一种金属网板的精确上料装置的制作方法
本技术涉及金属网板上料的,特别是一种金属网板的精确上料装置。
背景技术:
1、某金属网板的结构如图1~图2所示,其外形为圆形,整体厚度为0.2~0.3mm。当这种金属网板生产成型后,工艺上要求将这种金属网板放入到如图3所示的注塑模内的芯柱上,上料后,在注塑模内注入熔融塑料,金属网板与塑料固化后,即可得到嵌塑件,如图4所示为将金属网板1放置到芯柱2顶表面上的示意图。其中,注塑模包括注塑模本体3、开设于注塑模本体3顶表面上的注塑腔4,注塑腔4内且位于其底壁上固设有多个芯柱2,注塑模本体3的顶表面上且位于注塑腔4的两侧均开设有导向孔5。
2、某车间内通过人工手动一个接一个的将金属网板1放入到注塑模内各个芯柱2顶表面上,以完成金属网板的上料。然而,人工虽然能够完成对金属网板的上料,但是经常将金属网板1放偏,即金属网板1与芯柱2不同轴(而工艺上要求金属网板1与芯柱2同轴),从而导致注塑成型出的嵌塑件中金属网板之间的间距不相等,从而降低了嵌塑件的成型质量,为了解决金属网板1放偏的问题,工人只能反复调整金属网板1的位置,以使金属网板1与芯柱2同轴,但无疑是又降低了上料效率。因此,亟需一种极大提高金属网板上料的精确度、提高上料效率的上料装置。
技术实现思路
1、本实用新型的目的在于克服现有技术的缺点,提供一种结构紧凑、极大提高金属网板上料的精确度、提高上料效率的金属网板的精确上料装置。
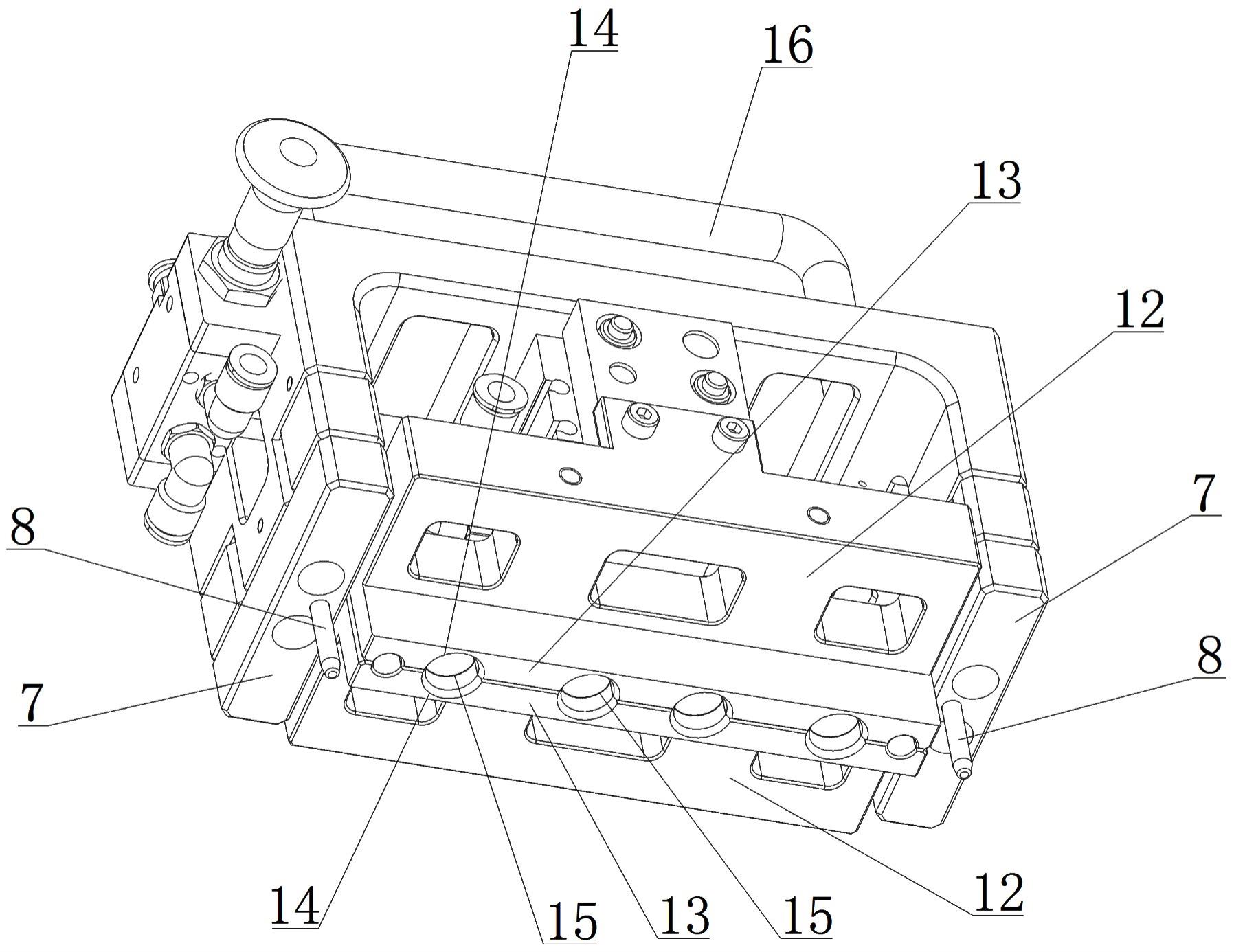
2、本实用新型的目的通过以下技术方案来实现:一种金属网板的精确上料装置,它包括底座6,底座6的底表面上且位于其两端均固设有纵向设置的导轨7,两个导轨7的底表面上均固设有导向柱8,两个导向柱8分别与注塑模本体3上的两个导向孔5相对应,底座6的顶表面上架设有支架9,支架9的底表面上固设有纵向设置的双作用气缸10,双作用气缸10的两个活塞杆的作用端上均固设有连接板11,两个连接板11的底部固设有滑板12,两个滑板12均滑动安装于两个导轨7内,两个滑板12的底表面上均固设有相接触的立板13,两个立板13的内端面上均开设有半圆形沉头孔14,两个相对的半圆形沉头孔14围成沉头孔,两个相对应的半圆形沉头孔14的半圆形台肩15围成圆形台肩,圆形台肩的直径与金属网板1的外径相等;
3、所述导向柱8固设于导轨7的中部,导向柱8的直径与导向孔5的直径相等。
4、所述支架9的顶部固设有提手16。
5、两个滑板12前后对称设置,两个立板13前后对称设置。
6、所述立板13为铁板。
7、所述支架9的侧壁上设置有电磁阀,电磁阀与控制器经信号线电连接。
8、本实用新型具有以下优点:结构紧凑、极大提高金属网板上料的精确度、提高上料效率。
技术特征:
1.一种金属网板的精确上料装置,其特征在于:它包括底座(6),底座(6)的底表面上且位于其两端均固设有纵向设置的导轨(7),两个导轨(7)的底表面上均固设有导向柱(8),两个导向柱(8)分别与注塑模本体(3)上的两个导向孔(5)相对应,底座(6)的顶表面上架设有支架(9),支架(9)的底表面上固设有纵向设置的双作用气缸(10),双作用气缸(10)的两个活塞杆的作用端上均固设有连接板(11),两个连接板(11)的底部固设有滑板(12),两个滑板(12)均滑动安装于两个导轨(7)内,两个滑板(12)的底表面上均固设有相接触的立板(13),两个立板(13)的内端面上均开设有半圆形沉头孔(14),两个相对的半圆形沉头孔(14)围成沉头孔,两个相对应的半圆形沉头孔(14)的半圆形台肩(15)围成圆形台肩,圆形台肩的直径与金属网板(1)的外径相等。
2.根据权利要求1所述的一种金属网板的精确上料装置,其特征在于:所述导向柱(8)固设于导轨(7)的中部,导向柱(8)的直径与导向孔(5)的直径相等。
3.根据权利要求1所述的一种金属网板的精确上料装置,其特征在于:所述支架(9)的顶部固设有提手(16)。
4.根据权利要求1所述的一种金属网板的精确上料装置,其特征在于:两个滑板(12)前后对称设置,两个立板(13)前后对称设置。
5.根据权利要求1所述的一种金属网板的精确上料装置,其特征在于:所述立板(13)为铁板。
6.根据权利要求1所述的一种金属网板的精确上料装置,其特征在于:所述支架(9)的侧壁上设置有电磁阀,电磁阀与控制器经信号线电连接。
技术总结
本技术公开了一种金属网板的精确上料装置,本技术涉及金属网板上料的技术领域,它包括底座,底座的底表面上且位于其两端均固设有纵向设置的导轨,两个导轨的底表面上均固设有导向柱,支架的底表面上固设有纵向设置的双作用气缸,双作用气缸的两个活塞杆的作用端上均固设有连接板,两个连接板的底部固设有滑板,两个滑板均滑动安装于两个导轨内,两个滑板的底表面上均固设有相接触的立板,两个立板的内端面上均开设有半圆形沉头孔,两个相对的半圆形沉头孔围成沉头孔,两个相对应的半圆形沉头孔的半圆形台肩围成圆形台肩。本技术的有益效果是:结构紧凑、极大提高金属网板上料的精确度、提高上料效率。
技术研发人员:朱力,王朝,谢春,庞慧君,查华利,蒋康,朱浩然,邢焰棋
受保护的技术使用者:成都宏明双新科技股份有限公司
技术研发日:20230607
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!