可调高的组合式滤板把手及适应不同机架的滤板组件的制作方法
1.本实用新型属于压滤机(专利分类号b01d25/12)技术领域,涉及一种滤板组件及其组合式滤板把手。
背景技术:
2.压滤机,是一种多滤室间歇性操作的加压过滤设备,主要由双梁机架、滤板压紧机构、多滤室过滤机构及其滤板组件、拉板卸饼机构、清洗滤布机构、接液翻板机构、plc程控系统组成;其低压静态过滤过程为:由供料泵加压将物料通过滤板进料孔输入滤室、进行低压静态过滤,滤布截留物料中的颗粒在滤室中形成滤饼,滤液穿过滤布从滤板出液孔流出,拉开滤板实现重力卸饼;适用于各种粘性悬浮液的固液分离。
3.双梁机架,是压滤机的基础部件,包括机尾座、前支腿、后支腿、双梁(又称双主梁)及其滤板导轨、止推板和压紧板,机架两侧是主梁,机架两端是止推板和压紧板。主梁是承重构件并具有滤板导轨,双梁固定安装在机尾座和前支腿上,承重构件用于支撑滤板和压紧板;滤板导轨用于压紧与拉开滤板的滤板定位式滑动导轨。
4.滤板组件,是过滤机构的关键部件,包括滤板、滤板把手、夹布分料器、流体孔端面密封圈等。滤板把手,是集把手主体和把手安装座为一体的整体式把手,具有与定位导轨相吻的定位导槽和双安装孔,滤板把手对称安装在滤板两侧中上部;滤板把手是滤板与拉板机构共用部件,兼备承重、滑动、定位三大功能:(1)滤板把手支撑滤板排列安放在双梁机架的导轨上,通过油缸压紧滤板,夹着滤布的相邻滤板的凹部(空腔部)构成滤室;(2)滤板把手的定位导槽与滤板导轨配合,使滤板定位、保证各滤板的流体孔对中;(3)拉板卸饼机构通过拉着滤板把手滑动而拉开滤板,实现重力卸饼;但是,一种滤板组件及其滤板把手只配套性适应一种相应的双梁机架。
5.现有的整体式滤板把手,存在以下缺陷:整体式滤板把手安装高度不可调、只配套性适应相应的双梁机架,使标准滤板的滤板组件也不能通用于各种非标双梁机架,互换性差;用户更新改造压滤机或使用多类型压滤机需要再利用(或共用)原有滤板组件时,必须更换配套的滤板把手,因为滤板把手是使用自攻螺丝安装在滤板两侧,一旦拆卸造成滤板的把手安装孔扩大,再安装滤板把手很难紧固;而且,滤板把手安装孔与滤板的安装孔不匹配,导致使用过的二手标准滤板无法适应不同机架再利用而造成浪费;滤板把手的互换是人们一直渴望解决但始终未能获得成功的技术难题。
技术实现要素:
6.本实用新型的目的是克服现有整体式滤板把手的缺陷,解决整体式滤板把手安装高度不可调互换性差、不能适应各种非标双梁机架、导致使用过的滤板组件无法适应不同机架再利用的技术难题,提供一种可调高的组合式滤板把手及适应不同机架的滤板组件;适应不同机架的滤板组件——指具有本实用新型可调高的组合式滤板把手的适应不同机架的滤板组件,因专利名称字数有限而简称。
7.本实用新型解决现有技术难题所采用的创新技术方案是:一种可调高的组合式滤板把手(以下简称:组合式滤板把手),即可互换可调高的模块化组合式滤板把手,总体技术方案的要点是:创新的总体构造与现有技术相比,其具有突出的实质性特点在于,将现有的整体式滤板把手改进为组合式滤板把手,即将把手主体和把手安装座按模块化分体制造再组合成一体、使把手主体很方便互换,并采用模块滑动组合方式、使把手主体与把手安装座相对位置可调(即把手主体安装高度可调)、使滤板组件能适应不同的双梁机架;从而,解决了整体式滤板把手安装高度不可调互换性差、不能适应各种非标双梁机架、导致使用过的滤板组件无法适应不同机架再利用的技术难题。
8.具体设计方案是:组合式滤板把手,主要由微调螺栓、微调卡片、工型把手座、把座安装螺栓、可换把手主体组成;所述的工型把手座,其断面为“工”字形,具有工型凸卡、把座安装沉孔、把手安装螺孔、微调螺顶螺孔,“工”字的上边为与可换把手主体t型凹槽动配合的工型凸卡,“工”字的下边为把手座底,工型凸卡比把手座底短,把手安装螺孔位于把座安装沉孔之间,工型把手座整体略长于比可换把手主体高度(以适应不同的可换把手主体);所述的可换把手主体,整体为中空直角梯形,垂直边具有t型凹槽、凸卡配合座、把手安装孔及备用孔,t型凹槽断面为“t
”ꢀ
字形、与工型把手座的工型凸卡动配合,垂直边下面凸出的双凸卡配合座与工型把手座的工型凸卡缺少部分相应,把手主体下边具有与滤板导轨相应的把手滑动槽。
9.主要零部件的连接关系是:为方便说明,外加与本组合式滤板把手密切相关的滤板;双工型把手座对称安装在滤板两侧中上部(位于滤板重心上方),微调卡片放在工型把手座的上面,微调螺顶安装在工型把手座的微调螺顶螺孔中,可换把手主体套装在工型把手座上(工型凸卡插入t型凹槽)并预紧固、利用微调螺顶微调可换把手主体高度后固定,工型凸卡插入t型凹槽深度可调、即可换把手主体高度可调;组合式滤板把手具有安装高度可调、把手主体很方便互换的特性。
10.本实用新型还提供一种适应不同机架的滤板组件,是多滤室过滤机构的关键部件,该滤板组件使用本实用新型提供的可调高的组合式滤板把手;主要由滤板、组合式滤板把手、夹布分料器、流体孔端密封圈等组成;能适应各种压滤机非标双梁机架。
11.本实用新型提供的可调高的组合式滤板把手及适应不同机架的滤板组件,显著的进步是具有模块组合、更换方便、高度可调、适应性强的优点,有益效果是(1)通过将把手主体和把手安装座按模块化分体制造再组合成一体,使把手主体更换方便,降低了滤板把手的更换难度,改善了把手主体的互换性;(2)采用模块滑动组合方式,把手主体与把手安装座相对位置可调(即把手主体安装高度可调),使滤板组件能适应不同的双梁机架,提高了二手滤板的适应性和利用率,产品升级增效;填补了我国模块化组合式滤板把手的空白,是通用滤板组件的发展方向。
附图说明
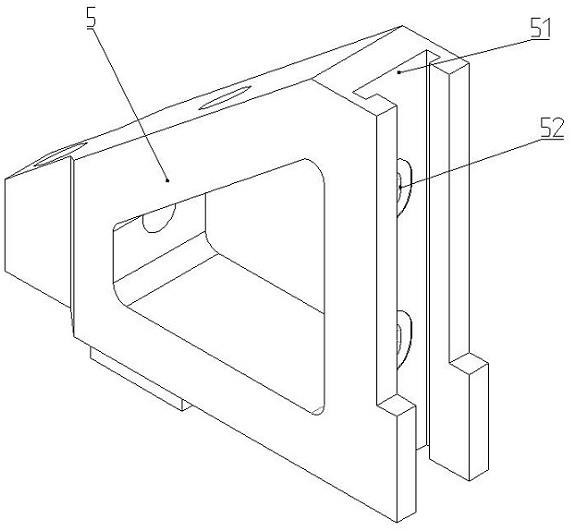
12.图1为本实用新型可调高的组合式滤板把手的可换把手主体立体示意图。
13.图2为本实用新型可调高的组合式滤板把手的工型把手座立体示意图。
14.图3为本实用新型可调高的组合式滤板把手与装配过程立体示意图(可换把手主体与工型把手座套装过程)。
15.附图标记:1
‑
微调螺顶,2
‑
微调卡片,3
‑
工型把手座,4
‑
把座安装螺栓,5
‑
可换把手主体,6
‑
滤板,31
‑
工型凸卡,32
‑
把座安装沉孔,51
‑
t型凹槽,52
‑
把手安装孔。
具体实施方式
16.下面结合本实用新型可调高的组合式滤板把手及适应不同机架的滤板组件实施例中的附图,对本实用新型实施例中的技术方案进行描述,所描述的实施例仅是本实用新型优选的一部分实施例,而不是全部的实施例。基于本实用新型的实施例,本领域技术人员做出的没有创造性的所有其他实施例,如把手主体与工型把手座组合方式相同、结构不同的可调高的组合式滤板把手,都属于本实用新型的保护范围。
17.实施例1
18.一种可调高的组合式滤板把手(简称:组合式滤板把手),即可互换可调高的模块化组合式滤板把手,创新的总体实施方案的要点是:将现有的整体式滤板把手改进为组合式滤板把手,即将把手主体和把手安装座按模块化分体制造再组合成一体、使把手主体很方便互换,并采用模块滑动组合方式、使把手主体与把手安装座相对位置可调(即把手主体安装高度可调)、使滤板组件能适应不同的双梁机架。
19.组合式滤板把手,主要由微调螺栓1、微调卡片2、工型把手座3、把座安装螺栓4、可换把手主体5组成;具有安装高度可调、把手主体5很方便互换的特性;详细说明如下。
20.所述的工型把手座3,其断面为“工”字形,具有工型凸卡31、三个把座安装沉孔32、多个把手安装螺孔、微调螺顶螺孔,“工”字的上边为与可换把手主体5的t型凹槽51动配合的工型凸卡31,“工”字的下边为把手座底,工型凸卡31比把手座底短,把手安装螺孔位于把座安装沉孔32之间,工型把手座3整体略长于比可换把手主体5高度(以适应不同的可换把手主体5)。双工型把手座3对称安装在滤板6两侧中上部(位于滤板重心上方);用于连接滤板6和可换把手主体5。
21.所述的可换把手主体5,整体为中空直角梯形,垂直边具有t型凹槽51、凸卡配合座、双把手安装孔52及备用孔,t型凹槽51断面为“t
”ꢀ
字形、与工型把手座3的工型凸卡31动配合,垂直边下面凸出的双凸卡配合座与工型把手座3的工型凸卡31缺少部分相应,把手主体5下边具有与滤板导轨相应的把手滑动槽。可换把手主体5套装在工型把手座3上(工型凸卡31插入t型凹槽51)并预紧固、利用微调螺顶1微调可换把手主体5高度后紧固,工型凸卡31插入t型凹槽51深度可调、即可换把手主体5的安装高度可调;用于适应不同的双梁机架、支撑滤板6、滤板定位、滑动滤板6(即拉开滤板)。
22.所述的微调螺顶1和微调卡片2,微调卡片2放在工型把手座3的上面,微调螺顶1安装在工型把手座3的微调螺顶螺孔中;用于微调可换把手主体5的高度。
23.本实用新型提供的可调高的组合式滤板把手,具有模块组合、更换方便、高度可调、适应性强的优点;解决了整体式滤板把手安装高度不可调互换性差、不能适应各种非标双梁机架、导致使用过的滤板组件无法适应不同机架再利用的技术难题;降低了滤板把手的更换难度,改善了把手主体的互换性和适应性,提高了二手滤板的利用率,产品升级增效。
24.实施例2
25.一种适应不同机架的滤板组件(简称:滤板组件),是多滤室过滤机构的关键部件,
该滤板组件使用本实用新型提供的可调高的组合式滤板把手(简称:组合式滤板把手);主要由滤板6、组合式滤板把手、夹布分料器、流体孔端密封圈等组成;组合式滤板把手,包括微调螺栓1、微调卡片2、工型把手座3、可换把手主体5;能适应各种压滤机非标双梁机架。本实用新型与现有技术共有的技术部分,按照我国机械行业现行标准《厢式压滤机和板框压滤机 第1部分:型式与基本参数》《第2部分:技术条件》《第3部分:滤板》jb/t4333制造。
26.滤板组件的组装与总装:为方便说明,外加与本部件密切相关的滤布;(1)各流体孔端密封圈分别安装在滤板6相应的孔端密封槽中,组合式滤板把手对称安装在滤板6两侧中上部(位于滤板重心上方),滤布包覆着滤板6用作过滤介质和密封相邻滤板6边框密封面,夹布分料器安装在滤板6进料孔口夹紧滤布;(2)组合式滤板把手支撑滤板组件安放在双梁机架的导轨上(通过调整把手主体5安装高度,可使滤板组件适应不同的双梁机架),通过油缸压紧滤板6,夹着滤布的相邻滤板6的凹部(空腔部)构成滤室;各滤板6的各种功能流体孔分别联通成相应功能的流体总通道并连通滤室;多滤室构成过滤机构;(3)当用户更新改造压滤机或使用多类型压滤机需要再利用(或共用)已使用过的二手滤板组件时,更换把手主体5即可。
27.过滤机构的低压静态过滤过程为:由供料泵加压将物料通过滤板6进料孔输入滤室、进行低压静态过滤,滤布截留物料中的颗粒在滤室中形成滤饼,滤液穿过滤布从滤板6出液孔流出,拉开滤板6(通过拉着滤板把手滑动而拉开滤板6)实现重力卸饼;适用于各种悬浮液的固液分离。
28.本实用新型提供的适应不同机架的滤板组件,有益效果是(1)通过将把手主体5和把手安装座按模块化分体制造再组合成一体,使把手主体5更换方便,降低了滤板把手的更换难度,改善了把手主体5的互换性;(2)采用模块滑动组合方式,把手主体5与把手安装座相对位置可调(即把手主体5安装高度可调),使滤板组件能适应不同的双梁机架,提高了二手滤板的适应性和利用率,产品升级增效;解决了人们一直渴望解决但始终未能获得成功的滤板把手的互换的技术难题。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1