一种基于LIBS技术在线监测的激光清洗控制系统
一种基于libs技术在线监测的激光清洗控制系统
技术领域
1.本实用新型属于激光清洗技术领域,特别是涉及一种基于libs技术在线监测的激光清洗控制系统。
背景技术:
2.工业生产的设备、管线、厂房、建筑物、原材料、产品或半成品等,在与大气、环境、生产原料、介质、产品、机械油等接触的过程中,会受到物理、化学或生物作用,在其表面残留、沉积和生成各种对生产运行、产品质量或人身健康有害的污垢,这些污垢存在影响生产的正常运行、影响材料性能与设备寿命、增加生产能耗和成本、降低产品质量、引发各种事故等方面的危害。传统的清洗方法包括化学清洗、干冰清洗、机械打磨、超声波清洗、喷砂清洗等,但化学清洗严重污染环境、干冰清洗费用昂贵、机械打磨二次损伤严重、喷砂清洗存在噪声污染。激光清洗是一种利用高能激光束照射工件表面,使表面的污物、锈蚀或涂层发生瞬间蒸发、崩裂或升华,从而实现工件表面洁净如新的工艺技术。激光清洗具有无研磨、非接触、无热效应和适用于各种加工环境及工业材料等特点,操作过程无需使用任何化学药剂或清洗液,清洗下来的废料为固体粉末,体积小,易回收,是当今工业级表面处理中最可靠、最有效、最环保的解决办法,也是未来工业清洗发展的趋势和首选。
3.由于激光清洗过程物理、化学反应复杂,附着物脱离基体表面的机制较多,包括热应力振动破坏效应、等离子体冲击破坏效应、裂纹扩展断裂机制等,不同基材、激光光源、附着物以及附着物厚度等都会对清洗效果造成差异,因此,清洗效果的智能在线判断对实现高质量、高可靠性的激光清洗至关重要。激光诱导击穿光谱(laserinducedbreakdown spectroscopy,libs),又称激光诱导等离子体光谱(laser-inducedplasma spectroscopy,lips),是一种利用激光脉冲快速测定样品化学成分的现代分析技术,有效结合了激光剥蚀和原子发射光谱技术其工作原理是利用高能量脉冲激光聚焦到样品上,使样品在瞬间气化成高温、高密度的激光等离子体,等离子体中包括原子、离子和分子,它们会发射其特征波长的光谱,谱线的波长和强度分别反映了样品中的元素组成和含量,具有无需样品预处理、分析速度快、可实现多种元素实时检测的特点。
4.然而,在现有的激光清洗过程中,不能很好的实现激光清洗过程的在线监测,使得激光清洗过程无法实现在线控制,进而无法实现清洗过程以及清洗效果的把控,在激光清洗过程中容易清洗过度导致清洗基体的磨损,或导致清洗不彻底,大大降低了激光清洗的效率和清洗效果。
技术实现要素:
5.本实用新型针对现有技术存在的不足,提供了一种基于libs技术在线监测激光清洗控制系统,通过激光清洗技术与激光诱导击穿光谱技术的联用,集成了激光清洗高效、绿色,与libs技术快速在线检测的优点,克服了现有便捷式激光清洗设备不能对清洗过程进行判断、不能对清洗质量进行评估的问题,实现了激光清洗过程的快速在线监测。
6.为解决上述技术问题,本实用新型是通过以下技术方案实现的:
7.一种基于libs技术在线监测的激光清洗控制系统,包括主机箱、激光清洗系统以及libs在线监测系统;
8.所述主机箱包括电力系统、冷却系统和数字延时脉冲发生器;
9.所述冷却系统包括设置在主机箱的壳体外部的散热风扇,用于主机箱内部的通风散热;所述主机箱的壳体外部设置有两个usb接口,其中一个所述 usb接口用于连接计算机和清洗机,另一所述usb接口用于连接计算机和光谱仪;
10.所述激光清洗系统包括激光器、用于激光束导向的多关节导光臂、安装在多关节导光臂末端的激光清洗头以及用于控制激光器的激光清洗控制系统;
11.所述libs在线监测系统包括安装于激光清洗头外部的套筒、设置在套筒内部的光纤探头、通过光纤连接光纤探头的光谱仪、用于控制光谱仪的 libs控制系统以及安装于激光清洗头外部的可折叠的libs光谱信号报警器;
12.所述光纤探头,用于在线收集等离子体信号;所述libs光谱信号报警器,用于对应光谱图出现时报警提示停止清洗,且所述libs光谱信号报警器与光谱仪电性连接。
13.进一步地,所述主机箱的壳体背侧面安装有两根可调节长度的背带以及介于两背带之间的可调节高度的拉杆;所述主机箱的壳体顶部安装有慢回弹提手;
14.所述主机箱上的散热风扇的同侧面分别安装有总电源开关、锂电池充电口以及废弃物存储腔,所述主机箱上的拉杆的相对侧安装有锂电池,所述锂电池与锂电池充电口电性连接。
15.进一步地,所述主机箱上的锂电池充电口的相对侧安装有激光清洗头放置箱,所述激光清洗头放置箱与激光清洗头卡扣连接;
16.所述多关节导光臂安装于激光清洗头放置箱顶部。
17.进一步地,所述激光清洗系统还包括设置于多关节导光臂内部的多个激光反射镜以及设置于激光清洗头内部的长焦深doe;
18.所述激光反射镜,用于将激光束传输到多关节导光臂末端;所述长焦深 doe,用于将入射到激光清洗头内部的激光束汇聚,形成长焦深汇聚光束对清洗目标表面进行清洗加工;
19.所述激光清洗头前端安装有红外测距传感器,用于探测激光清洗头和清洗目标的距离。
20.进一步地,所述激光清洗头外部连接有三轴旋转支架,所述三轴旋转支架与可调节角度的套筒连接;
21.所述套筒内部靠近其前端位置设置有位于光纤探头前端的滤光镜,用于过滤掉激光器发射的特定波长光之外的其它光波。
22.进一步地,所述激光清洗头前端和套筒前端均安装有一个可按压的接触限位,所述接触限位与清洗目标间距在1-2cm;
23.所述激光清洗头前端安装有与激光清洗控制系统电性连接的调平探头,用于贴上曲率变化较大的清洗目标;所述套筒前端安装有安全报警器,用于调平探头无法及时将信息完全反馈至激光清洗控制系统时发出报警声音提示操作人员检查。
24.本实用新型具有以下有益效果:
25.1、本实用新型通过激光清洗技术与激光诱导击穿光谱技术的联用,集成了激光清洗高效、绿色,与libs技术快速在线检测的优点,克服了现有便捷式激光清洗设备不能对清洗过程进行判断、不能对清洗质量进行评估的问题,实现了激光清洗过程的快速在线监测与控制,大大提高了激光清洗的效率和效果,有效避免对清洗基体的损坏,进而延长清洗基体的使用寿命,同时解决了分层清洗的难题。
26.2、本实用新型通过红外测距传感器、接触限位、调平探头和安全报警器的设置,在利用激光清洗头进行基体表面污垢清洗过程中,可有效避免激光清洗头以及套筒与基体的接触碰撞,从而实现对激光清洗设备以及等离子体信号采集设备的保护。
27.3、本实用新型通过在激光清洗头上利用三轴旋转支架连接套筒,使得套筒的角度可以灵活调节,满足不同场景下的基体表面污垢的激光清洗过程中的等离子体信号的收集检测,大大增加了本实用新型的适用范围。
28.4、本实用新型通过背包式和拉箱式两种便捷方式的兼容,既解决了现有激光清洗设备笨重、不可移动、运输易受损等问题,又使工人在作业空间充足的场地解放了身体负担的重量;
29.5、本实用新型采用多关节导光臂进行激光光路的传输与设计,可实现光束的三维柔性传输,灵活性性好。且导光臂的关节数、铰接臂长度、光路防尘设计等多种选择性功能使其可以满足不同的应该场景与使用需求,具有更高的性价比。
30.当然,实施本实用新型的任一产品并不一定需要同时达到以上所述的所有优点。
附图说明
31.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
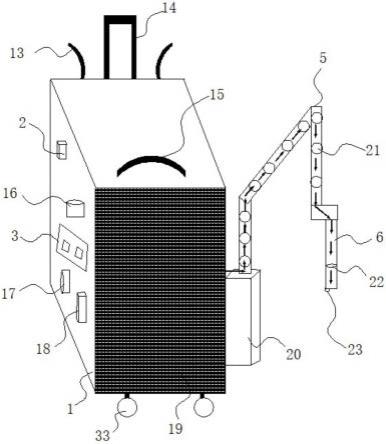
32.图1为一种基于libs技术在线监测的激光清控制系统的结构示意图。
33.图2为图1中手持激光清洗头的结构示意图。
34.图3为整个清洗监测控制系统的流程图。
35.图4为铝合金表面喷涂底漆(20μm)和面漆(40μm)的漆层结构示意图。
36.图5为libs光谱图:(a)面漆;(b)底漆。
37.图6为面漆与底漆的libs光谱图:(a)390~400nm;(b)400~410nm; (c)410~420nm;(d)420~440nm;(e)440~460nm;(f)460~480nm;(g) 480~500nm;(h)500~520nm。
38.图7为面漆与底漆的eds成分检测结果图。
39.图8为面漆表面libs烧蚀坑的深度测量图。
40.图9为底漆表面libs烧蚀坑的深度测量图。
41.附图中,各标号所代表的部件列表如下:
42.1-主机箱,2-散热风扇,3-usb接口,4-激光器,5-多关节导光臂,6
‑ꢀ
激光清洗头,7-激光清洗控制系统,8-套筒,9-光纤探头,10-微型光纤光谱仪,11-libs控制系统,12-libs光谱信号报警器,13-背带,14-拉杆,15
‑ꢀ
慢回弹提手,16-总电源开关,17-锂电池充电口,18-废弃物存储腔,19-锂电池,20-激光清洗头放置箱,21-激光反射镜,22-长焦深doe,
23-红外测距传感器,24-三轴旋转支架,25-滤光镜,26-接触限位,27-调平探头,28
‑ꢀ
安全报警器,29-清洗目标,30-等离子体,31-激光束,32-光纤,33-滚轮。
具体实施方式
43.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
44.实施例1:基于libs技术在线监测的激光清洗控制系统
45.请继续参考图1-3所示,一种基于libs技术在线监测的激光清洗控制系统,包括主机箱、激光清洗系统以及libs在线监测系统;
46.所述主机箱包括电力系统、冷却系统和数字延时脉冲发生器;
47.所述冷却系统包括设置在主机箱的壳体外部的散热风扇,用于主机箱内部的通风散热,避免温度过高导致元器件损坏;所述主机箱的壳体外部设置有两个usb接口,其中一个所述usb接口用于连接计算机和清洗机,另一所述usb接口用于连接计算机和光谱仪;
48.所述激光清洗系统包括激光器、用于激光束导向的多关节导光臂、安装在多关节导光臂末端的激光清洗头以及用于控制激光器的激光清洗控制系统,激光清洗控制系统是利用激光清洗与libs技术原理的相关性实现整个清洗系统的闭环控制;
49.所述libs在线监测系统包括安装于激光清洗头外部的套筒、设置在套筒内部的光纤探头、通过光纤连接光纤探头的光谱仪、用于控制光谱仪的 libs控制系统以及安装于激光清洗头外部的可折叠的libs光谱信号报警器;
50.所述光纤探头,用于在线收集等离子体信号;所述libs光谱信号报警器,用于对应光谱图出现时报警提示停止清洗,且所述libs光谱信号报警器与光谱仪电性连接。
51.进一步地,所述主机箱的壳体背侧面安装有两根可调节长度的背带以及介于两背带之间的可调节高度的拉杆;所述主机箱的壳体顶部安装有慢回弹提手,以便使用者背着清洗机或推拉清洗机行走,达到了便携的目的;
52.所述主机箱上的散热风扇的同侧面分别安装有总电源开关、锂电池充电口以及废弃物存储腔,启动总电源开关时,清洗机通电;所述主机箱上的拉杆的相对侧安装有锂电池,其可拆卸,可更换,为清洗机提供电源,所述锂电池与锂电池充电口电性连接;清洗过程产生的粉尘、颗粒等物质从激光清洗的吸气孔,吸气孔借助激光同轴的小孔喷嘴将具有一定负压的气体吹到清洗区,一方面吸去气化物,防止镜头和探头被飞溅物和烟尘污染,另一方面带走污染物氧化所放出的热量及防止基体表面氧化,净化表面,强化激光与材料的热作用。在负压的作用下,清洗产物进入废弃物存储腔,避免粉尘、颗粒、有害气体等直接排放到环境中,对环境造成污染、对人体产生危害。
53.进一步地,所述主机箱上的锂电池充电口的相对侧安装有激光清洗头放置箱,非使用过程可以把激光清洗头放置在里面,便于激光头的保护,所述激光清洗头放置箱与激光清洗头卡扣连接,确保激光清洗头的平稳放置;
54.所述多关节导光臂安装于激光清洗头放置箱顶部。
55.进一步地,所述激光清洗系统还包括设置于多关节导光臂内部的多个激光反射镜
以及设置于激光清洗头内部的长焦深doe;通过长焦深doe的设置,避免了因清洗目标表面凹凸不平存在高度差或操作人员手抖等原因产生的清洗误差;
56.所述激光反射镜,用于将激光束传输到多关节导光臂末端;所述长焦深 doe,用于将入射到激光清洗头内部的激光束汇聚,形成汇聚光束对清洗目标表面进行清洗加工;
57.所述激光清洗头前端安装有红外测距传感器,用于探测激光清洗头和清洗目标的距离,以保证激光清洗头能够始终与清洗目标保持安全距离。
58.进一步地,所述激光清洗头外部连接有三轴旋转支架,所述三轴旋转支架与可调节角度的套筒连接;
59.所述套筒内部靠近其前端位置设置有位于光纤探头前端的滤光镜,用于过滤掉激光器发射的特定波长光之外的其它光波,避免其他光波混入对光谱信号产生干扰;套筒内安装的光纤探头与滤光镜,根据清洗对象的形状差异,使用前调节合适的角度后固定,清洗过程在线收集等离子体信号,并通过光纤传输至光谱仪。
60.光纤探头与激光清洗头同步联动,二者与清洗目标之间形成“柔顺连接”,在保证激光清洗头、光纤探头与清洗目标不相撞的最小距离下进行激光清洗与等离子体信号采集。
61.进一步地,所述激光清洗头前端和套筒前端均安装有一个可按压的接触限位,一旦清洗目标接触到任一个凸起状的接触限位,激光清洗头和套筒将自动停止移动,所述接触限位与清洗目标间距在1-2cm,这样即使清洗目标表面因污染物厚度、铆钉等零件的存在使曲率发生了变化,由于激光清洗头和套筒与清洗目标保持一定距离,激光清洗头、套筒与清洗目标均不会被撞伤;
62.所述激光清洗头前端安装有与激光清洗控制系统电性连接的调平探头,对于曲率变化较大的清洗目标,激光清洗头调整完毕后放出调平探头贴上清洗目标;所述套筒前端安装有安全报警器,目的是保证激光清洗头和套筒能够始终与清洗目标保持安全距离,在调平探头无法及时将信息完全反馈至激光清洗控制系统时,会触发紧急收回功能,激光清洗头和套筒自动收回,并发出报警声音提示操作人员检查。
63.其使用方法如下:
64.首先启动主机箱的总电源开关,连接电脑,设置激光清洗参数、libs 监测参数,调节多关节导光臂位置;然后启动位于激光清洗头手持把手上的工作开关,清洗机即开始工作,只需对着需要清洗的目标移动激光清洗头即可进行清洗;清洗过程中,libs在线监测系统的光纤探头采集清洗目标表面的等离子体并形成在线光谱图,当光谱图在允许的误差范围内检测到预设的特征峰或在设定的波长范围内检测到某一个或某几个特征峰的预设或异常变化,清洗机会发出警报声,提醒操作人员检查清洗过程。
65.本实用新型为基于libs技术在线监测的激光清洗控制方法及其控制系统,使得清洗目标表面的污垢的清洗效果和清洗效率极大提高,实现了激光过程的在线监测,使得激光清洗过程更加自动化,有利于增加对清洗目标基体的保护,进而延长基体的使用寿命。
66.实施例2:基于libs技术在线监测的激光清洗控制方法
67.本实用新型实施例中,请参考图1-3所示,一种基于libs技术在线监测的激光清洗控制方法,包括以下步骤:
68.s1:激光清洗:设置激光清洗头和激光器,激光器发射激光束,手持激光清洗头对
清洗目标表面进行激光清洗;
69.s11:手持激光清洗头对准清洗目标,使激光清洗头前端与清洗目标保持1-2cm的安全距离,防止清洗头与清洗目标发生接触或碰撞;
70.s12:计算机控制数字延时脉冲发生器向激光器提供触发信号,使激光器开启,激光器发射用于清洗目标表面激光清洗的激光束;
71.s13:所述激光器发射的激光束依次通过多关节导光臂中的多个激光反射镜,传输到多关节导光臂的末端,入射到激光清洗头中的长焦深doe,通过激光清洗头中的长焦深doe,形成良好的汇聚光束对清洗目标表面进行激光清洗;
72.s131:所述导光臂可实现激光光路的三维柔性传输,自由灵活。
73.s132:所述导光臂可根据清洗需求选择关节数、铰接臂长度;可配指示光;可进行光路防尘设计,以保证在工业长期应用中光路的洁净等;
74.s14:在激光清洗过程中,根据激光清洗的需要,沿着清洗目标表面移动激光清洗头,使激光清洗头移动至需要清洗位置,实现清洗目标表面的全面激光清洗;
75.s2:激光清洗质量在线监测:通过libs在线监测系统对激光清洗过程中产生的等离子体进行收集检测,并进行激光清洗的控制;
76.s21:计算机控制数字延时脉冲发生器向激光器提供触发信号的同时,所述计算机控制数字延时脉冲发生器向光谱仪提供同步触发信号,使光谱仪开启;
77.s22:在激光清洗过程中,安装有光纤探头的套筒旁轴采集产生的等离子体信号,通过光纤探头对等离子体进行采集检测,并通过光纤将检测到的等离子体信号传输至微型光纤光谱仪中,利用与微型光纤光谱仪连接的libs 控制系统对所述等离子体信号进行转换形成在线光谱图;
78.s23:当光谱图在允许的误差范围内检测到预设的特征峰或在设定的波长范围内检测到某一个或某几个特征峰的预设或异常变化,清洗机会发出警报声提示停止清洗,提醒操作人员检查清洗过程;
79.s3:废弃物收集:激光清洗过程中产生的废弃物质从激光清洗头的吸气孔,吸气孔借助激光同轴的小孔喷嘴将具有一定负压的气体吹到清洗区,利用负压使清洗产物进入废弃物存储腔。
80.本实用新型实施例中,所述步骤s1中,所述激光器采用脉冲光纤激光器,作为激光清洗光源,激光清洗参数独立可调,所述清洗参数包括激光功率、脉冲宽度、重复频率、扫描间距和填充方式。
81.本实用新型实施例中,所述步骤s13中,所述激光清洗头采用红光辅助寻焦,利用红光指示找到长焦深doe的对焦位置。
82.本实用新型实施例中,所述步骤s22中,libs控制系统对光谱采集的相关参数进行调节,所述相关参数包括积分时间、平滑次数和延迟时间;
83.光谱响应范围、光谱分辨率、光谱控制软件及分析软件的功能根据需求配置。
84.实施例3:基于libs技术在线监测飞机铝合金蒙皮激光分层除漆的应用
85.根据图1提供的系统结构,本技术的激光设备采用1064nm的光纤激光器,光谱仪采用avs-desktop-usb2(avantes)多通道型光纤光谱仪,其他设备均采用常规结构和设计,对铝合金表面进行阿洛丁预处理后喷涂有约 20μm绿色底漆、约20μm绿色底漆与约40μm白色
面漆的漆层表面进行检测,如图4为喷涂底漆与面漆样品的漆层结构示意图。针对应用实施例,本实用新型要实现的激光清洗过程与效果的在线监测即控制完全去除面漆且完整保留底漆、整体去除面漆和底漆且不损伤铝合金基体,具体步骤如下:
86.1、首先对面漆、底漆表面进行libs检测,其在200~900nm波段去除暗噪声后的libs全谱如图5所示,其中390~520nm波段放大的光谱如图6所示。
87.2、然后对飞机铝合金蒙皮激光分层除漆过程进行在线监测与反馈,作业过程如下:对图5、图6所示的光谱图分析发现,除底漆表面存在多个cr元素的特征峰外(图6中底漆表面cr元素的特征峰总结如表1),其他位置的特征峰基本与面漆保持相同,且相同特征峰中,面漆的光谱强度普遍大于底漆,这可能是因为对于面漆与底漆相同的元素,面漆中元素的含量总是大于底漆。而libs光谱中,成分含量高的元素谱线强度普遍要比成分含量低的元素谱线强度大。
88.表1底漆表面390~520nm波段cr元素特征峰统计表
[0089][0090]
(1)完全去除面漆且完整保留底漆的激光在线除漆作业
[0091]
根据图6所示的面漆、底漆光谱图可以看出,在面漆表面的检测结果中,不存在cr元素的特征峰。在底漆表面的检测结果中,存在多个cr元素的特征峰。可见,cr元素的特征峰随底漆表面的出现而出现,即cr元素为底漆的特征元素。因此本实用新型通过在线监测cr元素特征峰是否出现即可实现对面漆去除过程进行在线监测。因此,在铝合金蒙皮激光分层去除面漆过程中,通过在线监测底漆的特征元素cr元素的特征峰变化能够实现完全去除面漆且完整保留底漆的激光在线除漆作业。当选定的特征峰,如392.00nm、 397.74nm、407.88nm、461.48nm、494.12nm位置中,任一位置的cr元素的特征峰突然出现时,即表明面
漆被去除干净。
[0092]
(2)整体去除面漆和底漆且不损伤铝合金基体的激光在线除漆作业
[0093]
由于铝合金表面喷涂底漆之前进行了阳极氧化预处理,以阻止铝合金基体材料的腐蚀,即底漆层与al2o3层直接接触。因此本实用新型通过在线监测cr元素特征峰是否消失即可实现对面漆与底漆去除过程进行在线监测。因此,在铝合金蒙皮激光分层去除面漆与底漆过程中,通过在线监测底漆的特征元素cr元素的特征峰变化能够实现整体去除面漆和底漆且不损伤铝合金基体的激光在线除漆作业。当选定的特征峰,如392.00nm、397.74nm、 407.88nm、461.48nm、494.12nm位置中,任一位置的cr元素的特征峰突然消失时,即表明底漆被去除干净。
[0094]
为验证根据libs检测结果确定的铝合金蒙皮激光分层除漆过程与效果可控性的在线监测与反馈方法的准确性,对面漆和底漆原始表面进行能量色散光谱(energy dispersive spectroscopy,eds)成分检测。
[0095]
根据图7所示的面漆与底漆的eds检测结果可以看出,面漆的成分中含有c、o、ti、n、ca元素,底漆的成分中含有c、o、ti、zn、cr、n、ca 元素,且共同含有的c、o、ti、n元素中,面漆中c元素的质量分数为39.77%,底漆中c元素的质量分数为40.44%,基本相同。其他元素的含量均为面漆大于底漆。这与图6所示的面漆与底漆的光谱图分析结果一致。另外,对面漆与底漆的元素成分进行比较可知,cr元素为底漆的特征元素,这与libs检测结果确定的“通过在线监测底漆的特征元素cr元素的特征峰变化实现完全去除面漆且完整保留底漆、整体去除面漆和底漆且不损伤基体”的监测方法一致,证明了libs对漆层成分监测的准确性。
[0096]
采用lscm扫描面漆表面烧蚀坑与原始面漆表面的界面处,通过界面两侧平均高度的差异,10次测量计算得出面漆表面烧蚀坑深度的平均值约为 26.4085μm,小于面漆厚度40μm,如图8所示,说明在面漆表面的libs光谱检测中,激光没有作用到底漆表面,即面漆表面的libs光谱不会出现底漆的成分元素。与libs测试结果一致。
[0097]
采用lscm扫描底漆表面烧蚀坑与原始底漆表面的界面处,通过界面两侧平均高度的差异,10次测量计算得出底漆表面烧蚀坑深度的平均值约为 15.9876μm,如图9所示,说明在底漆表面的libs光谱检测中,激光没有作用到铝合金氧化膜表面,即底漆表面的libs光谱不会出现铝合金氧化膜的成分元素。与libs测试结果一致。
[0098]
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0099]
以上公开的本实用新型优选实施例只是用于帮助阐述本实用新型。优选实施例并没有详尽叙述所有的细节,也不限制该实用新型仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本实用新型的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本实用新型。本实用新型仅受权利要求书及其全部范围和等效物的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1