一种用于AGM隔板加工过程的控制系统的制作方法
本发明涉及蓄电池配件,尤其涉及一种用于agm隔板加工过程的控制系统。
背景技术:
1、agm蓄电池隔板生产线是一种新型蓄电池隔板生产线,广泛应用于国内外蓄电池隔板厂,该生产线制造的产品符合蓄电池隔板的技术要求,具有pvc、pe等隔板不可代替的多种技术性能,agm隔板生产线的工艺流程:以硫酸作为分散剂,将几种不同规格的超细玻璃纤维通过打浆机制成浆液,经过搅拌、成型、烘干和收卷生产出成品隔板。
2、中国专利申请公开号:cn218919210u公开了一种agm隔板浆料烘干成型装置,该装置包括有支撑底座、输送带、烘干罩、固定板和加热铜管,支撑底座内上部安装有输送浆料的输送带,支撑底座顶部后侧固接有烘干罩,烘干罩左右两侧均前后对称式开有两个滑动槽,烘干罩内的四个滑动槽之间滑动式设置有固定板,固定板底部均匀间隔安装有加热铜管。输送带将捞浆框向后输送,工作人员通过将固定板上下移动进行调节,固定板带动加热铜管和加热铜丝上下移动至合适的位置,从而能够避免加热铜管温度过高将agm隔板灼烧。
3、由此可见,上述技术方案存在以下问题:加工工艺复杂,使用机械设备较多,需要人工操作,精确度不够,生产过程中产生的废料不能重复利用,造成资源浪费,无法根据不同隔板的组成投入对应的原料,无法准确裁剪出合格成品。
技术实现思路
1、为此,本发明提供一种用于agm隔板加工过程的控制系统,用以克服现有技术中无法根据不同隔板的组成投入对应的原料,导致无法准确裁剪出合格成品的问题。
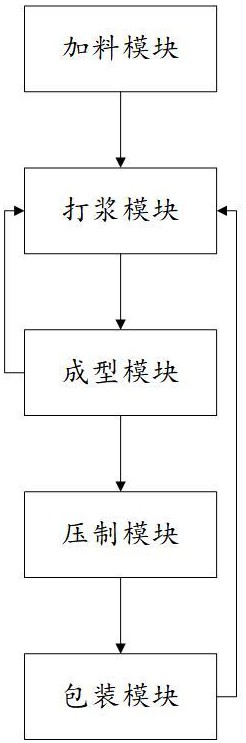
2、为实现上述目的,本发明提供一种用于agm隔板加工过程的控制系统,包括:
3、加料模块,其用以投入原料;
4、打浆模块,其与加料模块相连,用以向原料中注入白水,分散原料,形成混合物,并搅拌所述混合物调节ph值;
5、成型模块,其与所述打浆模块相连,用以将所述混合物注入筒形模具,通过所述筒形模具的转动,甩干所述混合物,调节所述混合物的厚度,并烘干定型形成筒形成品;
6、压制模块,其与所述成型模块相连,用以将所述筒形成品沿轴向剪切开,并沿所述筒形成品轴向经过压辊,形成片式隔板;
7、包装模块,其与所述压制模块和加料模块相连,用以裁剪所述片式隔板的干边,并将形成的成品打包;
8、其中,所述白水为酸性疏解所述原料用水;所述混合物为所述原料和所述白水混合物;所述筒形模具为长度可调的中空带泄水孔的圆筒形耐腐蚀模具;所述筒形成品为所述原料经脱水后形成的成品;所述干边为所述片式隔板两边厚度不均匀的隔板。
9、进一步地,所述成型模块将所述混合物注入所述筒形模具,通过所述筒形模具的转动,调节所述混合物的厚度;
10、其中,所述筒形模具在两端分别设置第一激光发射器和第一激光接收器;
11、所述筒形模具开始转动时,所述第一激光发射器开始工作,所述第一激光接收器接收到所述第一激光发射器发出的激光;
12、所述筒形模具在转动过程中,所述混合物贴附在筒壁,所述第一激光接收器根据接收到的激光强度判断激光正常接收区域和激光衰减接收区域的长度;
13、根据所述激光衰减接收区域的长度形成所述混合物的厚度;
14、所述第一激光发射器可发出连续条状激光;
15、所述第一激光接收器位置与所述第一激光发射器对应;
16、所述激光正常接收区域为所述第一激光接收器接收到激光强度不变的区域;
17、所述激光衰减接收区域为所述第一激光接收器接收到激光强度衰减的区域。
18、进一步地,所述成型模块通过所述筒形模具的转动,甩干所述混合物,并烘干定型形成筒形成品;
19、其中,当转动所述筒形模具不产生所述白水时,所述成型模块判断所述混合物已经甩干,并开始烘干所述混合物。
20、进一步地,所述压制模块将剪切开的所述筒形成品沿轴向经过压辊,形成片式隔板;
21、其中,所述压辊的间距和所述筒形成品的厚度一致;
22、所述压辊的长度和所述筒形模具径向切面圆的周长一致。
23、进一步地,所述加料模块用以投入原料;
24、其中,所述加料模块根据不同隔板所需不同原料的比例进行投放。
25、进一步地,所述打浆模块将所述加料模块投入的原料和所述白水进行混合,并将混合物进行搅拌;
26、其中,所述打浆模块在搅拌过程中,调节所述混合物的ph值至不同隔板的规定值;
27、所述打浆模块分批往所述混合物中加入白水至所述原料全部分散为止;
28、所述打浆模块在每次注入白水时,检测所述混合物的ph值,根据检测的ph值和规定值进行比较,调整所述混合物的ph值与规定值一致。
29、进一步地,所述包装模块,裁剪所述片式隔板的干边,并将形成的成品打包;
30、其中,所述干边宽度与所述筒形模具的长度和转速有关;
31、所述包装模块将裁剪掉的所述干边传送至打浆模块进行重复利用。
32、进一步地,所述包装模块包括:
33、裁剪单元,其用以判断所述干边宽度,并裁剪所述干边,以形成所述成品;
34、打包单元,其用以将所述成品打包;
35、其中,所述裁剪单元设置第二激光发射器和第二激光接收器;
36、所述片式隔板从所述第二激光发射器和所述第二激光接收器中间通过,通过所述第二激光接收器上接收到的不同强度激光的位置形成激光稳定照射区域、激光紊乱照射区域和激光均匀照射区域;
37、根据激光紊乱照射区域宽度形成所述干边的宽度;
38、所述第二激光发射器可发出连续条状激光;
39、所述第二激光接收器位置与所述第二激光发射器对应;
40、所述激光稳定照射区域为所述第二激光接收器接收到激光强度不变的区域;
41、所述激光紊乱照射区域为所述第二激光接收器接收到激光强度紊乱的区域;
42、所述激光均匀照射区域为所述第二激光接收器接收到衰减但激光强度均匀的区域。
43、进一步地,所述成型模块通过所述筒形模具的转动,调节所述混合物的厚度;
44、其中,所述筒形模具长度能够调整。
45、进一步地,所述成型模块甩干所述混合物,形成的白水传输到所述打浆模块中重复利用。
46、与现有技术相比,本发明的有益效果在于,通过设置加料模块、打浆模块、成型模块、压制模块和包装模块,简化了加工工艺,提高了各模块间的配合程度,提升了agm隔板加工的可靠性。
47、进一步地,通过设置激光判断装置,对生产过程中的半成品进行准确判断,准确裁剪出合格成品,防止人工误判,提高了产品的精确度,从而进一步提升了agm隔板加工的可靠性。
48、进一步地,通过将生产过程中产生的废料重复利用,符合环保要求,从而进一步提升了agm隔板加工的可靠性。
49、进一步地,根据不同隔板的组成投入对应的原料,提升了材料的利用率,从而进一步提升了agm隔板加工的可靠性。
- 还没有人留言评论。精彩留言会获得点赞!