塑胶件水性喷漆生产线的制作方法
1.本发明涉及喷漆设备技术领域,具体为塑胶件水性喷漆生产线。
背景技术:
2.在塑胶件产品中辊状的塑胶件较为常见,在辊状塑胶件的生产流程中,为了美观需要,大都需对其进行喷漆上色这就需要用到塑胶件水性喷漆生产线。
3.现有喷漆加工设备对塑胶件的定位机构优化设计的不够合理,在喷漆加工完成后大都人工手动松脱定位机构才能完成对塑胶件的卸料,操作使用较为麻烦费力不便,且即使有些设备不需要人工卸料,但是大都是通过为定位机构配套驱动装置(电机、电动推杆等)实现的,不能将传送机构与塑胶件定位机构联动结合驱使,造成驱动装置的用量较多,不利于设备整体减重并降低造价。
技术实现要素:
4.有鉴于此,本发明提供塑胶件水性喷漆生产线,其具有l状齿条,通过两处l状齿条的动力传递,两处滑动部件在往复滑动传送两处辊状塑胶件时还可联动啮合驱使两处驱动组件旋转控制两处六棱插杆外滑松脱,使喷漆完成的辊状塑胶件能够自动松脱掉落卸料,这省去人工手动对辊状塑胶件实施卸料的麻烦。
5.本发明提供如下技术方案:塑胶件水性喷漆生产线,包括支撑框架;所述支撑框架包括工字底座、圆形安装板,所述支撑框架呈左右对称焊接有两处,两处支撑框架的顶端横撑焊接有一处工字底座,工字底座横撑梁杆的中间段向前侧支撑焊接有一处圆形安装板,且圆形安装板的顶端锁紧竖撑有一处电动缸,可在两处支撑框架的内部空间中加装传送带组成完成的产线,应使传送带位于工字底座的底部,传送带用于传送卸料掉落的辊状塑胶件;所述支撑框架还包括l状支杆、l状竖撑杆、横撑梁轴,所述工字底座左右侧板的中间处对称焊接有两处l状竖撑杆,两处l状竖撑杆的顶端段之间呈上下间隔焊接有两处横撑梁轴,两处横撑梁轴上对称滑动套装有两处滑动部件,且工字底座的横撑梁杆上呈左右对称向前凸出焊接有两处l状支杆,两处l状支杆的顶端对称焊接有两处导漆环;滑动部件;所述滑动部件包括竖向吊杆、竖向定位轴,所述滑动部件整体由顶端横撑杆以及焊接于顶端横撑杆左右两端底部的三处竖向吊杆共同组成,其中靠近电动缸位置的两处竖向吊杆上通过弹簧顶推贯穿插装有一处六棱插杆,且靠近l状竖撑杆位置的竖向吊杆上焊接固定有一处竖向定位轴,竖向定位轴的顶端段上转动安装有一处驱动组件;所述滑动部件还包括连杆,靠近所述电动缸一侧的两处竖向吊杆的中间段上呈八字形支撑转动安装有两处连杆;滑动件,两处所述连杆的首端转动连接有一处滑动件;所述滑动件整体由前后一小一大两处定位环共同焊接组成,其中大定位环对应与竖撑支轴滑动配合,且小定位环与电动缸伸缩杆的顶端段锁紧连接在一起;所述六棱插杆包括拉杆,两处所述六棱插杆的尾端段上均转动安装有一处拉杆;t形受力杆,两处拉杆的首端均转动连接有一处滑环,两处滑环对应与两处竖向定位轴滑动配合,且两处滑环上均支撑焊接有一处t形受力杆;所述驱动组件包括扇
形顶轮,两处所述驱动组件整体均由一处从动齿轮和同轴焊接于从动齿轮背部的扇形顶轮共同焊接组成。
6.优选的,所述支撑框架还包括l状齿条,两处所述横撑梁轴的左右两端段上对称向下焊接有两处l状齿条;竖撑支轴,所述圆形安装板圆周外圈的后端部分上焊接固定有一处竖撑支轴,竖撑支轴可限位滑动件的滑动轨迹,使其上下径直滑动,保证滑动件的滑动稳定性。
7.优选的,所述导漆环包括喷头,两处所述导漆环的圆周内壁上均环绕安装有六处喷头,且两处导漆环的圆周外壁上均焊接连通有一处进漆管,两处进漆管通过软管接入外部漆源,两处导漆环内部的两圈喷头可将油漆环绕喷射于两处滑移穿过其的辊状塑胶件上,完成对辊状塑胶件的喷涂。
8.优选的,所述滑动部件包括顶轴,两处所述滑动部件上靠近电动缸一侧的两处竖向吊杆的底部段上均焊接有一处顶轴,两处滑动部件可滑移传送两处辊状塑胶件,使其于两处导漆环中前后滑动喷漆。
9.优选的,两处所述六棱插杆与两处顶轴呈对向安装,且两处六棱插杆与两处顶轴的首端均焊接有一处抵靠盘,两处未喷漆的辊状塑胶件被夹持安装于四处抵靠盘之间,两处六棱插杆和两处顶轴能够夹紧定位两处辊状塑胶件;两处所述从动齿轮滑动与两处l状齿条啮合接触,且两处扇形顶轮转动与两处t形受力杆抵靠。
10.与现有技术相比,本发明的有益效果是:
11.1、本发明通过两处l状齿条的动力传递,两处滑动部件在往复滑动传送两处辊状塑胶件时还可联动啮合驱使两处驱动组件旋转控制两处六棱插杆外滑松脱,使喷漆完成的辊状塑胶件能够自动松脱掉落卸料,这省去人工手动对辊状塑胶件实施卸料的麻烦,使用方便省力,简化了喷漆操作步骤,有助于提升喷漆加工效率,且两处六棱插杆间接利用电动缸的伸缩动力驱使,这省去为其专门配套驱动马达,有助于设备减重并降低造价;
12.2、本发明的扇形顶轮通过其弧形外圈可在一定的时间内将t形受力杆顶推保持在下滑状态,利用扇形顶轮的顶推保持时间,能够方便人员于六棱插杆和顶轴之间换新未加工的辊状塑胶件;
13.3、本发明的滑动件、两处连杆以及两处滑动部件共同连接组成了一处双曲柄滑块机构,通过此机构电动缸可伸缩驱使两处滑动部件对向往复滑动同时对两处辊状塑胶件进行喷漆,这省去分别为两处滑动部件配套驱动马达,降低了电机的用量,有助于降低设备的造价。
附图说明
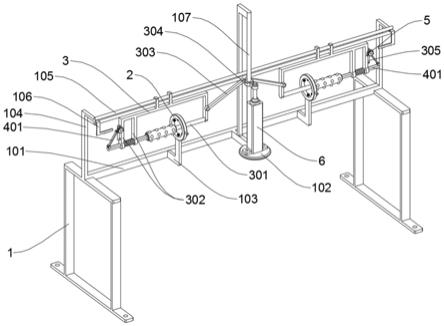
14.图1为本发明结构示意图;
15.图2为本发明工字底座三维结构示意图;
16.图3为本发明工字底座底部三维结构示意图;
17.图4为本发明两处滑动部件驱动关系示意图;
18.图5为本发明滑动部件结构示意图;
19.图6为本发明六棱插杆滑动安装示意图;
20.图7为本发明六棱插杆结构示意图;
21.图8为本发明导漆环结构示意图;
22.图中,部件名称与附图编号的对应关系为:
23.1、支撑框架;101、工字底座;102、圆形安装板;103、l状支杆;104、l状竖撑杆;105、横撑梁轴;106、l状齿条;107、竖撑支轴;2、导漆环;201、喷头;3、滑动部件;301、顶轴;302、竖向吊杆;303、连杆;304、滑动件;305、竖向定位轴;4、六棱插杆;401、拉杆;402、t形受力杆;5、驱动组件;501、扇形顶轮;6、电动缸。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
25.请参阅图1至图8;
26.本发明提出了塑胶件水性喷漆生产线,包括:支撑框架1;支撑框架1包括工字底座101、圆形安装板102,支撑框架1呈左右对称焊接有两处,两处支撑框架1的顶端横撑焊接有一处工字底座101,工字底座101横撑梁杆的中间段向前侧支撑焊接有一处圆形安装板102,且圆形安装板102的顶端锁紧竖撑有一处电动缸6;支撑框架1还包括l状齿条106,两处横撑梁轴105的左右两端段上对称向下焊接有两处l状齿条106;竖撑支轴107,圆形安装板102圆周外圈的后端部分上焊接固定有一处竖撑支轴107;
27.支撑框架1还包括l状支杆103、l状竖撑杆104、横撑梁轴105,工字底座101左右侧板的中间处对称焊接有两处l状竖撑杆104,两处l状竖撑杆104的顶端段之间呈上下间隔焊接有两处横撑梁轴105,两处横撑梁轴105上对称滑动套装有两处滑动部件3,且工字底座101的横撑梁杆上呈左右对称向前凸出焊接有两处l状支杆103,两处l状支杆103的顶端对称焊接有两处导漆环2;导漆环2包括喷头201,两处导漆环2的圆周内壁上均环绕安装有六处喷头201,且两处导漆环2的圆周外壁上均焊接连通有一处进漆管,两处进漆管通过软管接入外部漆源;滑动部件3包括顶轴301,两处滑动部件3上靠近电动缸6一侧的两处竖向吊杆302的底部段上均焊接有一处顶轴301;两处六棱插杆4与两处顶轴301呈对向安装,且两处六棱插杆4与两处顶轴301的首端均焊接有一处抵靠盘,两处未喷漆的辊状塑胶件被夹持安装于四处抵靠盘之间;
28.滑动部件3;滑动部件3包括竖向吊杆302、竖向定位轴305,滑动部件3整体由顶端横撑杆以及焊接于顶端横撑杆左右两端底部的三处竖向吊杆302共同组成,其中靠近电动缸6位置的两处竖向吊杆302上通过弹簧顶推贯穿插装有一处六棱插杆4,且靠近l状竖撑杆104位置的竖向吊杆302上焊接固定有一处竖向定位轴305,竖向定位轴305的顶端段上转动安装有一处驱动组件5;滑动件304整体由前后一小一大两处定位环共同焊接组成,其中大定位环对应与竖撑支轴107滑动配合,且小定位环与电动缸6伸缩杆的顶端段锁紧连接在一起。
29.如图4所示,滑动部件3还包括连杆303,靠近电动缸6一侧的两处竖向吊杆302的中间段上呈八字形支撑转动安装有两处连杆303;滑动件304,两处连杆303的首端转动连接有一处滑动件304,滑动件304、两处连杆303以及两处滑动部件3共同连接组成了一处双曲柄滑块机构,通过此机构电动缸6可伸缩驱使两处滑动部件3对向往复滑动同时对两处辊状塑胶件进行喷漆,这省去分别为两处滑动部件3配套驱动马达,降低了电机的用量,有助于降
低设备的造价。
30.如图5所示,六棱插杆4包括拉杆401,两处六棱插杆4的尾端段上均转动安装有一处拉杆401;t形受力杆402,两处拉杆401的首端均转动连接有一处滑环,两处滑环对应与两处竖向定位轴305滑动配合,且两处滑环上均支撑焊接有一处t形受力杆402,六棱插杆4、拉杆401、滑环以及t形受力杆402共同连接组成了一处曲柄连杆机构,通过此机构上下滑动t形受力杆402可顶推驱使六棱插杆4内外滑动完成对辊状塑胶件的松紧。
31.如图6所示,驱动组件5包括扇形顶轮501,两处驱动组件5整体均由一处从动齿轮和同轴焊接于从动齿轮背部的扇形顶轮501共同焊接组成,扇形顶轮501配合六棱插杆4上的弹簧一起使用可转动顶推驱使t形受力杆402上下滑动为六棱插杆4提供滑动松紧的驱动力,且扇形顶轮501通过其弧形外圈可在一定的时间内将t形受力杆402顶推保持在下滑状态,利用扇形顶轮501的顶推保持时间,能够方便人员于六棱插杆4和顶轴301之间换新未加工的辊状塑胶件。
32.如图5所示,两处从动齿轮滑动与两处l状齿条106啮合接触,且两处扇形顶轮501转动与两处t形受力杆402抵靠,通过两处l状齿条106的动力传递,两处滑动部件3在往复滑动传送两处辊状塑胶件时还可联动啮合驱使两处驱动组件5旋转控制两处六棱插杆4外滑松脱,使喷漆完成的辊状塑胶件能够自动松脱掉落卸料,这省去人工手动对辊状塑胶件实施卸料的麻烦,使用方便省力,简化了喷漆操作步骤,有助于提升喷漆加工效率。
33.工作原理:在两处支撑框架的内部空间中加装传送带组成完成的产线,应使传送带位于工字底座的底部,传送带用于传送卸料掉落的辊状塑胶件,将两处导漆环2上的进漆管通过软管接入外部漆源;
34.滑动件304、两处连杆303以及两处滑动部件3共同连接组成了一处双曲柄滑块机构,通过此机构电动缸6可伸缩驱使两处滑动部件3对向往复滑动,两处滑动部件3可滑移传送两处辊状塑胶件,使其于两处导漆环2中前后滑动,两处导漆环2内部的两圈喷头201可将油漆环绕喷射于两处滑移穿过其的辊状塑胶件上,通过两处l状齿条106的动力传递,两处滑动部件3在往复滑动传送两处辊状塑胶件时还可联动啮合驱使两处驱动组件5旋转控制两处六棱插杆4外滑松脱,使喷漆完成的辊状塑胶件能够自动松脱掉落卸料,且扇形顶轮501通过其弧形外圈可在一定的时间内将t形受力杆402顶推保持在下滑状态,利用扇形顶轮501的顶推保持时间,能够方便人员于六棱插杆4和顶轴301之间换新未加工的辊状塑胶件。
35.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1