一种五轴联动精密点胶机构及设备的制作方法
1.本技术涉及点胶技术领域,更具体的说,特别涉及一种五轴联动精密点胶机构及设备。
背景技术:
2.点胶技术可广泛应用于手机制造、vr 3d产品、半导体、pcb制造、smt制造等领域,具体应用如手机组件粘接、锡膏点胶、芯片粘接、导热硅脂点胶、导电硅胶点胶、红胶点胶、围坝等。目前传统的点胶方式为人工点胶的方式和仿形编程走定值点胶的方式。采用人工点胶的方式,点胶效率低,胶厚不均匀,且缺、溢胶严重,点胶环境对人体机能有害;采用仿形编程走定值点胶的方式,编程复杂,无法准确模拟3d路径,点胶精度难以控制,胶厚不均匀,影响产品品质,且无法判断点胶后胶线及胶路是否合规。
技术实现要素:
3.本实用新型的目的在于提供一种五轴联动精密点胶机构及设备,点胶精度高,能够适应现有的各种元器件曲面位置的点胶要求,胶厚更为均匀,保证产品品质的稳定性,提高生产效率。
4.为了解决以上提出的问题,本实用新型实施例提供了如下所述的技术方案:
5.一种五轴联动精密点胶机构,
6.包括机架、3d扫描机构、点胶组件和治具机构;
7.所述3d扫描机构和点胶组件设于所述机架上,所述治具机构用于承载产品,并驱动产品沿y轴方向移动、沿x轴转动及沿z轴转动,所述3d扫描机构用于对所述治具机构上的产品进行扫描,所述点胶组件能够沿x轴方向移动、沿y轴方向移动及沿z轴方向移动,并根据所述3d扫描机构生成的扫描结果对所述治具机构上的产品进行点胶。
8.进一步地,所述点胶组件包括第一x轴运动模组、第一y轴运动模组、z轴运动模组和点胶头组件,所述第一x轴运动模组设于所述机架上,所述第一y轴运动模组设于所述第一x轴运动模组上,所述第一x轴运动模组驱动所述第一y轴运动模组沿x轴方向移动,所述z轴运动模组设于所述第一y轴运动模组上,所述第一y轴运动模组驱动所述z轴运动模组沿y轴方向移动,所述点胶头组件设于所述z轴运动模组上,所述z轴运动模组驱动所述点胶头组件沿z轴方向移动;所述点胶头组件包括点胶阀、点胶头和点胶相机。
9.进一步地,所述治具机构包括第二y轴运动模组、安装座、x轴旋转调节组件、z轴旋转调节组件和治具,所述安装座设于所述第二y轴运动模组上,所述第二y轴运动模组驱动所述安装座沿y轴方向移动,所述x轴旋转调节组件设于所述安装座上,所述z轴旋转调节组件设于所述x轴旋转调节组件上并受所述x轴旋转调节组件驱动,所述治具设于所述z轴旋转调节组件上并受所述z轴旋转调节组件驱动;所述安装座设有uv固化组件。
10.进一步地,所述x轴旋转调节组件包括第一电机和设于所述第一电机输出轴上的第一转轴,所述第一电机设于所述安装座上,所述转轴穿设于所述安装座上并与所述z轴旋
转调节组件固定连接;
11.所述z轴旋转调节组件包括第二电机和设于所述第二电机输出轴上的第二转轴,所述第二电机与所述第一转轴固定连接,所述第二转轴与所述治具固定连接。
12.进一步地,所述安装座上设有安装槽,所述安装槽上设有多个感应器,所述第一转轴上设有与所述感应器配合的感应片。
13.进一步地,所述机架上设有第二x轴运动模组,所述3d扫描机构设于所述第二x轴运动模组上,所述第二x轴运动模组驱动所述3d扫描机构沿x轴方向移动。
14.进一步地,所述第一x轴运动模组、第二x轴运动模组、第一y轴运动模组、第二y轴运动模组、z轴运动模组均为直线电机模组;
15.或者,所述第一x轴运动模组、第二x轴运动模组、第一y轴运动模组、第二y轴运动模组、z轴运动模组均为电机同步带移动模组;
16.或者,所述第一x轴运动模组、第二x轴运动模组、第一y轴运动模组、第二y轴运动模组、z轴运动模组均为滚珠丝杠移动模组。
17.进一步地,所述五轴联动精密点胶机构还包括校准机构,所述校准机构用于对产品上料进行校准;
18.所述校准机构包括xyz轴调节组件和xyz旋转调节组件;
19.所述校准机构包括安装支座、xyz轴调节组件、xyz旋转调节组件和校准治具,所述xyz轴调节组件设于所述安装支座上,所述xyz旋转调节组件设于所述xyz轴调节组件上。
20.进一步地,所述3d扫描机构包括3d扫描器和清洁组件,3d扫描器能够对治具机构上的产品进行扫描,生成点胶路径,清洁组件对产品进行清洁。
21.为了解决以上提出的技术问题,本实用新型实施例还提供了一种五轴联动精密点胶设备,采用了如下所述的技术方案:
22.一种双y五轴联动点胶设备,包括如上所述的五轴联动精密点胶机构。
23.与现有技术相比,本实用新型实施例主要有以下有益效果:
24.一种五轴联动精密点胶机构及设备,3d扫描机构能够对治具机构上的产品进行扫描,生成点胶路径,然后点胶组件在与治具机构相互运动配合下实现五轴联动自动点胶的工作,点胶完成后,治具机构移载到3d扫描机构的3d扫描工位,3d扫描机构再次进行3d扫描复检,对点胶结果进行视觉复检,自动判断点胶结果是否合格;治具机构能够驱动产品沿y轴方向移动、沿x轴转动及沿z轴转动,从而在加工过程中能够提供x轴方向的直线自由度、x轴的旋转自由度及z轴的旋转自由度,点胶组件能够沿x轴方向移动、沿y轴方向移动及沿z轴方向移动,从而在加工过程中能够提供x轴方向的直线自由度、y轴方向的直线自由度及z轴方向的直线自由度,点胶组件和治具机构相互配合构成五个自由度,点胶组件和治具机构均能提供y轴方向的自由度,双y五轴联动的点胶方式点胶精度高,点胶工作更为灵活,能够适应现有的各种元器件曲面位置的点胶要求,胶厚更为均匀,避免缺胶、溢胶,保证产品品质的稳定性,提高生产效率,应用空间范围更广,适应点胶品种更多,节约生产成本。
附图说明
25.为了更清楚地说明本实用新型的方案,下面将对实施例描述中所需要使用的附图作一个简单介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域
普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
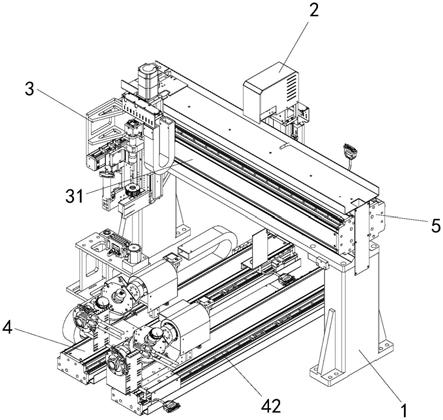
26.图1为本实用新型实施例中五轴联动精密点胶机构的整体结构示意图;
27.图2为本实用新型实施例中点胶组件的结构示意图;
28.图3为本实用新型实施例中治具机构的结构示意图;
29.图4为本实用新型实施例中校准机构的结构示意图;
30.图5为本实用新型实施例中3d扫描机构的结构示意图。
31.附图标记说明:
32.1、机架;2、3d扫描机构;21、3d扫描器;22、清洁组件;3、点胶组件;31、第一x轴运动模组;32、第一y轴运动模组;33、z轴运动模组;34、点胶头组件;341、点胶阀;342、点胶头;343、点胶相机;4、治具机构;41、第二y轴运动模组;42、安装座;43、x轴旋转调节组件;431、第一电机;432、第一转轴;44、z轴旋转调节组件;441、第二电机;442、第二转轴;45、治具;46、uv固化组件;47、安装槽;48、感应器;49、感应片;5、第二x轴运动模组;6、校准机构;61、安装支座;62、xyz轴调节组件;63、xyz旋转调节组件;64、校准治具。
具体实施方式
33.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本实用新型的说明书和权利要求书及上述附图说明中的术语“包括”和“具有”以及它们的任何变形,意图在于覆盖不排它的包含。本实用新型的说明书和权利要求书或上述附图中的术语“第一”、“第二”等是用于区别不同对象,而不是用于描述特定顺序。
34.在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本实用新型的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
35.为了使本领域技术人员更好地理解本实用新型方案,下面将参照相关附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
36.实施例
37.如图1所示,一种五轴联动精密点胶机构,包括机架1、3d扫描机构2、点胶组件3和治具机构4。
38.所述3d扫描机构2和点胶组件3设于所述机架1上,所述治具机构4用于承载产品,并驱动产品沿y轴方向移动、沿x轴转动及沿z轴转动,所述3d扫描机构2用于对所述治具机构4上的产品进行扫描,所述点胶组件3能够沿x轴方向移动、沿y轴方向移动及沿z轴方向移动,并根据所述3d扫描机构2生成的扫描结果对所述治具机构4上的产品进行点胶。
39.本实用新型实施例提供的五轴联动精密点胶机构,3d扫描机构2能够对治具机构4上的产品进行扫描,生成点胶路径,然后点胶组件3在与治具机构4相互运动配合下实现五轴联动自动点胶的工作,点胶完成后,治具机构4移载到3d扫描机构2的3d扫描工位,3d扫描机构2再次进行3d扫描复检,对点胶结果进行视觉复检,自动判断点胶结果是否合格;治具机构4能够驱动产品沿y轴方向移动、沿x轴转动及沿z轴转动,从而在加工过程中能够提供x
轴方向的直线自由度、x轴的旋转自由度及z轴的旋转自由度,点胶组件3能够沿x轴方向移动、沿y轴方向移动及沿z轴方向移动,从而在加工过程中能够提供x轴方向的直线自由度、y轴方向的直线自由度及z轴方向的直线自由度,点胶组件3和治具机构4相互配合构成五个自由度,点胶组件3和治具机构4均能提供y轴方向的自由度,双y五轴联动的点胶方式点胶精度高,点胶工作更为灵活,能够适应现有的各种元器件曲面位置的点胶要求,胶厚更为均匀,避免缺胶、溢胶,保证产品品质的稳定性,提高生产效率,应用空间范围更广,适应点胶品种更多,节约生产成本。
40.如图1和图2所示,所述点胶组件3包括第一x轴运动模组31、第一y轴运动模组32、z轴运动模组33和点胶头组件34,所述第一x轴运动模组31设于所述机架1上,所述第一y轴运动模组32设于所述第一x轴运动模组31上,所述第一x轴运动模组31驱动所述第一y轴运动模组32沿x轴方向移动,所述z轴运动模组33设于所述第一y轴运动模组32上,所述第一y轴运动模组32驱动所述z轴运动模组33沿y轴方向移动,所述点胶头组件34设于所述z轴运动模组33上,所述z轴运动模组33驱动所述点胶头组件34沿z轴方向移动;所述点胶头组件34包括点胶阀341、点胶头342和点胶相机343,点胶相机343为ccd相机,点胶相机343能够进行拍照检测产品的上料精度。
41.第一y轴运动模组32设于所述第一x轴运动模组31上,第一x轴运动模组31能够为第一y轴运动模组32提供x轴方向上的直线自由度,z轴运动模组33设于所述第一y轴运动模组32上,第一y轴运动模组32能够为z轴运动模组33提供y轴方向上的直线自由度,点胶头组件34设于所述z轴运动模组33上,z轴运动模组33能够为点胶头组件34提供z轴方向的直线自由度;第一x轴运动模组31驱动所述第一y轴运动模组32沿x轴方向移动,带动z轴运动模组33和点胶头组件34沿x轴方向移动,第一y轴运动模组32驱动所述z轴运动模组33沿y轴方向移动,带动点胶头组件34沿y轴方向移动,z轴运动模组33驱动所述点胶头组件34沿z轴方向移动,从而能够为点胶头组件34提供x轴方向上的直线自由度、y轴方向上的直线自由度和z轴方向上的直线自由度。
42.如图1和图3所示,所述治具机构4包括第二y轴运动模组41、安装座42、x轴旋转调节组件43、z轴旋转调节组件44和治具45,所述安装座42设于所述第二y轴运动模组41上,所述第二y轴运动模组41驱动所述安装座42沿y轴方向移动,所述x轴旋转调节组件43设于所述安装座42上,所述z轴旋转调节组件44设于所述x轴旋转调节组件43上并受所述x轴旋转调节组件43驱动,所述x轴旋转调节组件43驱动所述z轴旋转调节组件44沿x轴转动,所述治具45设于所述z轴旋转调节组件44上并受所述z轴旋转调节组件44驱动,所述z轴旋转调节组件44驱动所述治具45沿z轴转动;所述安装座42设有uv固化组件46,uv固化组件46可为uv固化灯。
43.安装座42设于所述第二y轴运动模组41上,第二y轴运动模组41能够为安装座42提供y轴方向上的直线自由度,z轴旋转调节组件44设于所述x轴旋转调节组件43上,x轴旋转调节组件43能够为z轴旋转调节组件44提供x轴的旋转自由度,治具45设于所述z轴旋转调节组件44,z轴旋转调节组件44能够为治具45提供z轴的旋转自由度;第二y轴运动模组41驱动所述安装座42沿y轴方向移动,带动x轴旋转调节组件43、z轴旋转调节组件44和治具45沿y轴方向移动,x轴旋转调节组件43驱动所述z轴旋转调节组件44沿x轴转动,带动治具45沿x轴转动,z轴旋转调节组件44驱动所述治具45沿z轴转动,从而能够为治具45提供y轴方向上
的直线自由度、x轴的旋转自由度和z轴的旋转自由度。
44.点胶头组件34具备x轴方向上的直线自由度、y轴方向上的直线自由度和z轴方向上的直线自由度,治具45具备y轴方向上的直线自由度、x轴的旋转自由度和z轴的旋转自由度,点胶头组件34和治具45均具备y轴方向上的直线自由度,点胶头组件34和治具45相互运动配合构成五个自由度,实现五轴联动点胶的工作。
45.所述x轴旋转调节组件43包括第一电机431和设于所述第一电机431输出轴上的第一转轴432,所述第一电机431设于所述安装座42上,所述转轴穿设于所述安装座42上并与所述z轴旋转调节组件44固定连接。第一电机431驱动第一转轴432转动,带动z轴旋转调节组件44沿x轴转动。
46.所述z轴旋转调节组件44包括第二电机441和设于所述第二电机441输出轴上的第二转轴442,所述第二电机441与所述第一转轴432固定连接,所述第二转轴442与所述治具45固定连接,第二电机441驱动第二转轴442转动,带动治具45沿z轴转动。
47.第一电机431驱动第一转轴432转动,带动z轴旋转调节组件44和治具45沿x轴转动,第二电机441驱动第二转轴442转动,带动治具45沿z轴转动,使治具45具有x轴的旋转自由度和z轴的旋转自由度。
48.所述安装座42上设有安装槽47,所述安装槽47为弧形槽,所述安装槽47上设有多个感应器48,所述第一转轴432上设有与所述感应器48配合的感应片49,当转轴上的感应片49转动至感应器48的位置时,实现第一转轴432转动角度的定位,保证了转动的准确性。
49.如图1所示,所述机架1上设有第二x轴运动模组5,所述3d扫描机构2设于所述第二x轴运动模组5上,所述第二x轴运动模组5驱动所述3d扫描机构2沿x轴方向移动。
50.如图5所示,所述3d扫描机构2包括3d扫描器21和清洁组件22。3d扫描器21能够对治具机构4上的产品进行扫描,生成点胶路径,清洁组件22可为等离子清洗机,清洁组件22对产品进行清洁。点胶组件3根据3d扫描器21生成的扫描结果(主要为缝隙宽度及深度参数)进行五轴联动仿形点胶涂覆,点胶完成后通过3d扫描器21再次进行3d扫描复检,对点胶结果(胶宽胶厚)进行视觉复检,自动判断点胶结果是否合格。
51.在一个实施例中,所述第一x轴运动模组31、第二x轴运动模组5、第一y轴运动模组32、第二y轴运动模组41、z轴运动模组33均为直线电机模组。
52.在其他实施例中,所述第一x轴运动模组31、第二x轴运动模组5、第一y轴运动模组32、第二y轴运动模组41、z轴运动模组33均为电机同步带移动模组。
53.在其他实施例中,所述第一x轴运动模组31、第二x轴运动模组5、第一y轴运动模组32、第二y轴运动模组41、z轴运动模组33均为滚珠丝杠移动模组。
54.所述五轴联动精密点胶机构还包括校准机构6,所述校准机构6用于对产品上料进行校准。
55.如图4所示,所述校准机构6为六轴校准模组,所述六轴校准模组包括安装支座61、xyz轴调节组件62、xyz旋转调节组件63和校准治具64,所述xyz轴调节组件62设于所述安装支座61上,所述xyz旋转调节组件63设于所述xyz轴调节组件62上。
56.所述xyz轴调节组件62包括x轴调节模组、y轴调节模组和z轴调节模组,所述z轴调节模组设于所述安装支座61上,所述y轴调节模组设于所述z轴调节模组上并受所述z轴调节模组驱动,所述x轴调节模组设于所述y轴调节模组上并受所述y轴调节模组驱动。
57.在一个实施例中,所述x轴调节模组、y轴调节模组和z轴调节模组均为直线电机模组、电机同步带移动模组或滚珠丝杠移动模组。
58.所述xyz旋转调节组件63包括x轴旋转调节模组、y轴旋转调节模组和z轴旋转调节模组,所述x轴旋转调节模组设于所述x轴调节模组受所述x轴调节模组驱动,所述y轴旋转调节模组设于所述x轴旋转调节模组上并受所述x轴旋转调节模组驱动,所述z轴旋转调节模组设于所述y轴旋转调节模组上并受所述y轴旋转调节模组驱动。
59.在一个实施例中,x轴旋转调节模组、y轴旋转调节模组和z轴旋转调节模组均包括电机和转轴。
60.在一个实施例中,五轴联动精密点胶机构还包括拍照定位机构和机械手机构,校准机构6对前段来料的产品进行六轴校准,保证产品的上料精度,然后机械手机构抓取产品,拍照定位机构对产品进行拍摄,拍照定位机构对校准治具64进行拍摄,然后机械手机构将产品转移至治具机构4的治具45上,然后点胶组件3的点胶相机343对产品进行拍照,以复检上料精度。采用六轴校准模组对产品上料进行六轴校准,可较大程度地降低上料偏差,实现产品精准上料,使上料偏差控制在100um以内,产品上治具45后通过3d扫描器21进行3d扫描自动生成点胶路径,然后通过五轴联动实现自动点胶涂覆。
61.工作原理:本实用新型实施例提供的五轴联动精密点胶机构,产品上料时,校准机构6对前段来料的产品进行六轴校准,保证产品的上料精度,然后机械手机构抓取产品,拍照定位机构对产品进行拍摄,拍照定位机构对校准治具64进行拍摄,然后机械手机构将产品转移至治具机构4的治具45上,然后点胶组件3的点胶相机343对产品进行拍照,以复检上料精度;然后治具45移载到3d扫描工位,3d扫描器21对治具机构4上的产品进行扫描,生成点胶路径;治具机构4能够驱动产品沿y轴方向移动、沿x轴转动及沿z轴转动,从而在加工过程中能够提供x轴方向的直线自由度、x轴的旋转自由度及z轴的旋转自由度,点胶组件3能够沿x轴方向移动、沿y轴方向移动及沿z轴方向移动,从而在加工过程中能够提供x轴方向的直线自由度、y轴方向的直线自由度及z轴方向的直线自由度,点胶组件3和治具机构4相互配合构成五个自由度,点胶组件3在与治具机构4相互运动配合下实现五轴联动自动点胶的工作;点胶完成后,治具45移载到3d扫描工位,通过3d扫描器21再次进行3d扫描复检,对点胶结果(胶宽胶厚)进行视觉复检,自动判断点胶结果是否合格;最后治具45移载到下料工位后,进行后段下料的工作。双y五轴联动的点胶方式点胶精度高,点胶工作更为灵活,能够适应现有的各种元器件曲面位置的点胶要求,胶厚更为均匀,避免缺胶、溢胶,保证产品品质的稳定性,提高生产效率,应用空间范围更广,适应点胶品种更多,节约生产成本。
62.为了解决以上提出的技术问题,本实用新型实施例还提供了一种五轴联动精密点胶设备,采用了如下所述的技术方案:
63.一种五轴联动精密点胶设备,包括如上所述的五轴联动精密点胶机构。
64.本实用新型实施例提供的五轴联动精密点胶设备,3d扫描机构2能够对治具机构4上的产品进行扫描,生成点胶路径,然后点胶组件3在与治具机构4相互运动配合下实现五轴联动自动点胶的工作,点胶完成后,治具机构4移载到3d扫描机构2的3d扫描工位,3d扫描机构2再次进行3d扫描复检,对点胶结果进行视觉复检,自动判断点胶结果是否合格;治具机构4能够驱动产品沿y轴方向移动、沿x轴转动及沿z轴转动,从而在加工过程中能够提供x轴方向的直线自由度、x轴的旋转自由度及z轴的旋转自由度,点胶组件3能够沿x轴方向移
动、沿y轴方向移动及沿z轴方向移动,从而在加工过程中能够提供x轴方向的直线自由度、y轴方向的直线自由度及z轴方向的直线自由度,点胶组件3和治具机构4相互配合构成五个自由度,点胶组件3和治具机构4均能提供y轴方向的自由度,双y五轴联动的点胶方式点胶精度高,点胶工作更为灵活,能够适应现有的各种元器件曲面位置的点胶要求,胶厚更为均匀,避免缺胶、溢胶,保证产品品质的稳定性,提高生产效率,应用空间范围更广,适应点胶品种更多,节约生产成本。
65.显然,以上所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例,附图中给了本实用新型的较佳实施例,但并不限制本实用新型的专利范围。本实用新型可以以许多不同的形式来实现,相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员而言,其依然可以对前述各具体实施方式所记载的技术方案进行修改,或者对其中部分技术特征进行等效替换。凡是利用本实用新型说明书及附图内容所做的等效结构,直接或间接运用在其他相关的技术领域,均同理在本实用新型专利保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1