一种耐火材料自动配料生产线的制作方法
1.本实用新型涉及重型轨道车技术领域,具体为一种耐火材料自动配料生产线。
背景技术:
2.自动化社会是生产力、生产关系、人类的衣食住行等一切的社会活动通过高度的机械自动来实现,现有的配料系统使用情况来看,它使用的是人工或者半自动投料,再通过搅拌机进行搅拌,人工进行称重的方式效率不高,取法实现自动化生产,严重减低生产效率,物料下料斗在卸料时,通常由人工手动操作,在狭窄处卸料时操作较为不便,且手动开启卸料具有一定的危险性,卸料不均匀,导致系统无法正常运行,影响工作效率,为此有必要对此加以改进。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有的缺陷,提供一种耐火材料自动配料生产线,通过下料设备和称重板,同时加装传送装置,可以有效解决背景技术中的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种耐火材料自动配料生产线,一种耐火材料自动配料生产线,其特征在于:包括下料斗、传送装置、plc、混料仓、轨道小车和滑轨,所述下料斗下端设有传送装置,所述传送装置右端下方设有plc,所述传送装置左侧下端设有混料仓,所述传送装置的驱动电机输入端与plc的输出端电连接,所述混料仓底部设有滑轨,所述混料仓通过轨道小车与滑轨连接,所述混料仓通过滑轨由人工推至外围料碾区。
5.所述下料斗包括气缸、壳体、称重支撑组件、称重板和吊装吊环,所述称重支撑组件下端与壳体上端连接,所述称重支撑组件上层下表面设有称重板,所述称重板侧表面设有吊装吊环,所述壳体下端设有传送装置,所述气缸的底部通过u型框架与壳体下端外表面连接,所述壳体通过螺母与u型框架连接,所述气缸进气口与外部气泵连接,外部气泵的输入端与plc输出端电连接。
6.进一步的,所述称重板包括底板、称重传感器和称重顶板,所述称重板底板上表面通过螺母与称重传感器连接,称重传感器上表面通过螺母与称重顶板连接,所述称重传感器的输出端与plc的输入端电连接,配料通过称重板控制重量,再通过称重传感器,称重传感器确定物料重量,称重传感器把物料重量数据传入plc。
7.进一步的,所述下料斗的横截面为锥形结构,所述下料斗的锥形结构角度小于60度。
8.与现有技术相比,本实用新型的有益效果是:本自动配料线,具有以下好处:下料斗设置多个且均匀分布,现有装置上料口较大,现上料口加装除尘管道,所有料仓下落一米左右,对下料斗的设备和计量设备,重新设计调整,自动配料,通过称重传感器控制重量,再通过plc按比例配料,下料口、出料口均设置除尘口,利于厂区的清洁生产,加装传送装置一条,料仓分别下料后,利用传送装置,准确的将原料投入料斗内,接料口安装轨道,料斗放于
轨道小车上,接料完成后,由人工推至外围料碾区,利用行吊将料斗吊起,直接投入湿碾设备加料口。
附图说明
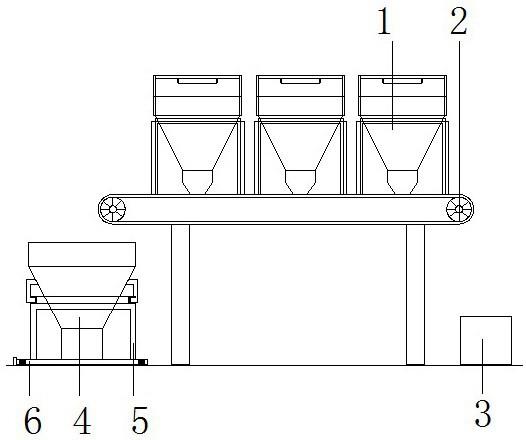
9.图1为本实用新型结构示意图;
10.图2为本实用新型下料斗结构示意图;
11.图3为本实用新型称重板结构示意图。
12.图中:1下料斗、2传送装置、3 plc、4混料仓、5轨道小车、6轨道、7气缸、8壳体、9称重支撑组件、10称重板、11吊装吊环。
具体实施方式
13.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例,基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
14.请参阅图1
‑
3,本实用新型提供一种技术方案:一种耐火材料自动配料生产线,包括下料斗1、传送装置2、plc3、混料仓4、轨道小车5和滑轨6,下料斗1下端设有传送装置2,传送装置2右端下方设有plc3,传送装置2左侧下端设有混料仓4,传送装置2的驱动电机输入端与plc3的输出端电连接,混料仓4底部设有滑轨6,混料仓4通过轨道小车5与滑轨6连接,混料仓4通过滑轨由人工推至外围料碾区。
15.下料斗1包括气缸7、壳体8、称重支撑组件9、称重板10和吊装吊环11,称重支撑组件9下端与壳体8上端连接,称重支撑组件9上层下表面设有称重板10,称重板10侧表面设有吊装吊环11,壳体8下端设有传送装置2,气缸7的底部通过u型框架与壳体8下端外表面连接,壳体8通过螺母与u型框架连接,气缸7进气口与外部气泵连接,外部气泵的输入端与plc3输出端电连接,称重板10包括底板、称重传感器和称重顶板,称重板10底板上表面通过螺母与称重传感器连接,称重传感器上表面通过螺母与称重顶板连接,称重传感器的输出端与plc3的输入端连接,配料通过称重板10控制重量,再通过称重传感器,称重传感器确定物料重量,称重传感器把物料重量数据传入plc3,下料斗1的横截面为锥形结构,下料斗1的锥形结构角度小于60度。
16.在使用时:下料斗1设置多个且均匀分布,下料斗1中的称重传感器10的输出端与plc3的输入端电连接,配料通过称重板10控制重量,称重传感器10确定物料重量之后通过导线将物料重量数据传入plc3中,再通过在工控机上选择的预先编好的配方,配方确定后启动系统,使得下料斗1将配料均匀投入到传送装置2上,传送装置2通过驱动电机带动传送带转动将配料投入到混料机4内,混料机4通过轨道小车5由人工沿滑轨6推至外围料碾区,利用行吊将料斗吊起,直接投入湿碾设备加料口,由此启用自动化操作,减少人工成本,降低劳动强度。
17.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1