一种铝模板用保模剂涂装生产线的制作方法
1.本发明涉及铝模板加工设备领域,尤其是涉及一种铝模板用保模剂涂装生产线。
背景技术:
2.为了提高房屋的施工效率,在房屋建设过程中采用铝模板,铝模板是铝合金制作的建筑模板;铝模板经专用设备挤压后制作而成,由铝面板、支架和连接件三部分系统所组成的具有完整的配套使用的通用配件;铝模板能组合拼装成不同尺寸的外型尺寸复杂的整体模架。
3.相关技术中,对使用后的铝模板进行清理时,首先需要人工对铝模板表面粘贴的物料进行清理了,然后通过人工对铝模板涂刷保模剂,完成铝模板的清理。
4.针对上述中的相关技术,发明人认为对铝模板涂刷保模剂时,工作人员的握持力度不一致,导致涂刷的厚度不一致,影响涂刷质量。
技术实现要素:
5.为了提高保模剂的涂刷质量,本发明提供一种铝模板用保模剂涂装生产线。
6.本发明提供的一种铝模板用保模剂涂装生产线采用如下的技术方案:一种铝模板用保模剂涂装生产线,包括1.工作台、运输装置、清理装置以及两组涂刷装置,所述涂刷装置包括涂刷板、海绵层、填充组件以及第一驱动组件,所述涂刷板中空设置,所述海绵层位于所述涂刷板靠近铝模板一侧,所述涂刷板靠近所述海绵层一侧开设有多个出料孔;所述填充组件用于对所述涂刷板内的保模剂进行补充;所述第一驱动组件用于驱动所述涂刷板运动。
7.通过采用上述技术方案,对铝模板进行清理时,首先通过运输装置将铝模板运送至清洗工序,通过清洗装置对铝模板进行清洗,待铝模板清洗之后,通过运输装置将铝模板运送至涂刷工序,然后调节填充组件,使得涂刷板内的保模剂保持充满的状态,保模剂通过出料孔流至海绵层,然后调节驱动组件,驱动组件带动涂刷板运动,涂刷板带动海绵层运动,使得海绵层对铝模板进行涂刷,完成铝模板的清理;设计的铝模板用保模剂涂装生产线,通过涂刷装置,便于对铝模板进行均匀涂刷,进而提高铝模板的涂刷质量,同时,便于对铝模板的两侧进行同步涂刷,提高涂刷效率。
8.可选的,所述第一驱动组件包括第一导向杆、第一螺杆、第一电机以及固定座,所述固定座与工作台固接,所述第一电机位于所述固定座上,所述第一电机的输出轴与第一螺杆同轴连接,所述第一螺杆与涂刷板螺纹连接,所述第一导向杆与第一螺杆轴向平行设置,所述第一导向杆与涂刷板滑动连接。
9.通过采用上述技术方案,驱动涂刷板运动时,启动第一电机,第一电机的输出轴带动第一螺杆转动,第一螺杆带动涂刷板沿第一导向杆运动;第一螺杆的设置,便于驱动涂刷
板往复运动,进而实现对铝模板的涂刷,第一导向杆的设置,使得涂刷板定向移动,减少涂刷板在涂刷过程中与铝模板分离的可能性。
10.可选的,所述填充组件包括连接管、压力泵以及储存箱,所述连接管包括硬管段和软管段,所述硬管段一端与所述储存箱固接,另一端与所述软管段固接,所述压力泵位于所述硬管段上,所述软管段远离硬管段一端与所述涂刷板连通。
11.通过采用上述技术方案,对涂刷板进行填充时,启动压力泵,使得压力泵将储存箱内的保模剂通过连接管输送至涂刷板内;压力泵的设置,便于保模剂通过连接管进入涂刷板,使得涂刷板内的保模剂维持充满的状态,减少铝模板局部漏涂的可能性。
12.可选的,所述运输装置包括第二驱动组件以及两组传送组件,所述传送组件包括第一链条、两个传动链轮以及多个用于铝模板卡接的卡接块,所述卡接块沿所述第一链条长度方向分布,所述第一链条绕设于两个所述传动链轮上,所述传动链轮与工作台转动连接。
13.通过采用上述技术方案,驱动铝模板运动时,调节驱动组件,驱动组件带动其一传动链轮转动,其一传动链轮与链条啮合,链条带动另一传动链轮转动,同时,链条带动卡接块运动,卡接块带动铝模板运动;卡接块的设置,便于铝模板的卡接,提高铝模板运输过程中的稳定性;链条的设置,便于带动卡接块运动,进而便于铝模板的运输,实现对铝模板的清理。
14.可选的,所述第二驱动组件包括第二电机、第二链条、主动齿轮、缺齿齿轮以及两个驱动链轮,所述第二电机位于所述工作台上,所述第二电机的输出轴与缺齿齿轮同轴连接,所述缺齿齿轮与主动齿轮啮合,所述主动齿轮与其一所述驱动链轮同轴连接,所述第二链条绕设于两个所述驱动链轮上,且所述驱动链轮和传动链轮同轴连接。
15.通过采用上述技术方案,驱动传动链轮转动时,启动第二电机,第二电机带动缺齿齿轮转动,缺齿齿轮与主动齿轮啮合,主动齿轮带动其一驱动链轮转动,其一驱动链轮与第二链条啮合,第二链条带动另一驱动链轮转动,驱动链轮带动传动链轮转动;缺齿齿轮的设置,便于与主动齿轮啮合,进而便于驱动主动齿轮转动,同时,便于铝模板在相应的工序停留,便于对铝模板进行清理,提高铝模板的清洁度。
16.可选的,所述清理装置包括刮料组件和清洗组件,所述刮料组件包括至少一组振动件和两组刮料件,所述振动件包括安装座、第三电机、转盘、连接杆、驱动杆以及敲击锤,所述安装座位于所述工作台上,所述第三电机位于所述安装座上,所述第三电机的输出轴与转盘同轴转动,所述驱动杆一端与转盘铰接,另一端与所述连接杆铰接,且所述驱动杆和转盘偏心设置,所述连接杆远离所述驱动杆一端与所述敲击锤固接,所述连接杆与安装座滑动连接。
17.通过采用上述技术方案,对铝模板上的物料进行清理时,启动第三电机,第三电机的输出轴带动转盘转动,转盘带动驱动杆运动,驱动杆带动连接杆运动,连接杆带动敲击锤对铝模板进行敲击;连接杆的设置,便于带动敲击锤进行往复运动,进而使得敲击锤对铝模板进行往复敲击,实现对铝模板上物料的振落。
18.可选的,所述刮料件包括支架、刮板、第二螺杆、第二导向杆、第四电机以及两个气缸,所述气缸位于所述工作台上,所述气缸的活塞杆与所述支架固接,所述第四电机位于所述支架上,所述第四电机的输出轴与第二螺杆同轴连接,所述第二螺杆与刮板螺纹连接,所
述第二导向杆与第二螺杆轴向平行设置,所述刮板与第二导向杆滑动连接。
19.通过采用上述技术方案,对铝模板上的物料进行刮除时,首先启动气缸,气缸的活塞杆带动支架运动,至支架带动第四电机运动,然后启动第四电机,第四电机的输出轴带动第二螺杆转动,第二螺杆带动刮板沿第二导向杆运动,实现对铝模板沿第二螺杆轴向方向的清理;螺杆和气缸的设置,便于驱动刮板沿不同方向运动,进而使得刮板对铝模板的不同位置进行清理,提高铝模板的洁净度。
20.可选的,所述清洗组件包括总水管、两个分水管以及多个喷头,所述总水管一端与水源连通,另一端与所述分水管连通,所述喷头沿所述分水管的长度方向设置,且所述喷头与分水管连通,所述总水管靠近水源一端设置有控制阀。
21.通过采用上述技术方案,喷头的设置,便于对铝模板进行清洗,实现对铝模板上物料的二次清理,减少铝模板上杂质残存的可能性。
22.可选的,所述清理装置还包括风干组件,所述风干组件包括风机、总风管、两个出风管以及多个出风嘴,所述总风管一端与所述风机连通,另一端与所述出风管连通,所述出风嘴与所述出风管连通。
23.通过采用上述技术方案,出风嘴的设置,便于对清洗后的铝模板进行风干,缩短铝模板的风干时长,提高清理效率。
24.可选的,所述涂刷装置还包括烘干组件,所述烘干组件包括烘干箱和多个加热板,所述烘干箱位于所述工作台上,所述加热板位于所述烘干箱内壁上。
25.通过采用上述技术方案,烘干箱的设置,便于对涂刷后的铝模板进行烘干,加速铝模板上保模剂的风干,减少铝模板堆放时保模剂的粘附,进而减少资源的浪费。
26.综上所述,本发明包括以下至少一种有益技术效果:1.设计的铝模板用保模剂涂装生产线,通过涂刷装置,便于对铝模板进行均匀涂刷,进而提高铝模板的涂刷质量,同时,便于对铝模板的两侧进行同步涂刷,提高涂刷效率;2.压力泵的设置,便于保模剂通过连接管进入涂刷板,使得涂刷板内的保模剂维持充满的状态,减少铝模板局部漏涂的可能性;3.缺齿齿轮的设置,便于与主动齿轮啮合,进而便于驱动主动齿轮转动,同时,便于铝模板在相应的工序停留,便于对铝模板进行清理,提高铝模板的清洁度。
附图说明
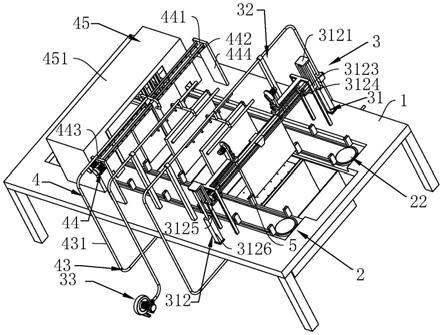
27.图1是本发明实施例的整体结构示意图。
28.图2是本发明实施例的整体结构另一视角示意图。
29.图3是本发明实施例的局部结构示意图。
30.附图标记说明:1、工作台;2、运输装置;21、第二驱动组件;211、第二电机;212、第二链条;213、主动齿轮;214、缺齿齿轮;215、驱动链轮;22、传送组件;221、第一链条;222、传动链轮;223、卡接块;3、清理装置;31、刮料组件;311、振动件;3111、安装座;3112、第三电机;3113、转盘;3114、连接杆;3115、驱动杆;3116、敲击锤;312、刮料件;3121、支架;3122、刮板;3123、第二螺杆;3124、第二导向杆;3125、第四电机;3126、气缸;32、清洗组件;321、总水管;322、分水管;323、喷头;33、风干组件;331、风机;332、总风管;333、出风管;334、出风嘴;4、涂刷装置;41、涂刷板;411、出料孔;42、海绵层;43、填充组件;431、连接管;4311、硬管段;
4312、软管段;432、压力泵;433、储存箱;44、第一驱动组件;441、第一导向杆;442、第一螺杆;443、第一电机;444、固定座;45、烘干组件;451、烘干箱;452、加热板;5、连接耳片;6、弹簧。
具体实施方式
31.以下结合附图1-3对本发明作进一步详细说明。
32.本发明实施例公开一种铝模板用保模剂涂装生产线。参照图1,铝模板用保模剂涂装生产线包括工作台1、运输装置2、清理装置3以及两组涂刷装置4,运输装置2、清理装置3以及涂刷装置4均位于工作台1上,运输装置2的设置,便于对铝模板进行运输,减少人工成本;清理装置3,便于对铝模板上的物料进行清理,进而便于对铝模板涂刷保模剂,涂刷装置4的设置,便于对铝模板上均匀涂刷保模剂,提高保模剂的涂刷质量,本实施例中的两组涂刷装置4分别位于铝模板的相对两侧,便于对铝模板的相对两侧同时进行涂刷,提高涂刷效率。
33.参照图1、图2和图3,涂刷装置4包括涂刷板41、海绵层42、烘干组件45、填充组件43以及驱动涂刷板41运动的第一驱动组件44,涂刷板41包括一体连接的连接段和储料段,且储料段中空设置,海绵层42粘接于涂刷板41靠近铝模板一侧,涂刷板41靠近海绵层42一侧开设有多个出料孔411,便于涂刷板41内保模剂的流出,进而便于海绵层42的涂刷,减少保模剂的浪费;填充组件43用于对涂刷板41内的保模剂进行补充,维持涂刷板41内保模剂的充满,降低铝模板局部漏涂的可能性,第一驱动组件44用于驱动涂刷板41运动,保证保模剂涂刷的均匀度,提高涂刷质量,烘干组件45的设置,加速涂刷后的保模剂的风干,减少铝模板堆放时保模剂的粘附,保证保模剂涂刷质量的稳定性。
34.参照图1和图2,第一驱动组件44包括第一导向杆441、第一螺杆442、第一电机443以及固定座444,固定座444焊接于工作台1上,第一电机443通过螺栓固定于固定座444上,第一电机443的输出轴与第一螺杆442通过联轴器连接,且第一电机443的输出轴与第一螺杆442同轴设置,第一螺杆442与连接段螺纹连接,第一导向杆441与第一螺杆442轴向平行设置,第一导向杆441与连接段滑动连接,第一螺杆442的设置,便于将第一电机443的转动转换为涂刷板41的直线运动,进而实现对铝模板的涂刷,第一导向杆441的设置,便于对涂刷板41的运动轨迹进行约束,使得涂刷板41在涂刷过程中与铝模板贴合,提高涂刷板41的涂刷效率。
35.参照图1和图2,填充组件43包括连接管431、压力泵432以及储存箱433,连接管431包括一体连接的硬管段4311和软管段4312,硬管段4311一端与储存箱433焊接,另一端与软管段4312焊接,压力泵432通过螺栓固定于硬管段4311上,软管段4312远离硬管段4311一端与涂刷板41连通,储存箱433位于涂刷板41的正下方,便于对涂刷过程中掉落的保模剂进行回收,提高资源的利用率,压力泵432的设置,便于将储存箱433内的保模剂通过连接管431输送至涂刷板41内,保证涂刷板41内保模剂的充满。
36.参照图1和图3,烘干组件45包括烘干箱451和多个加热板452,烘干箱451焊接于工作台1上,加热板452通过螺栓固定于烘干箱451内壁上,本实施例中的加热板452是内部设置有加热丝,通过通电实现加热,加速铝模板上保模剂的风干,减少保模剂与其它物件粘接的可能性。
37.参照图1和图2,运输装置2包括第二驱动组件21以及两组传送组件22,本实施例中两组传送组件22分别位于铝模板的相对两侧,传送组件22包括第一链条221、两个传动链轮222以及多个用于铝模板卡接的卡接块223,卡接块223沿第一链条221长度方向均匀分布,且卡接块223焊接于第一链条221上,第一链条221绕设于两个传动链轮222上,传动链轮222与工作台1转动连接,本实施例中铝模板靠近卡接块223一侧通过螺栓固定有连接耳片5,便于对铝模板进行运输和清理,减少铝模板局部遗漏的情况;卡接块223上焊接有弹簧6,便于对铝模板进行缓冲,减少铝模板与卡接块223刚性碰撞的可能性,进而延长铝模板的使用寿命。
38.参照图1和图3,第二驱动组件21包括第二电机211、第二链条212、主动齿轮213、缺齿齿轮214以及两个驱动链轮215,第二电机211通过螺栓固定于工作台1上,第二电机211的输出轴与缺齿齿轮214通过键连接,且第二电机211的输出轴与缺齿齿轮214同轴设置,缺齿齿轮214与工作台1转动连接,缺齿齿轮214与主动齿轮213啮合,主动齿轮213与工作台1转动连接,主动齿轮213与其一驱动链轮215通过键连接,且主动齿轮213与其一驱动链轮215同轴连接,第二链条212绕设于两个驱动链轮215上,驱动链轮215与工作台1转动连接,且驱动链轮215和传动链轮222通过键连接,驱动链轮215和传动链轮222同轴设置;缺齿齿轮214的设置,便于带动铝模板进行运动,同时,便于铝模板在相应工序进行停留,进而降低铝模板被遗漏的可能性。
39.参照图1和图2,清理装置3包括刮料组件31、清洗组件32以及风干组件33,刮料组件31包括至少一组振动件311和两组刮料件312,本实施例中设置有两组振动件311,振动件311包括安装座3111、第三电机3112、转盘3113、连接杆3114、驱动杆3115以及敲击锤3116,安装座3111焊接于工作台1上,第三电机3112通过螺栓固定于安装座3111上,第三电机3112的输出轴与转盘3113通过键连接,且第三电机3112的输出轴与转盘3113同轴设置,驱动杆3115一端与转盘3113铰接,另一端与连接杆3114铰接,且驱动杆3115和转盘3113偏心设置,连接杆3114远离驱动杆3115一端与敲击锤3116焊接,连接杆3114与安装座3111滑动连接,敲击锤3116的设置,便于对铝模板进行敲击,进而使得铝模板上的物料振落,提高物料的清理效率。
40.参照图1和图2,刮料件312包括支架3121、刮板3122、第二螺杆3123、第二导向杆3124、第四电机3125以及两个气缸3126,气缸3126通过螺栓固定于工作台1上,气缸3126的活塞杆与支架3121通过螺栓连接,第四电机3125通过螺栓固定于支架3121上,第四电机3125的输出轴与第二螺杆3123通过联轴器连接,且第四电机3125的输出轴与第二螺杆3123同轴设置,第二螺杆3123与刮板3122螺纹连接,第二导向杆3124与第二螺杆3123轴向平行设置,刮板3122与第二导向杆3124滑动连接,本实施例中刮板3122沿与第二螺杆3123轴向垂直方向的横截面采用梯形,便于刮板3122沿与第二螺杆3123轴向垂直方向运动时可以清理更多的物料,进而提高物料的清理效率,其它实施例中刮板3122沿与第二螺杆3123轴向垂直方向的横截面也可采用三角形,能够提高刮板3122的刮料效率均可,本实施例中刮板3122的正下方放置有收集箱,便于对铝模板上掉落的物料进行收集,进而便于统一处理,减少对环境的污染。
41.参照图1和图2,清洗组件32包括总水管321、两个分水管322以及多个喷头323,总水管321一端与水源连通,另一端与分水管322连通分水管322分别位于铝模板相对两侧,喷
头323沿分水管322的长度方向均匀分布,且喷头323与分水管322连通,喷头323的喷水方向均朝向铝模板,便于对铝模板的两侧同时清洗,提高清洗效率;总水管321靠近水源一端通过螺栓固定有控制阀,便于对总水管321的水量进行控制;本实施例中分水管322的正下方放置有过滤箱,过滤箱的侧壁上连通有排水管,排水管位于过滤箱的滤网下方,且排水管远离过滤箱一端与总水管321连通,排水管上通过螺栓固定有抽水泵,便于对清洗铝模板的水进行重复利用,减少资源的浪费。
42.参照图1和图2,风干组件33包括风机331、总风管332、两个出风管333以及多个出风嘴334,总风管332一端与风机331连通,另一端与出风管333连通,两个出风管333分别位于铝模板相对两侧,出风嘴334与出风管333连通,出风嘴334沿出风管333的轴向均匀分布,出风嘴334的设置,加快清洗后铝模板的风干速度,进而便于对铝模板进行涂刷。
43.本发明实施例一种铝模板用保模剂涂装生产线的实施原理为:对铝模板进行传送时,首先启动第二电机211,第二电机211带动缺齿齿轮214转动,缺齿齿轮214与主动齿轮213啮合,主动齿轮213带动其一驱动链轮215转动,其一驱动链轮215与第二链条212啮合,第二链条212带动另一驱动链轮215转动,驱动链轮215带动传动链轮222转动,其一传动链轮222与链条啮合,链条带动另一传动链轮222转动,同时,链条带动卡接块223运动,卡接块223带动铝模板运动。
44.运送至清洗工序,然后启动第三电机3112,第三电机3112的输出轴带动转盘3113转动,转盘3113带动驱动杆3115运动,驱动杆3115带动连接杆3114运动,连接杆3114带动敲击锤3116对铝模板进行敲击,同时启动气缸3126和第四电机3125,气缸3126的活塞杆带动支架3121运动,至支架3121带动第四电机3125运动,第四电机3125的输出轴带动第二螺杆3123转动,第二螺杆3123带动刮板3122沿第二导向杆3124运动;再启动控制阀,使得水流沿总水管321进入分水管322,再经喷头323对铝模板进行清洗,然后启动风机331,使得风通过总风管332进入出风管333,再通过出风嘴334对铝模板进行风干。
45.再运送至涂刷工序,首先启动压力泵432,使得压力泵432将储存箱433内的保模剂通过连接管431输送至涂刷板41内,保模剂通过出料孔411流至海绵层42,然后启动第一电机443,第一电机443的输出轴带动第一螺杆442转动,第一螺杆442带动涂刷板41沿第一导向杆441运动,涂刷板41带动海绵层42运动,使得海绵层42对铝模板进行涂刷,然后将涂刷后的铝模板运送至烘干箱451,通过加热板452对铝模板进行烘干。
46.以上均为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1