔的表层上,形成内涂覆层;(五)压缩气室内的高压气体经气孔喷出并掠过内涂覆层使内涂覆层牢固挤压附着在管材周遭内壁上并被迅速冷却;(六)通过调整控制阀门的开合角度,调控吹出气流的压强和流速,达到理想的冷却和附着效果;(七)塑钢板带在生产线作用下成型为管材并且自身不断旋转进动,经内涂覆模具作用在整个管材内壁形成一层光滑的聚乙烯内涂覆层。
3、本发明的积极效果在于:本发明所述的一种聚乙烯塑钢缠绕管的内壁挤塑覆层装置,包括有生产线支架,生产线支架的一端安装有内涂覆挤塑机机构,生产线支架的另一端安装有内涂覆模具,内涂覆挤塑机机构能将聚乙烯熔料挤入到内涂覆模具中,内涂覆模具处于成型管材的内部,内涂覆模具外模上设有电热丝能让管材内壁加热烤熔,内涂覆模具内模上开设有能向外吹出高压气体的气孔,在管材成型并且旋转移动的过程中,聚乙烯熔料能被高压气体吹至表面处于热熔状态的管材内壁上,最终形成稳固光滑的内覆层,弥补螺旋成型管材内壁上的螺旋形凹凸不平,让管材内壁保持光滑,确保管材的正常使用。
技术特征:
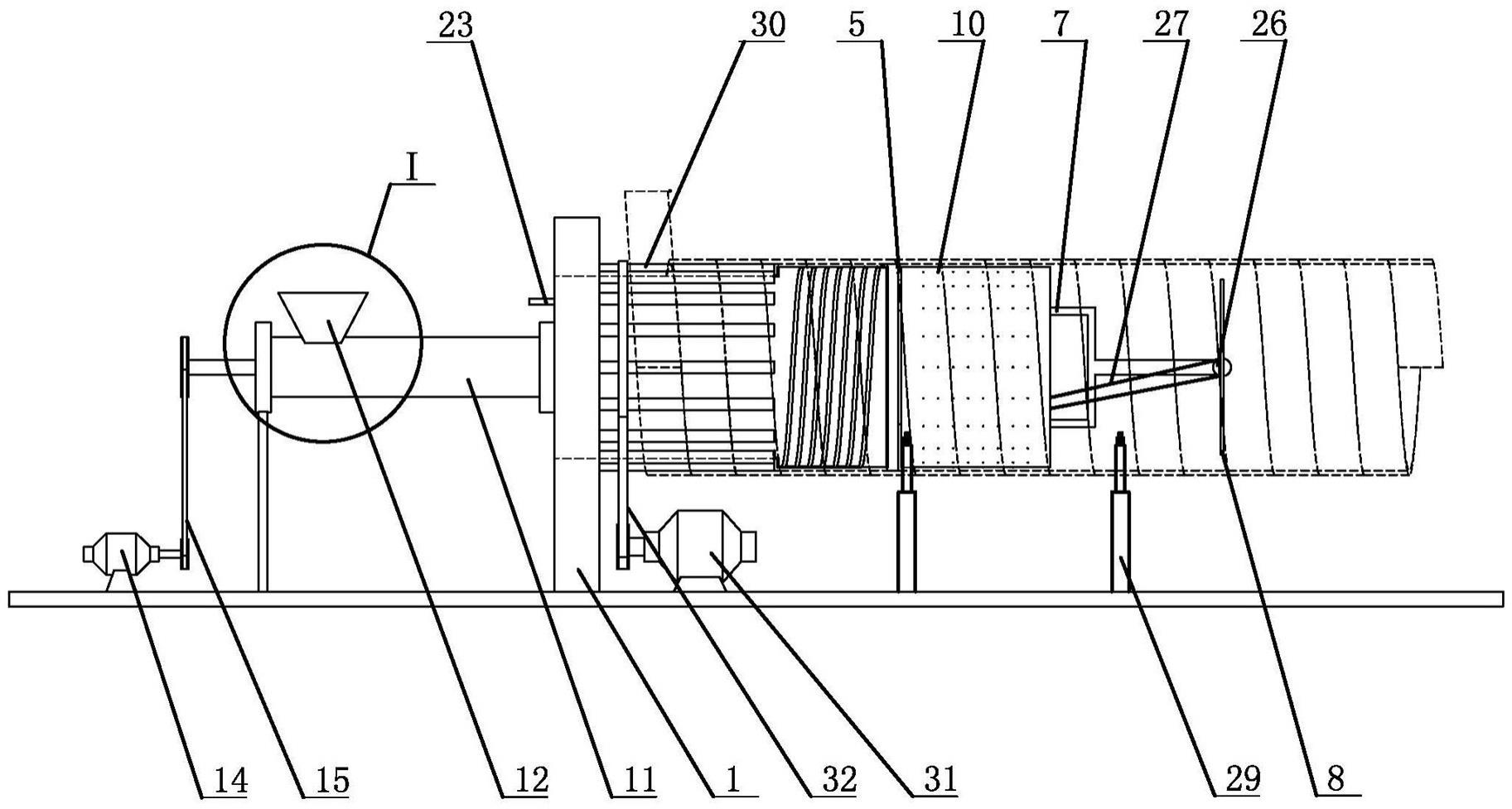
1.一种聚乙烯塑钢缠绕管的内壁挤塑覆层装置,其特征在于:包括有生产线支架(1),生产线支架(1)的一侧安装有内涂覆挤塑机机构,生产线支架(1)的另一侧安装有与内涂覆挤塑机机构相连通的内涂覆模具,所述内涂覆模具包括有配合连接的内涂覆模具外模(2)和内涂覆模具内模(21),内涂覆模具外模(2)和内涂覆模具内模(21)之间形成环形熔料通道(4),环形熔料通道(4)内安装有圆周布置的若干个分流梭(22),内涂覆模具外模(2)通过分流梭(22)与内涂覆模具内模(21)固定连接,靠近生产线支架(1)的内涂覆模具外模(2)一端开设有熔料进口(3),在内涂覆模具外模(2)靠近内涂覆模具内模(21)端部外周开设有环形熔料出口(5),其中熔料进口(3)与内涂覆挤塑机机构及环形熔料通道(4)相连通,环形熔料出口(5)与环形熔料通道(4)相连通,在内涂覆模具外模(2)的外周套装有加热丝(6),内涂覆模具内模(21)远离生产线支架(1)的一端通过连接支架(7)安装有能旋转的控制阀门(8),控制阀门(8)能将塑钢缠绕管的内腔封闭,在内涂覆模具内模(21)中开设有压缩气室(9),压缩气室(9)的外周开设有若干气孔(10),气孔(10)与压缩气室(9)相连通,压缩气室(9)内的气体能经由气孔(10)向外吹出到内涂覆层的内壁上,其中一个分流梭(22)上开设有通孔,通孔内配合安装有压缩气道(23),压缩气道(23)的一端与压缩气室(9)相连通,压缩气道(23)的另一端经由内涂覆模具外模(2)穿出内涂覆模具与高压气体压缩机相连,在生产线支架(1)上还安装有塑钢板带缠绕输送机构,塑钢板带缠绕输送机构将塑钢板带螺旋缠绕粘合形成管材,并让管材在内涂覆模具外周旋转和移动,管材底部安装有支撑架(29)。
2.根据权利要求1所述的一种聚乙烯塑钢缠绕管的内壁挤塑覆层装置,其特征在于:所述内涂覆挤塑机机构包括有内涂覆挤塑机(11),内涂覆挤塑机(11)的出料口与内涂覆模具的熔料进口(3)相连通,在内涂覆挤塑机(11)上还安装有进料口(12),内涂覆挤塑机(11)的料筒外安装有加热装置,内涂覆挤塑机(11)的料筒内配合安装有螺杆(13),内涂覆挤塑机机构还包括有内涂覆电机(14),内涂覆电机(14)的输出轴通过传送带(15)与螺杆(13)的转轴相连接,内涂覆电机(14)转动能让料筒内的熔料经螺杆(13)的螺旋挤压进入到内涂覆模具内。
3.根据权利要求1所述的一种聚乙烯塑钢缠绕管的内壁挤塑覆层装置,其特征在于:所述内涂覆模具内模(21)内开设有内腔(33),压缩气室(9)为包裹在内腔(33)外周的环形气室。
4.根据权利要求3所述的一种聚乙烯塑钢缠绕管的内壁挤塑覆层装置,其特征在于:所述内腔(33)内安装有阀门电机(24),阀门电机(24)的输出轴上安装有第一传动轮(25),控制阀门(8)的转轴上安装有第二传动轮(26),第一传动轮(25)和第二传动轮(26)之间配合安装有传动带(27),在分流梭(22)的通孔内还安装有阀门动力线(28),阀门动力线(28)接入阀门电机(24),阀门电机(24)启动能带动控制阀门(8)转动。
5.根据权利要求1所述的一种聚乙烯塑钢缠绕管的内壁挤塑覆层装置,其特征在于:所述压缩气室(9)的外周开设有若干排沿轴向布置的气孔(10),各排相邻的气孔(10)均交错布置。
6.根据权利要求1所述的一种聚乙烯塑钢缠绕管的内壁挤塑覆层装置,其特征在于:所述环形熔料通道(4)包括有依次连通的倾斜等径通道(16)、轴向大径通道(17)、倾斜变径通道(18)、轴向小径通道(19)和径向等径通道(20),其中倾斜等径通道(16)与熔料进口(3)相连通,径向等径通道(20)和环形熔料出口(5)相连通,分流梭(22)固定设置在轴向大径通道(17)内。
7.根据权利要求1所述的一种聚乙烯塑钢缠绕管的内壁挤塑覆层装置,其特征在于:所述分流梭(22)在长度方向为流线型,两端均为尖端。
8.根据权利要求1所述的一种聚乙烯塑钢缠绕管的内壁挤塑覆层装置,其特征在于:所述塑钢板带缠绕输送机构包括有设置在生产线支架(1)上圆周布置的若干根钢模棒(30),钢模棒(30)位于内涂覆模具的外周,各钢模棒(30)上均设置螺旋状花纹,在钢模棒(30)下方还设置有生产线电机(31),生产线电机(31)的输出轴上安装有链条(32),其中若干根钢模棒(30)的转轴上安装有与链条(32)相配合的链轮(34),生产线电机(31)转动能带动钢模棒(30)转动。
9.一种聚乙烯塑钢缠绕管的内壁挤塑覆层装置对管材内壁进行聚乙烯薄层的涂覆的生产工艺,其特征在于:包括有下述步骤:
技术总结
本发明公开了一种聚乙烯塑钢缠绕管的内壁挤塑覆层装置及工艺,它包括内涂覆挤塑机机构、内涂覆模具和塑钢板带缠绕输送机构,内涂覆模具外模的外周套装有加热丝,内涂覆模具内模一端安装有控制阀门,控制阀门能将塑钢缠绕管的内腔封闭,在内涂覆模具内模中开设有压缩气室,压缩气室的外周开设有若干气孔,压缩气室内的气体能经由气孔向外吹出到内涂覆层的内壁上,塑钢板带缠绕输送机构将塑钢板带螺旋缠绕粘合形成管材,并让管材在内涂覆模具外周旋转和移动;本发明能将聚乙烯熔料吹至表面处于热熔状态的管材内壁上,最终形成稳固光滑的内覆层,弥补螺旋成型管材内壁上的螺旋形凹凸不平,让管材内壁保持光滑,确保管材的正常使用。
技术研发人员:牟其善,王涛,杨进步,王龙
受保护的技术使用者:山东浩源管业有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!