一种电热毯部件自动注胶和批钉的设备及其使用方法与流程
1.本发明涉及柔性电暖器具生产自动化技术领域,尤其涉及一种电热毯部件自动注胶和批钉的设备及其使用方法。
背景技术:
2.在电热毯接线盒的接线操作过程中,需要进行注胶和批钉。其中,传统的注胶方式是由工作人员手工握拿胶枪操作注胶,但这样不仅操作不便,容易发生烫手的事故,其较多的操作动作也会浪费时间,且劳动强度较大,难以满足高效生产的要求。同样地,传统的批钉方式也是由工作人员手工握持电批进行操作,操作时需要手工安放螺丝钉,并手工将螺丝钉打紧,不仅操作复杂、工作效率低,还容易产生对位误差及螺丝钉打紧力度不够等问题,影响产品质量。因此,为了保证注胶和批钉过程的高效、精准,有必要设计一种自动化的注胶和批钉设备来代替人工操作,以降低劳动强度,并提高生产效率和产品质量。
3.目前,电热毯领域的自动化生产主要集中在电热毯的自动铺布、自动绕线、自动缝合等毯体的生产领域,当前仍缺乏用于对电热毯接线盒的进行自动注胶和批钉的设备。同时,在现有的自动化设备中,注胶和批钉操作通常由不同的设备来完成。例如,公开号为cn208894516u的专利提供的一种接线盒注胶装置,该装置利用机械手和自动灌胶枪的配合,能够自动地对固定在其下的接线盒进行注胶操作,从而在节省人工的同时提高产品质量的稳定性和统一性。公开号为cn205437749u的专利提供了一种自动螺丝安装机,该专利通过使电批头在穿过第一通孔后能够穿出对应的出料口,完成螺丝的自动安装。然而,这些设备仅能完成单一的自动注胶功能或自动批钉功能,且其设计并不完全适用于电热毯部件,当前仍缺乏能将自动注胶与自动批钉功能一体化,并使其适用于电热毯部件的设备。
4.有鉴于此,有必要设计一种电热毯部件自动注胶和批钉的设备,以解决上述问题。
技术实现要素:
5.针对上述现有技术的缺陷,本发明的目的在于将注胶机构和批钉机构设置于同一设备中,实现对电热毯部件的自动注胶和批钉,使注胶操作和批钉操作更加准确化和自动化,以提高生产效率、减轻劳动强度。
6.为实现上述目的,本发明提供了一种电热毯部件自动注胶和批钉的设备,包括台面、设置于所述台面上的高度调节机构、与所述高度调节机构连接的注胶机构以及设置于所述台面上的批钉机构;所述注胶机构包括相互连接的熔胶腔和注胶头;所述批钉结构包括依次连接的电批、批头、送钉管和送钉器。
7.作为本发明的进一步改进,所述电热毯部件自动注胶和批钉的设备还包括底座和竖直设置于所述底座上表面的机架;所述台面设置于所述机架中部,并与所述底座保持平行。
8.作为本发明的进一步改进,所述高度调节机构包括竖直设置于所述台面上表面的升降气泵和竖直设置于所述机架内的滑杆;所述熔胶腔的底部与所述升降气泵的输出端连
接,所述熔胶腔的侧壁通过连接件与所述滑杆滑动连接。
9.作为本发明的进一步改进,所述熔胶腔内倾斜设置有第一加热芯,所述第一加热芯的上表面和下表面分别为待使用的胶和隔温层;所述隔温层下方设置有注胶气泵、与所述注胶气泵输出端连接的活塞以及用于控制所述注胶气泵的电磁气动控制阀;所述待使用的胶经所述第一加热芯熔化后形成胶液,由所述活塞推入所述注胶头内。
10.作为本发明的进一步改进,所述注胶头内设置有与所述熔胶腔相连通的注胶管道;在所述注胶管道中设置有用于调节胶流量大小的限流栓;所述注胶管道的一侧设置有用于维持熔化温度的第二加热芯,以便使熔化的胶通过位于所述注胶管道输出端的注胶嘴注入接线盒内。
11.作为本发明的进一步改进,所述台面上与所述注胶嘴相对应的位置设置有用于放置物件的定位凹槽;所述定位凹槽的底部开设有至少一个孔槽,用于使所述批头穿过所述孔槽进行螺丝钉的安装与紧固。
12.作为本发明的进一步改进,所述电批设置于所述台面的下表面,所述批头安装于所述电批的顶部,并与所述孔槽相对应;所述批头通过所述送钉管与设置于所述台面上表面的送钉器连接。
13.作为本发明的进一步改进,所述送钉管呈斜y型,包括竖直管和倾斜管;所述倾斜管的一端与所述送钉器连通,另一端与所述竖直管的中部连通;所述竖直管的底端套设于所述批头的上部,其顶端与所述孔槽相连通。
14.作为本发明的进一步改进,所述台面上还设置有用于放置开关连接线的线位台,所述线位台位于所述定位凹槽的一侧。
15.作为本发明的进一步改进,所述台面上还设置有气动压柄;所述气动压柄包括固定于所述台面上的固定端以及绕所述固定端转动的旋转端,用于使所述旋转端转动至所述定位凹槽的上方,对所述定位凹槽上放置的物件进行固定。
16.本发明的有益效果是:
17.本发明提供的电热毯部件自动注胶和批钉的设备中包括设置于台面上的批钉机构以及通过高度调节机构与台面连接的注胶机构,不仅能够利用注胶机构对放置于台面上的电热毯部件进行自动注胶,还能够利用批钉机构将螺丝钉由台面下方穿出,对电热毯部件进行紧固。基于本发明提供的电热毯部件自动注胶和批钉的设备,能够对电热毯部件进行注胶,并上紧螺丝钉,从而有效节省人力与时间,降低劳动强度,并使注胶操作和批钉操作更加准确化和自动化,提高生产效率和产品装配质量,以满足实际应用的需求。
附图说明
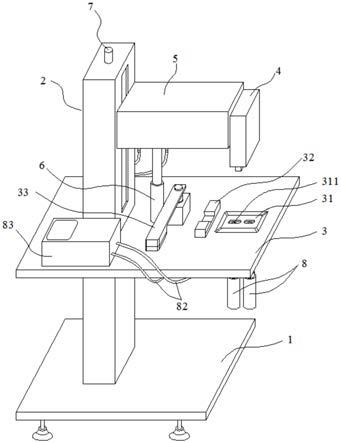
18.图1为本发明提供的电热毯部件自动注胶和批钉的设备的结构示意图。
19.图2为本发明提供的电热毯部件自动注胶和批钉的设备中注胶机构的结构示意图。
20.图3为本发明提供的电热毯部件自动注胶和批钉的设备中注胶头的结构示意图。
21.图4为本发明提供的电热毯部件自动注胶和批钉的设备中批钉机构的结构示意图。
22.图5为电热毯部件与本发明提供的电热毯部件自动注胶和批钉的设备之间的配合
示意图。
23.附图标记
24.1、底座;2、机架;3、台面;31、定位凹槽;311、孔槽;32、线位台;33、气动压柄;4、注胶头;41、注胶管道;42、限流栓;43、第二加热芯;44、注胶嘴;5、熔胶腔;51、注胶气泵;52、活塞;53、电磁气动控制阀;54、第一加热芯;55、隔温层;56、胶;6、升降气泵;7、滑杆;8、电批;81、批头;82、送钉管;821、竖直管;822、倾斜管;83、送钉器;84、螺丝钉;9、电热毯毯体;91、接线盒;92、连接线。
具体实施方式
25.为了使本发明的目的、技术方案和优点更加清楚,下面结合附图和具体实施例对本发明进行详细描述。
26.在此,还需要说明的是,为了避免因不必要的细节而模糊了本发明,在附图中仅仅示出了与本发明的方案密切相关的结构和/或处理步骤,而省略了与本发明关系不大的其他细节。
27.另外,还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
28.如图1
‑
图5所示,本发明提供了一种电热毯部件自动注胶和批钉的设备,包括台面3、设置于所述台面3上的高度调节机构、与所述高度调节机构连接的注胶机构以及设置于所述台面3上的批钉机构;所述注胶机构包括相互连接的熔胶腔5和注胶头4;所述批钉结构包括依次连接的电批8、批头81、送钉管82和送钉器83。
29.请参阅图1,在本发明的一个实施例中,所述电热毯部件自动注胶和批钉的设备还包括底座1和竖直设置于所述底座1上表面的机架2;所述台面3设置于所述机架2中部,并与所述底座1保持平行。
30.其中,所述高度调节机构包括竖直设置于所述台面3上表面的升降气泵6和竖直设置于所述机架2内的滑杆7;所述熔胶腔5的底部与所述升降气泵6的输出端连接,所述熔胶腔5的侧壁通过连接件与所述滑杆7滑动连接。基于该高度调节机构,可以将注胶机构上下移动,以便进行自动注胶。
31.在本发明的一个实施例中,所述台面3上设置有用于放置物件的定位凹槽31、用于放置开关连接线92的线位台32以及用于按压定位凹槽31上物件的气动压柄33。其中,定位凹槽31的底部开设有至少一个孔槽311,用于使所述批头81穿过所述孔槽311进行螺丝钉84的安装与紧固;所述气动压柄33包括固定于所述台面3上的固定端以及绕所述固定端转动的旋转端,用于使所述旋转端转动至所述定位凹槽31的上方,对所述定位凹槽31上放置的物件进行固定,使物件在上紧螺丝钉84时不移位且不产生跳动。
32.在本发明的一个实施例中,电批8设置于所述台面3的下表面,所述批头81安装于所述电批8的顶部,并与所述孔槽311相对应;所述批头81通过所述送钉管82与设置于所述台面3上表面的送钉器83连接,以便使由送钉器83输出的螺丝钉84经送钉管82进入批头81顶部,在电批8的作用下使批头81穿过孔槽311进行上螺丝钉84及打紧作业。
33.请参阅图2、图3,在本发明的一个实施例中,所述熔胶腔5内倾斜设置有第一加热芯54,所述第一加热芯54的上表面和下表面分别为待使用的胶56和隔温层55;所述隔温层55下方设置有注胶气泵51、与所述注胶气泵51输出端连接的活塞52以及用于控制所述注胶气泵51的电磁气动控制阀53;所述待使用的胶56经所述第一加热芯54熔化后形成胶液,由所述活塞52推入所述注胶头4内。
34.所述注胶头4内设置有与所述熔胶腔5相连通的注胶管道41;在所述注胶管道41中设置有用于调节胶流量大小的限流栓42;所述注胶管道41的一侧设置有用于维持熔化温度的第二加热芯43,以便使熔化的胶通过位于所述注胶管道41输出端的注胶嘴44注入接线盒91内。
35.请参阅图4,在本发明的一个实施例中,送钉管82呈斜y型,包括竖直管821和倾斜管822;所述倾斜管822的一端与所述送钉器83连通,另一端与所述竖直管821的中部连通;所述竖直管821的底端套设于所述批头81的上部,其顶端与所述孔槽311相连通,以便使批头81穿过孔槽311进行上螺丝钉84及打紧作业。
36.下面对本发明提供的电热毯部件自动注胶和批钉的设备的工作原理进行说明:
37.请参阅图5,在使用本发明提供的电热毯部件自动注胶和批钉的设备时,将电热毯毯体9中带有接线盒91的一端放置于台面3上,并使接线盒91放置于定位凹槽31上,与接线盒91连接的连接线92则放置于线位台32中间的缺口处。
38.在完成放置后,控制升降气泵6将熔胶腔5下拉至注胶位置,此时熔胶腔5内第一加热芯54将待使用的胶加热至熔化状态,再通过电磁气动控制阀53对注胶气泵51进行控制,使注胶气泵51推动活塞52,将熔化的胶液经注胶管道41被推入注胶头4内。在注胶头4内的胶液在第二加热芯43的作用下维持熔化状态,顺畅地通过注胶嘴44流出,进入接线盒91内,即完成注胶过程。在注胶过程中,胶液的流出速度可以通过限流栓42进行调节。
39.在完成注胶操作后,再控制升降气泵6将熔胶腔5提升,并将气动压柄33的旋转端转动至接线盒91上方,盖住已经完成注胶的接线盒91,避免其在后续打紧螺丝钉84时发生移动。此后,开启电批8,使由送钉器83分选、排列后送出的螺丝钉84进入送钉管82,在顺时气压的作用下落入批头81的批尖上,并在电批8的作用下带动批头81穿过送钉管82及孔槽311,将螺丝钉84向上顶并打紧,完成批钉操作,从而实现对电热毯部件的自动注胶和批钉。
40.综上所述,本发明提供了一种电热毯部件自动注胶和批钉的设备,包括台面、设置于所述台面上的高度调节机构、与所述高度调节机构连接的注胶机构以及设置于所述台面上的批钉机构;所述注胶机构包括相互连接的熔胶腔和注胶头;所述批钉结构包括依次连接的电批、批头、送钉管和送钉器。通过上述方式,本发明不仅能够利用注胶机构对放置于台面上的电热毯部件进行自动注胶,还能够利用批钉机构将螺丝钉由台面下方穿出,对电热毯部件进行紧固,从而使注胶操作和批钉操作更加准确化和自动化,在有效节省人力、降低劳动强度的同时,提高生产效率和产品装配质量,以满足实际应用的需求。
41.以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1