一种用于船舶配件组装的点胶设备的制作方法
1.本发明涉及船舶制造技术领域,尤其涉及一种用于船舶配件组装的点胶设备。
背景技术:
2.点胶机是专门对流体进行控制。并将流体点滴、涂覆于产品表面或产品内部的自动化机器,在船舶配组装过程中,除了焊接、铆接还会有部分零部件采用固溶胶进行粘合,以及对铆接零件的拼缝处再利用固溶胶遮蔽缝隙,从而提高防水等级。
3.在现有技术中,点胶机在运行过程会存在漏胶的情况,所以在点胶完成后还需要人工质检,从而判断是否存在漏胶点以及固溶胶是否完全密封接缝处,导致船舶配件的加工效率低下,严重影响了生产效率,自动化水平较低。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在需要人工质检、加工效率低下的缺点,而提出的一种用于船舶配件组装的点胶设备。
5.为了实现上述目的,本发明采用了如下技术方案:设计一种用于船舶配件组装的点胶设备,包括输送带和靠近输送带设置的机械手,所述机械手的一端固定连接有安装板,所述安装板上设置有与点胶机连通的点胶管,所述安装板的下表面设置有检测组件;所述检测组件包括支撑架,所述支撑架的下端固定连接有壳体,所述壳体转动连接有转动轴,且转动轴的侧壁固定连接有多个环绕设置的第一扇叶,所述壳体下端连通有进风管,且进风管的下端固定连接有喇叭口,且壳体的上端连通有出风管,所述出风管的上端连通有三通阀门,且三通阀门连通有两根弯管,所述壳体靠近进风口的内壁转动连接有对称设置的弹簧杆,且两根弹簧杆之间转动连接有检测管,所述壳体的侧壁固定连接有横杆,且横杆上固定连接有拉力传感器,所述拉力传感器通过拉绳与检测管固定连接,所述壳体的内壁固定连接有连杆,所述连杆上设置有与拉绳相抵的滑轮。
6.优选的,所述安装板的下表面设置有吹灰组件,所述吹灰组件包括连接架,所述连接架的下端固定连接有风机罩,且连接架的侧壁固定连接有驱动电机,所述驱动电机的输出端与转动轴固定连接设置,位于风机罩内的所述转动轴的侧壁固定连接有多个环绕设置的第二扇叶。
7.优选的,所述安装板的下表面固定连接有电动推杆,且电动推杆的下端固定连接有延伸板,所述延伸板与喇叭口的上端固定连接设置,所述进风管为波纹伸缩管,所述壳体的侧壁固定连接有真空泵,且真空泵与壳体连通设置。
8.优选的,所述出风管的侧壁固定套设有加热组件,且出风管为金属材质,所述出风管内设置有导热片。
9.优选的,所述风机罩的下端连通有连接管,且连接管的下端连通有吹风嘴。
10.优选的,所述风机罩的上端固定连接有进风管,且进风管内嵌设有滤网。
11.优选的,所述检测管的内壁转动连接有转轴,且转轴的侧壁固定连接有第三扇叶,所述拉绳的与转轴的侧壁固定连接设置。
12.优选的,所述喇叭口为橡胶材质。
13.优选的,所述点胶管位于吹灰组件与检测组件之间设置。
14.本发明提出的一种用于船舶配件组装的点胶设备,有益效果在于:1、在本发明中,通过设置吹灰组件配合检测组件,一方面在进行点胶时,进一步清理零件表面,提高固溶胶的黏合效果,另一方面,利用检测机构检测有无漏胶的情况,可以有效提高点胶质量,无需人工质检,不但可以提高点胶品质,同时还能缩减了点胶作业的流程,提高的生产效率,降低了人工成本;2、在本发明中,通过设置电动推杆带动喇叭口移动,并且配合真空泵,可以在点胶作业完成后,将喇叭口贴合在零件的接缝处,并利用真空泵抽出壳体内的空气,从而再次利用检测组件检对接缝处进行密封性检测,实现一物多用,并且自动化程度较高,操作方便,在缩减成本的同时,保证了点胶品质。
附图说明
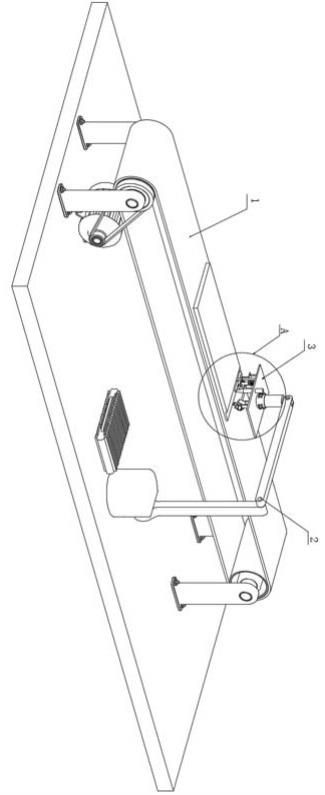
15.图1为本发明提出的一种用于船舶配件组装的点胶设备的立体结构示意图;图2为图1中a处放大结构示意图;图3为本发明提出的一种用于船舶配件组装的点胶设备中吹灰组件的结构示意图;图4为本发明提出的一种用于船舶配件组装的点胶设备中检测组件的结构示意图;图5为本发明提出的一种用于船舶配件组装的点胶设备中检测组件的剖视结构示意图;图6为图5中b处放大结构示意图;图7为图5中c处放大结构示意图。
16.图中:1、输送带;2、机械手;3、安装板;4、点胶管;5、连接架;6、风机罩;7、驱动电机;8、转动轴;9、第二扇叶;10、支撑架;11、壳体;12、第一扇叶;13、进风管;14、喇叭口;15、出风管;16、三通阀门;17、弯管;18、弹簧杆;19、导热片;20、检测管;21、横杆;22、拉力传感器;23、拉绳;24、连杆;25、滑轮;26、电动推杆;27、延伸板;28、真空泵;29、加热组件;30、连接管;31、吹风嘴;32、圆管;33、滤网;34、转轴;35、第三扇叶。
具体实施方式
17.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
18.参照图1
‑
7,一种用于船舶配件组装的点胶设备,包括输送带1和靠近输送带1设置的机械手2,机械手2的一端固定连接有安装板3,安装板3上设置有与点胶机连通的点胶管4,安装板3的下表面设置有吹灰组件,且安装板3的下表面设置有检测组件,点胶管4位于吹灰组件与检测组件之间设置,在点胶过程中,先由吹灰组件对零件表面进行清理,再进行点胶,并且在点胶完成后由检测组件对其进行检测;
其中,检测组件包括支撑架10,支撑架10的下端固定连接有壳体11,壳体11转动连接有转动轴8,且位于转动轴8的侧壁固定连接有多个环绕设置的第一扇叶12,驱动电机7可以带动第二扇叶9和第一扇叶12同步转动,壳体11下端连通有进风管13,且进风管13的下端固定连接有橡胶材质的喇叭口14,喇叭口14一方面便于进风,另一方面也用于密封检测时贴紧船舶组件表面,且壳体11的上端连通有出风管15,出风管15的上端连通有三通阀门16,且三通阀门16连通有两根弯管17,壳体11靠近进风口的内壁转动连接有对称设置的弹簧杆18,且两根弹簧杆18之间转动连接有检测管20,壳体11的侧壁固定连接有横杆21,且横杆21上固定连接有拉力传感器22,拉力传感器22电性连接有信号处理设备,用于接收拉力传感器22发出的信号,拉力传感器22通过拉绳23与检测管20固定连接,壳体11的内壁固定连接有连杆24,连杆24上设置有与拉绳23相抵的滑轮25。
19.其中,吹灰组件包括连接架5,连接架5的下端固定连接有倾斜设置的风机罩6,且连接架5的侧壁固定连接有驱动电机7,驱动电机7的输出端与转动轴8固定连接设置,转动轴8贯穿风机罩6设置,位于风机罩6内的转动轴8的侧壁固定连接有多个环绕设置的第二扇叶9,吹灰组件的结构类似于轴流风机,利用第二扇叶9带动空气吹向待点胶零件。
20.进一步而言,安装板3的下表面固定连接有电动推杆26,且电动推杆26的下端固定连接有延伸板27,延伸板27与喇叭口14的上端固定连接设置,进风管13为波纹伸缩管,壳体11的侧壁固定连接有真空泵28,且真空泵28与壳体11连通设置,检测管20的内壁转动连接有转轴34,且转轴34的侧壁固定连接有第三扇叶35,拉绳23的与转轴34的侧壁固定连接设置第三扇叶35配合转轴34,在进行密封检测时,一方面保证较小的气流可以带动检测管20移动,另一方面,也可以在气流难以带动检测管20移动时,带动第三扇叶35转动,使转轴34带动拉绳23,从而感应到细小的漏气点。
21.进一步而言,出风管15的侧壁固定套设有加热组件29,且出风管15为金属材质,出风管15内设置有导热片19,导热片19在出风管15内设置,为多个竖直设置的金属板,与散热器上的扇热片结构相同,用于提高热交换面积,该种设计用于检测漏胶时,对气流进行加热,从而使吹向胶液的空气为热空气,加快胶液固化。
22.进一步而言,风机罩6的下端连通有连接管30,且连接管30的下端连通有吹风嘴31,通过设置吹风嘴31可以提高风力强度,风机罩6的上端固定连接有圆管32,且圆管32内嵌设有滤网33,设置滤网33可以避免在对船舶组件进行吹灰时,将空气中的灰尘吹到船舶组件上。
23.工作原理:在使用该种用于船舶配件组装的点胶设备时,将船舶组件装配完毕后并进行固定,然后再利用输送带1将其移动至机械手2的下方,随后启动机械手2、驱动电机7和点胶机进行点胶作业,在机械手2带动安装板3移动时,首先驱动电机7利用转动轴8带动第二扇叶9转动,从而带动空气由连接管30经过吹风嘴31吹向需要点胶的接缝处,将接缝处上的灰尘吹走,随后点胶管4对接缝进行点胶作业,并且在点胶完成后,由于转动轴8在带动第二扇叶9转动的同时会带动第一扇叶12转动,空气由喇叭口14通过进风管13进入壳体11中,然后经过出风管15并配合加热组件29对空气进行加热,然后经过三通阀门16进入两根弯管17中,并由两根弯管17吹向点船舶组件上的固溶胶,一方面,利用热空气提高固溶胶的干燥效果,加快固溶胶固化,另一方面,在热空气吹向固溶胶后,空气会改变方向,这时部分空气经过进风管13向壳体11内回流,循环利用热空气,降低加热组件29的能耗,另一方面,
在没有出现漏胶的情况下,空气回流的状态基本相同,这时检测管20在流动的空气中处于一个较为平稳的相对静止状态,而在出现漏胶时,空气回流的状态发生变化,这时检测管20在流动的空气中的状态与没有漏胶的情况相比会发生较大的变化,这时检测管20带动拉绳23,拉力传感器22感应的拉力发生变化,从而发出信号,使用过察觉出现漏胶的情况;在点胶完成后,用户再次控制机械手2使安装板3回归初始位置,然后在不开启点胶机和驱动电机7的状态下,控制电动推杆26运行,这时延伸板27带动喇叭口14贴紧船舶组件的表面和固化后的胶液,再控制三通阀门16关闭和真空泵28运行,从而将壳体11内抽成真空,然后再控制机械手2时喇叭口14在贴紧船舶组件的表面和固化后的胶液的情况下,沿着点胶轨迹移动,当船舶组件的接缝处出现漏气的情况时,空气在负压的作用下由接缝处向壳体11内流动,从而再次带动检测管20移动或带动第三扇叶35转动,这时拉力传感器22再次感应到拉力发生变化,从而提示用户船舶组件的解封处存在漏气的情况,该种船舶配件组装的点胶设备的集成度高,利用一物多用的方式大幅度降低了设备成本,并且全面检测了点胶质量,可以有效提高企业生产效率,并解放部分人工,降低生产成本。
24.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1