Z字型卷曲牵引装置的制作方法
本技术涉及卷曲牵引,具体为z字型卷曲牵引装置。
背景技术:
1、轮胎加工过程中,需要通过牵引装置对半部件进行卷曲牵引,公告号为cn113104630a的发明专利公开了一种轮胎生产中裁断生产线卷曲工位工装车自动更换的方法,空工装车提前输送至空工装暂存位进行等待,待满工装车从卷曲工位自动移出后,空工装车快速自动输送至卷曲工位;通过裁断生产线卷曲工位的裁切装置、料头牵引装置实现物料的自动裁切及自动引头,裁断生产线卷曲物料到设定长度后,卷曲工位自动停止卷曲,自动裁切装置自动裁断,卷曲工位自动完成料尾卷曲收卷;mes系统通过射频装置读取器读取工装车上的射频装置标签实现信息的绑定及传送,通过射频装置读取器读取工装车的工装信息,实现裁断生产线与工厂mes系统进行数据交互;然后通过输送机、转台系统、空工装暂存位、立体库协调配合,完成空工装车、满工装车的自动更换。但是现有技术中,更换卷曲工字轮时,卷曲装置工字轮速度初始速度低,输送半部件的前半部分联动线速度高,人工接头时,存在速度差,对半部件挤压,造成打折,就目前卷曲过程来说,整体实现过程不利于对卷曲过程的全面监控,产生多余联动废料浪费。因此,需要进行改进。
技术实现思路
1、本实用新型的目的在于提供z字型卷曲牵引装置,解决了现有技术中,更换卷曲工字轮时,卷曲装置工字轮速度初始速度低,输送半部件的前半部分联动线速度高。人工接头时,存在速度差,对半部件挤压,造成打折,就目前卷曲过程来说,整体实现过程不利于对卷曲过程的全面监控,产生多余联动废料浪费的问题。
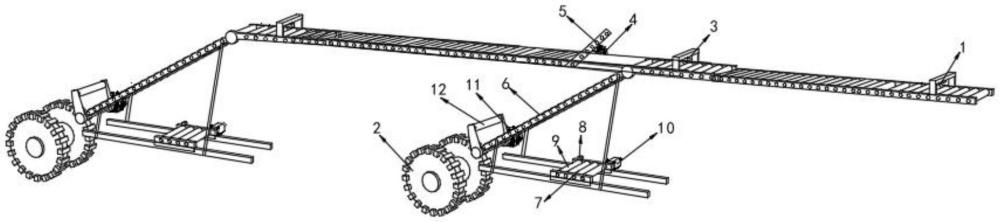
2、为实现上述目的,本实用新型提供如下技术方案:z字型卷曲牵引装置,包括工字轮和缓坡度联动线,所述缓坡度联动线上设置有上辊,所述缓坡度联动线上设置有电机,所述缓坡度联动线上设置有支架,所述支架上设置有滑辊,所述支架上设置有最前辊,所述支架上固定安装有电动机,所述缓坡度联动线上设置有传动线,所述缓坡度联动线有两个,两个所述缓坡度联动线均匀分布在传送线上,所述传送线上设置有第二状物感应器,所述传动线上设置有起降装置,所述传送线上设置伺服电机。
3、优选的,所述电机的转轴和缓坡度联动线转动连接,所述转轴和上辊固定连接。通过设置电机,驱动上辊移动。
4、所述电动机的输出端和支架转动连接,所述输出端和滑辊固定连接。通过设置电动机,驱动滑辊转动。
5、优选的,所述最前辊上设置有第一状物感应器,所述第一状物感应器和支架接触。通过设置第一状物感应器,对轮胎状态监测。
6、优选的,所述伺服电机上的传输轴和传送线转动连接,所述传输轴和起降装置固定连接。通过设置伺服电机,驱动起降装置工作。
7、优选的,所述传送线上设置有框架,所述框架上设置有裁刀装置。通过设置裁刀装置,对轮胎裁切。
8、本实用新型的有益效果如下:
9、本实用新型减少了卷曲过程,由于工艺导致的不合格问题,带来的产品浪费,可推广性强,稳定性,可靠性强,有较强的抗干扰能力系统功能完善,使用能力强,出现故障的概率和维修工作量均较低,大大降低了维修成本,实现方式十分直观、清晰,逻辑性强,时效性强,提高机械设备的系统性、整体性,节省人员成本。
技术特征:
1.z字型卷曲牵引装置,包括工字轮(2)和缓坡度联动线(6),其特征在于:所述缓坡度联动线(6)上设置有上辊(12),所述缓坡度联动线(6)上设置有电机(11),所述缓坡度联动线(6)上设置有支架,所述支架上设置有滑辊(7),所述支架上设置有最前辊(9),所述支架上固定安装有电动机(10),所述缓坡度联动线(6)上设置有传动线,所述缓坡度联动线(6)有两个,两个所述缓坡度联动线(6)均匀分布在传送线上,所述传送线上设置有第二状物感应器(3),所述传动线上设置有起降装置(5),所述传送线上设置伺服电机(4)。
2.根据权利要求1所述的z字型卷曲牵引装置,其特征在于:所述电机(11)的转轴和缓坡度联动线(6)转动连接,所述转轴和上辊(12)固定连接。
3.根据权利要求1所述的z字型卷曲牵引装置,其特征在于:所述电动机(10)的输出端和支架转动连接,所述输出端和滑辊(7)固定连接。
4.根据权利要求1所述的z字型卷曲牵引装置,其特征在于:所述最前辊(9)上设置有第一状物感应器(8),所述第一状物感应器(8)和支架接触。
5.根据权利要求1所述的z字型卷曲牵引装置,其特征在于:所述伺服电机(4)上的传输轴和传送线转动连接,所述传输轴和起降装置(5)固定连接。
6.根据权利要求1所述的z字型卷曲牵引装置,其特征在于:所述传送线上设置有框架,所述框架上设置有裁刀装置(1)。
技术总结
本技术属于卷曲牵引技术领域,具体涉及Z字型卷曲牵引装置,包括工字轮和缓坡度联动线,所述缓坡度联动线上设置有上辊,所述缓坡度联动线上设置有电机,所述缓坡度联动线上设置有支架,所述支架上设置有滑辊,所述支架上设置有最前辊,所述支架上固定安装有电动机,所述缓坡度联动线上设置有传动线。本技术减少了卷曲过程,由于工艺导致的不合格问题,带来的产品浪费,可推广性强,稳定性,可靠性强,有较强的抗干扰能力系统功能完善,使用能力强,出现故障的概率和维修工作量均较低,大大降低了维修成本,实现方式十分直观、清晰,逻辑性强,时效性强,提高机械设备的系统性、整体性,节省人员成本。
技术研发人员:王锋,战浩,陈雪梅,郭建平,吕建强
受保护的技术使用者:广西玲珑轮胎有限公司
技术研发日:20230720
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!