一种行车记录仪镜头自动点胶和固化装置的制作方法
1.本实用新型涉及一种行车记录仪生产装置,尤其是一种行车记录仪镜头自动点胶和固化装置。
背景技术:
2.行车记录仪无论是在安全还是事故记录等方面,记录日常行车记录,停车监控上,还是行驶过程的辅助驾驶上都有着不可或缺的重要性。
3.现有的技术进行车载行车记录仪镜头点胶和uv固化时,有以下几个缺点:
4.其一,在以往生产中,点胶由作业员手工操作,由于手在点胶过程中会有抖动的情况,所以不能够保证点胶后胶水的平整性,会坑坑洼洼进而导致胶水的粘性效果变差。
5.其二,即时在完成点胶后,由于需要人工把镜头搬运到uv固化的作业工作台,搬运过程中,可能由于操作不当导致已经点好的胶水被蹭掉。
6.其三,手动作业的时,点胶和uv固化需要两个独立的工序,需要两名作业员进行操作,不仅工厂需要提供两个作业场所,而且两名作业员的成本也较高。
7.其四,由于uv固化的时候,uv灯会产生强光,作业员长时间使用,眼睛会疲劳,严重的可能发生职业伤害。
技术实现要素:
8.为解决上述问题,本实用新型提供一种能够自动完成涂胶和紫外固化,品质稳定、加工成本低的一种行车记录仪镜头自动点胶和固化装置,具体技术方案为:
9.一种行车记录仪镜头自动点胶和固化装置,包括紫外灯和自动压胶装置,还包括:装配架;点胶伸缩装置,所述点胶伸缩装置安装在所述装配架的一端,所述自动压胶装置安装在所述点胶伸缩装置上;固化支架,所述固化支架安装在所述装配架的一端,且位于所述点胶伸缩装置的一侧,所述紫外灯安装在所述固化支架上;移动装置,所述移动装置安装在所述装配架上,且位于所述点胶伸缩装置和所述固化支架的一侧;旋转装置,所述旋转装置安装在所述移动装置上;点胶座,所述点胶座安装在所述旋转装置上,所述点胶座的顶部设有固定槽,行车记录仪镜头安装在所述固定槽内;及防护罩,所述防护罩固定在所述装配架上,所述紫外灯位于所述防护罩内。
10.优选的,所述点胶伸缩装置包括:点胶座,所述点胶座固定在所述装配架上;及点胶气缸,所述点胶气缸安装在所述点胶座上,所述自动压胶装置安装在所述点胶气缸上。
11.进一步的,所述点胶气缸为滑台气缸。
12.优选的,所述移动装置包括无杆气缸或直线模组中的一种,所述旋转装置安装在所述无杆气缸或所述直线模组的滑台上。
13.优选的,所述旋转装置包括:涡轮蜗杆减速器,所述涡轮蜗杆减速器安装在所述移动装置上,所述点胶座安装在所述涡轮蜗杆减速器的输出轴上;及电机,所述电机固定在所述涡轮蜗杆减速器的一侧,且与所述涡轮蜗杆减速器的输入轴连接。
14.其中,所述点胶座的固定槽的底部设有避位槽,所述行车记录仪镜头安装在所述固定槽内,且位于所述避位槽的上方。
15.优选的,所述固化支架包括万向调节支架。
16.与现有技术相比本实用新型具有以下有益效果:
17.本实用新型提供的一种行车记录仪镜头自动点胶和固化装置通过自动点胶和自动uv固化的方式,减少了操作流程中人为因素出错的可能,品质和稳定性大大提高,降低了工厂制造的成本,缩短了操作时间,同时因为避免了因为作业员的操作不当,导致操作员需要进行返工从头开始作业,而且减轻了作业员的工作强度,并且通过自动固化降低了职业危害。
附图说明
18.图1是一种行车记录仪镜头自动点胶和固化装置的结构示意图;
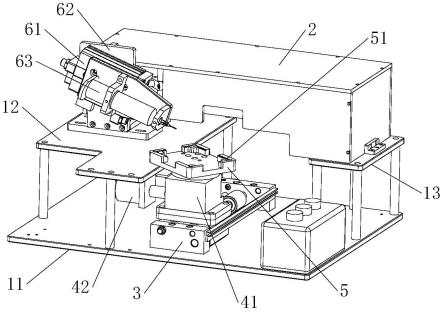
19.图2是一种行车记录仪镜头自动点胶和固化装置隐藏防护罩的结构示意图;
20.图3是移动装置与旋转装置装配的结构示意图;
21.图4是固化装置与紫外灯装配的结构示意图;
22.图5是进行涂胶的示意图;
23.图6是进行光固化的示意图。
具体实施方式
24.现结合附图对本实用新型作进一步说明。
25.如图1至图6所示,一种行车记录仪镜头自动点胶和固化装置,包括紫外灯72、自动压胶装置63、装配架、点胶伸缩装置、固化支架71、移动装置、旋转装置、点胶座5和防护罩2。
26.装配架包括装配底板11、第一支撑台12和第二支撑台13,第一支撑台12和第二支撑台13分别固定在装配底板11的两端,防护罩2的两端分别固定在第一支撑台12和第二支撑台13上,并且位于装配底板11的后侧。防护罩2不透光,防止紫外线外漏,保护操作人员。
27.点胶伸缩装置包括点胶座5和点胶气缸61,点胶座5固定在第一支撑台12上,点胶气缸61安装在点胶座5上,点胶气缸61为滑台气缸,自动压胶装置63安装在点胶气缸61的滑台上,点胶气缸61倾斜设置,使自动压胶装置63的出胶口与行车记录仪镜头9相对设置,从而实现涂胶。自动压胶装置63为现有成熟产品,通过丝杆组件驱动注胶管,定量输出固化胶,自动压胶装置63在此不做详细描述。当点胶气缸61伸出时,自动压胶装置63的出胶口移动到行车记录仪镜头9的一侧,当注胶完成时,点胶气缸61缩回。
28.固化支架71包括万向调节支架,固化支架71安装在第一支撑台12上,且位于点胶座5的一侧,紫外灯72安装在固化支架71上,并且与行车记录仪镜头9相对设置,固化支架71和紫外灯72均位于防护罩2内。
29.移动装置采用无杆气缸3,移动速度快、成本低、控制简单,无杆气缸3安装在装配底板11上,且位于第一支撑台12的一侧。
30.旋转装置包括涡轮蜗杆减速器41和电机42,涡轮蜗杆减速器41安装在无杆气缸3的滑台上,点胶座5安装在涡轮蜗杆减速器41的输出轴上;电机42固定在涡轮蜗杆减速器41的一侧,且与涡轮蜗杆减速器41的输入轴连接。涡轮蜗杆减速器41降低了高度。
31.点胶座5的顶部设有固定槽51和避位槽52,避位槽52位于固定槽51的底部,行车记录仪镜头9的电路板插在固定槽51内,避位槽52避开电路板上的引脚和元器件。
32.点胶时,点胶座5位于点胶伸缩装置的一侧,点胶气缸61处于缩回状态,将行车记录仪镜头9的电路板插到固定槽51内,然后点胶气缸61伸出,自动压胶装置63的出胶口移动到行车记录仪镜头9的一侧,当自动压胶装置63移动到位后开始涂胶,旋转装置的电机42启动,点胶座5旋转,实现一边涂胶一边旋转,完成环形的涂胶,当涂胶完成一圈后,自动压胶装置63停止涂胶,点胶气缸61缩回,同时电机42停止转动。无杆气缸3启动,点胶座5移动到防护罩2内,紫外灯72与行车记录仪镜头9上胶圈相对设置,当无杆气缸3移动到位后,打开紫外灯72,并且电机42启动,点胶座5带动行车记录仪镜头9旋转,进行紫外固化,当旋转一圈完成固化后,紫外灯72关闭,无杆气缸3带动固化完成的行车记录仪镜头9移动到初始位置,操作人员取下固化完成的产品,装入待涂胶产品。
33.自动压胶装置63与旋转装置配合实现环形的涂胶,涂胶均匀、涂胶速度快,然后通过紫外灯72进行固化,固化时旋转行车记录仪镜头9,从而使胶水均匀的被照射,保证了固化效果,并且固化速度快。
34.以上结合具体实施例描述了本实用新型的技术原理。这些描述只是为了解释本实用新型的原理,而不能以任何方式解释为对本实用新型保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本实用新型的其它具体实施方式,这些方式都将落入本实用新型权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1