一种超薄导热贴片的制作方法
[0001]
本实用新型涉及散热技术领域,特别是涉及一种超薄导热贴片。
背景技术:
[0002]
随着电子集成技术的快速发展,电子设备向小型化和轻薄化的方向发展,系统的集成度越来越高。另一方面,电子设备中高功率元器件的应用,热功耗急剧增大,由此产生的热量没有充足的空间散发,从而直接影响产品的工作性能以及使用寿命,统计显示,约40%。这是由于电子设备厚度需求越来越薄,功耗和发热量也不断提高,传统的散热器结构较大,不能满足电子器件薄型化的发展需求。随着5g时代的来临,电子产品的散热任务变的尤为严峻。
[0003]
由于电子产品内部空间受限,同时热流密度大幅提升,传统的散热器件已经难以有效解决其散热难题。随着需求的发展,市面上出现了一些先进的散热技术,其中一种拥有较强竞争力的导热散热方案,如超薄导热贴片,现有的超薄导热贴片有上下两块盖板组合而成,在截断以及封焊的过程中容易产生受损或破孔的现象,会增加腔内流体泄漏的机率,现有的超薄导热贴片的散热性能往往较弱,传统的结构设计不具有毛细结构孔隙小、高密度,影响液态工作流体的扩散,导致工作流体分布不均匀,且毛细作用力小,影响工作流体的循环速度,使得超薄导热贴片的表面换热能力不佳,从而影响电子设备的使用寿命。
[0004]
因此,有必要设计一种散热装置,以克服上述问题。
技术实现要素:
[0005]
本实用新型所要解决的技术问题是针对现有技术中上述不足,提供一种超薄导热贴片的制作方法及超薄导热贴片,通过3d打印技术实现超薄导热贴片的结构制作,具体包括基板、上板、毛细孔层、冷凝结构等,此超薄导热贴片在抽真空及注液工序之前制作完成,通过3d打印的方式实现一体成型、结实耐用,同时3d打印技术能够实现超薄尺寸制作,基板和上板的冷凝结构对应设置、成对抵接,使得导热贴片避免产生变形,基板和上板的毛细孔层的制作能够使与其接触的工作液状态变化速度加快,使超薄导热贴片的热阻减小,提高散热效率,从而保障电子设备的使用寿命。
[0006]
解决本实用新型技术问题所采用的技术方案是,一种超薄导热贴片的制作方法,其特征在于,包括:
[0007]
步骤102,将一基板设置于3d打印工作台;
[0008]
步骤104,设置3d打印参数,设置成在所述基板的上表面打印成型海绵状的下毛细孔层;
[0009]
步骤106,在所述基板上打印所述下毛细孔层,形成超薄导热贴片下板;
[0010]
步骤108,在所述基板的上表面配置超薄导热贴片上板,所述基板与所述超薄导热贴片上板形成密闭腔体,所述下毛细孔层在所述密闭腔体内部,所述密闭腔体留有开口;
[0011]
步骤110,通过所述开口向所述密闭腔体内注入工作液;
[0012]
步骤112,将所述密闭腔体抽真空后密封所述开口。
[0013]
采用此种技术方案,整个超薄导热贴片的结构在抽真空及注液工序之前通过3d打印制作完成,能够实现导热贴片一体成型,坚实耐用不易坏损;海绵状的下毛细孔层使得导热贴片内部结构面积增大,能够促进内部工作液的快速回流,缩短散热的时间,进而更好的进行气液循环,提高散热效果。
[0014]
进一步优选的,所述步骤106与所述步骤108之间还包括,步骤107:在所述下毛细孔层表面打印成型冷凝结构。
[0015]
采用此种技术方案,使得导热贴片内部的内部工作液更快速的冷却,缩短散热的时间,提高散热效果。
[0016]
进一步优选的,所述步骤108中,在所述基板上继续打印成型所述超薄导热贴片上板。
[0017]
采用此种技术方案,将超薄导热贴片上板也通过3d打印技术完成,使得整体结构更加稳定和坚实耐用,不易损坏。
[0018]
进一步优选的,所述步骤108中,在所述超薄导热贴片上板内表面打印成型海绵状上毛细孔层,所述上毛细孔层在所述密闭腔体内部。
[0019]
采用此种技术方案,使整个导热贴片内部的基板和上板的内表面都布满了海绵状上毛细孔层,进一步扩大了导热贴片内部结构面积,更有效的帮助导热贴片内部的、与这些毛细孔层接触的工作液更快速的冷却,缩短散热的时间。
[0020]
进一步优选的,在所述步骤108中还包括:在所述上毛细孔层表面打印成型冷凝结构,所述冷凝结构对应设置,即所述上毛细孔层与所述下毛细孔层的所述冷凝结构成对抵接。
[0021]
采用此种技术方案,使得整个导热贴片内部的基板和上板的内表面都设置有冷凝结构,增多了冷凝结构的数量更进一步的加快了导热贴片内部工作液的冷却速度;同时,相对的基板和上板上对应设置冷凝结构且呈抵接式设计,维持了基板和上板之间的稳定性,使导热贴片整体不易压扁或变形。
[0022]
进一步优选的,所述冷凝结构分布的密度由所述下毛细孔层的中心向边缘处递减。
[0023]
采用此种技术方案,具有帮助冷却功能的冷凝结构不再是均匀分布,而是中间密集,边缘稀疏,有利于热源集中或大部分在中心区域的热量传递加快,实现快速导热后快速冷却,同时中心区域气液变化迅速,较以前均匀分布时,内部气流不易产生紊乱,使得散热性能更加稳定。
[0024]
进一步优选的,所述冷凝结构为圆台状,所述冷凝结构一次性打印成型。
[0025]
采用此种技术方案,使得上下两个对应的冷凝结构更容易实现抵接,从而维持基板和上板之间的平衡与位置的稳定,一次性打印成型保证了冷凝结构不易从其相应的上板或基板上脱落,牢固耐用,不易损坏
[0026]
本实用新型一种超薄导热贴片,其特征在于:所述超薄导热贴片依据上述超薄导热贴片的制作方法制出,其特征在于,包括基板、下毛细孔层、超薄导热贴片上板,所述基板上3d打印有下毛细孔层,所述下毛细孔层为海绵状,所述超薄导热贴片上板固定设置于所述基板上,所述基板与所述超薄导热贴片上板形成一具有开口的密闭腔体,所述下毛细孔
层位于所述密闭腔体内部。
[0027]
采用此种技术方案,基板上有通过3d打印成型的下毛细孔层,使得导热贴片内部结构面积增大,能够促进内部工作液的快速回流,缩短散热的时间,进而更好的进行气液循环,提高散热效果,从而提高电子产品的使用寿命。
[0028]
进一步优选的,所述超薄导热贴片上板内部3d打印有上毛细孔层。
[0029]
采用此种技术方案,使整个导热贴片内部的基板和上板的内表面都布满了海绵状上毛细孔层,进一步扩大了导热贴片内部结构面积,更有效的帮助导热贴片内部的、与这些毛细孔层接触的工作液更快速的冷却,缩短散热的时间。
[0030]
综上所述,本实用新型的有益效果为:
[0031]
1、采用3d打印技术,实现超薄导热贴片内部各个结构制作,由于3d打印技术作为成熟的快速成型技术,操作方便,可以根据不同的电子设备元件的尺寸和空间的要求,预设超薄导热贴片的薄厚与尺寸,打印机通过读取文件中的预设信息,用相应的材料将这些截面逐层地打印出来成为一个实体,使得整个超薄导热贴片得以一体成型,结构稳定、安全耐用、不易损坏。
[0032]
2、超薄导热贴片的基板和上板上面分别打印成型海绵状的下毛细孔层和上毛细孔层,使得导热贴片内部结构面积增大,另外相比于其他的加工方法,通过3d打印成型的毛细孔数量更多,分布更加均匀细致,能够促进内部工作液的快速回流,缩短散热的时间,进而更好的进行气液循环,提高散热效果。
[0033]
3、在基板和上板的毛细孔层表面打印有冷凝结构,使得与其解除的工作液快速冷却,加快并提高了散热效果。
[0034]
4、在基板和上板上的冷凝结构对应设置并相互抵接,维持了基板和上板之间的密闭空腔形状的稳定性,使导热贴片整体不易压扁或变形。
[0035]
5、冷凝结构分布的密度由所述毛细孔层的中心向边缘处递减,有利于热源集中或大部分在中心区域的热量传递加快,实现快速导热后快速冷却,同时中心区域气液变化迅速,较以前均匀分布时,内部气流不易产生紊乱,使得散热性能更加稳定。
[0036]
6、冷凝结构为圆台状,使得上下两个对应的冷凝结构更容易实现抵接,从而维持基板和上板之间的平衡与位置的稳定,进一步保障了两者之间的密闭空腔形状的固定不变。
附图说明
[0037]
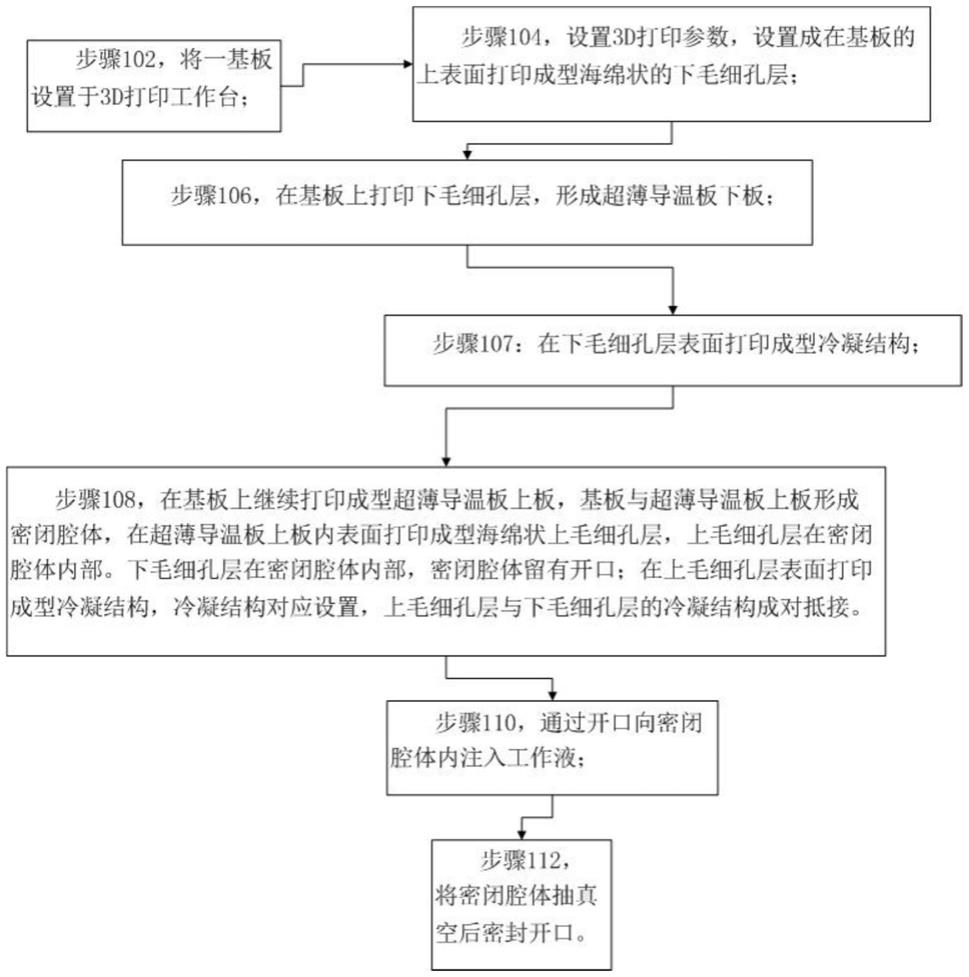
图1示出了本实用新型的一种超薄导热贴片的制作流程图。
[0038]
图2示出本了实用新型的一种超薄导热贴片的一个实施例的剖面示意图,其中1:基板;2:下毛细孔层;3:冷凝结构;4:超薄导热贴片上板;5:上毛细孔层;6:冷凝结构;7:开口;8:密封阀。
[0039]
图3示出了本实用新型一种超薄导热贴片的基板冷凝结构的示意图,其中:1:基板;2:下毛细孔层;3:冷凝结构。
具体实施方式
[0040]
下面结合附图说明根据本实用新型的具体实施方式。
[0041]
在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是,本实用新型还可以采用其他不同于在此描述的其他方式来实施,因此,本实用新型并不限于下面公开的具体实施例的限制。本实用新型所述的步骤后面的序号,仅作为区分不同步骤的标记,不作为具体步骤之间的先后顺序关系。
[0042]
实施例1:
[0043]
参照图1所示,一种超薄导热贴片的制作流程,包括如下步骤:
[0044]
步骤102,将一基板设置于3d打印工作台;
[0045]
步骤104,设置3d打印参数,设置成在基板的上表面打印成型海绵状的下毛细孔层;
[0046]
步骤106,在基板上打印下毛细孔层,形成超薄导热贴片下板;
[0047]
步骤108,在基板的上表面配置超薄导热贴片上板,基板与超薄导热贴片上板形成密闭腔体,下毛细孔层在密闭腔体内部,密闭腔体留有开口;
[0048]
步骤110,通过开口向密闭腔体内注入工作液;
[0049]
步骤112,将密闭腔体抽真空后密封开口。
[0050]
采用此种实施方式,整个超薄导热贴片的结构在抽真空及注液工序之前通过3d打印制作完成,能够实现导热贴片一体成型,坚实耐用不易坏损;海绵状的下毛细孔层使得导热贴片内部结构面积增大,能够促进内部工作液的快速回流,缩短散热的时间,进而更好的进行气液循环,提高散热效果。
[0051]
在本实用新型中,基板和上板的材料可以是导热能力较好的金属箔,例如,铜箔、铝箔、钛箔或不锈钢箔;毛细孔层材质可以为石墨烯、碳纳米管或和石墨烯与碳纳米管的混合物。具体的,本实施例中,基板和上板的材料铜箔、毛细孔层材质为石墨烯。铜具有优良的热传导性能和延展性能,在保证具有较好的热传导性能的同时,还能避免受到碰撞时发生形变断裂。石墨烯具有优良的导热性能,且石墨烯可以通过沉积的方式(例如电泳沉积)形成,工艺简单,能耗小。
[0052]
作为优选的实施方式,本实用新型在步骤106和步骤108之间包含:
[0053]
步骤107:在下毛细孔层表面打印成型冷凝结构;
[0054]
采用此实施方式,使得导热贴片内部的内部工作液更快速的冷却,缩短散热的时间,提高散热效果。
[0055]
作为优选的实施方式,在步骤108中,在基板上继续打印成型超薄导热贴片上板。
[0056]
采用此种实施方式,将超薄导热贴片上板也通过3d打印技术完成,使得整体结构更加稳定和坚实耐用,不易损坏。
[0057]
作为优选的实施方式,在步骤108中,在超薄导热贴片上板内表面打印成型海绵状上毛细孔层,上毛细孔层在密闭腔体内部。
[0058]
采用此种实施方式,使整个导热贴片内部的基板和上板的内表面都布满了海绵状上毛细孔层,进一步扩大了导热贴片内部结构面积,更有效的帮助导热贴片内部的、与这些毛细孔层接触的工作液更快速的冷却,缩短散热的时间。
[0059]
作为优选的实施方式,在步骤108中还包括:在上毛细孔层表面打印成型冷凝结构,冷凝结构对应设置,即上毛细孔层与下毛细孔层的冷凝结构成对抵接。
[0060]
采用此种实施方式,使得整个导热贴片内部的基板和上板的内表面都设置有冷凝
结构,增多了冷凝结构的数量更进一步的加快了导热贴片内部工作液的冷却速度;同时,相对的基板和上板上对应设置冷凝结构且呈抵接式设计,维持了基板和上板之间的稳定性,使导热贴片整体不易压扁或变形,提供足够的支撑力避免基板和上板向内塌陷使得超薄导热贴片报废。
[0061]
作为优选的实施方式,冷凝结构分布的密度由下毛细孔层的中心向边缘处递减。
[0062]
采用此种实施方式,具有帮助冷却功能的冷凝结构不再是均匀分布,而是中间密集,边缘稀疏,有利于热源集中或大部分在中心区域的热量传递加快,实现快速导热后快速冷却,同时中心区域气液变化迅速,较以前均匀分布时,内部气流不易产生紊乱,使得散热性能更加稳定。
[0063]
作为优选的实施方式,冷凝结构为圆台状,冷凝结构一次性打印成型。
[0064]
采用此种实施方式,使得上下两个对应的冷凝结构更容易实现抵接,从而维持基板和上板之间的平衡与位置的稳定,一次性打印成型保证了冷凝结构不易从其相应的上板或基板上脱落,牢固耐用,不易损坏
[0065]
作为优选的实施方式,在步骤112中,通过3d打印的方式继续打印成型密封阀将注入工作液的开口封闭。
[0066]
采用此种实施方式,密封阀不易脱落或损坏,从而保障了密封的效果。
[0067]
实施例2:
[0068]
参照图2,一种超薄导热贴片,包括基板1、下毛细孔层2、冷凝结构3、超薄导热贴片上板4、上毛细孔层5、冷凝结构6、开口7、密封阀8。在基板1上打印下毛细孔层2,形成超薄导热贴片下板;在基板1上继续打印成型超薄导热贴片上板4,基板1与超薄导热贴片上板4形成密闭腔体,在超薄导热贴片上板4内表面打印成型海绵状上毛细孔层5,上毛细孔层5在密闭腔体内部。下毛细孔层2在密闭腔体内部,密闭腔体留有开口7;在上毛细孔层5表面打印成型冷凝结构6,冷凝结构6和冷凝结构3对应设置,上毛细孔层5与下毛细孔层2的冷凝结构成对抵接。冷凝结构6和冷凝结构3分布的密度由下毛细孔层的中心向边缘处递减。冷凝结构6和冷凝结构3为圆台状,冷凝结构一次性打印成型。
[0069]
在使用时,导热贴片的基板1贴附于发热电子器件的表面,发热电子器件产生的热通过热传递的方式,经基板1、下毛细孔层2传导至密闭腔体内。位于密闭腔体内的工作液受热蒸发汽化,蒸汽在微小的压差下流向上板4,在遇到温度较低的上毛细孔层5和冷凝结构3和冷凝结构6时,蒸气冷凝放热,凝结成液体。冷凝释放出的热量通过上板4最终散发到外界。冷凝后的液态工作液经由上毛细孔层5回流至密闭腔体的底部。上述过程不断循环,从而实现发热电子器件的散热。
[0070]
参见图3,本实施例中的冷凝结构分布的密度由毛细孔层的中心向边缘处递减。
[0071]
综上所述,本实用新型采用3d打印技术,使得整个超薄导热贴片得以一体成型,结构稳定、安全耐用、不易损坏。超薄导热贴片的基板和上板上面分别打印成型海绵状的下毛细孔层和上毛细孔层,使得导热贴片内部结构面积增大,能够促进内部工作液的快速回流,缩短散热的时间,进而更好的进行气液循环,提高散热效果。在基板和上板的毛细孔层表面打印有冷凝结构,使得与其接触的工作液快速冷却,加快并提高了散热效果。在基板和上板上的冷凝结构对应设置并相互抵接,维持了基板和上板之间的密闭空腔形状的稳定性,使导热贴片整体不易压扁或变形。冷凝结构分布的密度由所述毛细孔层的中心向边缘处递
减,有利于热源集中或大部分在中心区域的热量传递加快,实现快速导热后快速冷却,同时中心区域气液变化迅速,较以前均匀分布时,内部气流不易产生紊乱,使得散热性能更加稳定。冷凝结构为圆台状,使得上下两个对应的冷凝结构更容易实现抵接,从而维持基板和上板之间的平衡与位置的稳定,进一步保障了两者之间的密闭空腔形状的固定不变。
[0072]
以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1