分离提纯乙酸乙酯-甲醇-水三元共沸混合物的方法
1.本发明涉及多组分共沸物分离领域,特别涉及一种分离提纯乙酸乙酯-甲醇-水三元共沸混合物的方法。
背景技术:
2.乙酸乙酯和甲醇均为重要的化工原料。乙酸乙酯是一种具有官能团-coor的酯类(碳与氧之间是双键),能发生醇解、氨解、酯交换、还原等一般酯的共同反应;低毒性,有甜味,浓度较高时有刺激性气味,易挥发,具有优异的溶解性、快干性,用途广泛,是一种重要的有机化工原料和工业溶剂。甲醇又称羟基甲烷,是一种有机化合物,是结构最为简单的饱和一元醇,因在干馏木材中首次发现,故又称“木醇”或“木精”;人口服中毒最低剂量约为100mg/kg体重,经口摄入0.3~1g/kg可致死;主要用于制造甲醛和农药等,并用作有机物的萃取剂和酒精的变性剂等。上述两种有机物均可用于化工、医疗卫生、食品工业、工农业生产过程中。
3.实际化工与制药工业生产过程中往往会形成含乙酸乙酯和甲醇的废水溶液,如果直接排放会造成环境污染和资源的浪费,因此对其进行回收再利用有着较大的前景。在常压下,乙酸乙酯与水和甲醇形成共沸,采用普通精馏无法将其分离或分离难度大;并且采用传统精馏能耗高,能量利用率低,二氧化碳排放量大,因此必须采用特殊精馏。如何节能高效分离乙酸乙酯、甲醇和水混合溶液成为亟需解决的问题。
技术实现要素:
4.针对上述现有技术中存在的问题,本发明旨在提供一种分离提纯乙酸乙酯-甲醇-水三元共沸混合物的方法,该方法工艺流程较短,操作简单,能分离出纯度较高的乙酸乙酯和甲醇,而且能减小损失和二氧化碳的排放量,有利于实现可持续绿色发展。
5.为了实现上述目的,本发明提出了一种分离提纯乙酸乙酯-甲醇-水三元共沸混合物的方法,以二甲基亚砜为萃取溶剂,以双隔板萃取精馏塔为分离提纯装置,所述双隔板萃取精馏塔包括塔体,所述塔体内左右间隔设置有第一竖向隔板和第二竖向隔板,所述第一竖向隔板和第二竖向隔板从左至右依次将塔体内腔分隔成脱水与溶剂回收塔、萃取精馏塔、甲醇回收塔,所述第一竖向隔板、第二竖向隔板的上下两端均与塔体的塔顶和塔底有距离,所述第一竖向隔板的顶端与塔体左侧壁之间设置有第一横向隔板,所述第一竖向隔板下端的高度低于第二竖向隔板下端的高度,所述第二竖向隔板的顶端与塔体右侧壁之间设置有第三横向隔板,所述第一竖向隔板的底端设有向第二竖向隔板延伸的第二横向隔板,所述第二横向隔板的右端延伸至第二竖向隔板的下方后再向下弯折形成弯折部,所述塔体的左侧壁和右侧壁上分别设置有第四横向隔板和第五横向隔板,所述第四横向隔板和第五横向隔板分别位于弯折部的下端的左右两侧且与弯折部之间分别形成水-二甲基亚砜气体进口与采出口和第一水-二甲基亚砜混合气进口,所述第五横向隔板的上方设置有第六横向隔板,所述第六横向隔板的右端固定在塔体右侧壁上,左端延伸至第二竖向隔板的下方,
并与第二竖向隔板的下方之间形成甲醇-二甲基亚砜混合液出口与混合气进口,所述第六横向隔板左端与第二横向隔板之间形成第二水-二甲基亚砜混合气进口,所述第四横向隔板位于脱水与溶剂回收塔内气提段与脱水段间,所述脱水与溶剂回收塔内从上到下依次分隔为精馏段、脱水段、汽提段,所述萃取精馏塔内从上到下依次分为精馏段、萃取段、汽提段,所述甲醇回收塔内从上到下依次分为精馏段、汽提段;
6.在脱水与溶剂回收塔顶部设置有乙酸乙酯-甲醇侧线采出口、上部设置有乙酸乙酯-甲醇-水混合液进口、中部设置有水侧线采出口,底部设置有塔釜液采出口,在萃取精馏塔顶部设置有乙酸乙酯采出口、上部设置有设有萃取溶剂侧线进口、中部设置有乙酸乙酯-甲醇侧线进口,在甲醇回收塔顶部设置有甲醇侧线采出口;
7.将乙酸乙酯-甲醇-水混合液从乙酸乙酯-甲醇-水混合液进口加入脱水与溶剂回收塔内,水从脱水与溶剂回收塔中部水侧线采出口采出,塔底的水-二甲基亚砜混合气经过水-二甲基亚砜气体进口与采出口进入脱水与溶剂回收塔的上层,塔底的水-二甲基亚砜混合气同时经过第一水-二甲基亚砜混合气进口分别进入萃取精馏塔和甲醇回收塔;
8.脱水与溶剂回收塔塔釜液经塔釜液采出口采出后经再沸器加热后部分回流到塔体的塔底,另一部分经二甲基亚砜冷凝器冷凝后与补加萃取溶剂混合,然后从萃取溶剂侧线进口进入;乙酸乙酯-甲醇混合液从乙酸乙酯-甲醇侧线采出口采出后,经过乙酸乙酯-甲醇冷凝器冷凝后流入乙酸乙酯-甲醇回流罐,然后一部分回流到脱水与溶剂回收塔顶部,另一部分通过乙酸乙酯-甲醇侧线进口进入萃取精馏塔内;乙酸乙酯从乙酸乙酯采出口采出,经乙酸乙酯冷凝器冷凝后流入乙酸乙酯回流罐,然后一部分回流到萃取精馏塔顶部,另一部分作为乙酸乙酯产品采出;甲醇从甲醇回收塔顶部的甲醇侧线采出口采出,经甲醇冷凝器冷凝后流入甲醇回流罐,然后一部分回流到甲醇回收塔顶部,另一部分作为甲醇产品采出。
9.上述方案中:所述二甲基亚砜与乙酸乙酯-甲醇-水混合液的进料摩尔比为0.6-0.7,乙酸乙酯-甲醇-水混合液进料温度为35-45℃。
10.上述方案中:所述脱水与溶剂回收塔的理论塔板数为38-42块,乙酸乙酯-甲醇-水混合液进口位于8-12块塔板处,水侧线采出口位于23-27块塔板处,脱水与溶剂回收塔内气提段与脱水段间的水-二甲基亚砜气体进口与采出口位于30-34块塔板处,塔顶温度为63-64℃,塔底温度为197-198℃,操作压力1.0bar(绝压),精馏段位于第1-10块塔板之间,脱水段位于10-32块塔板之间,汽提段位于第32-40块塔板之间。
11.上述方案中:所述乙酸乙酯-甲醇-水混合液的进料量为90-110kmol/h,脱水与溶剂回收塔的摩尔回流比为2.0-2.8,水-二甲基亚砜气体进口与采出口采出水-二甲基亚砜混合气的流量为50-60kmol/h。
12.上述方案中:所述萃取精馏塔的理论塔板数为38-42块,萃取溶剂侧线进口位于3-5块塔板处,乙酸乙酯-甲醇侧线进口位于23-27块塔板处,第二水-二甲基亚砜混合气进口位于萃取精馏塔的最底部。
13.上述方案中:所述萃取精馏塔的摩尔回流比为2.5-3.5,二甲基亚砜的用量为60-70kmol/h,二甲基亚砜的进料温度为35-45℃,塔顶温度为76-77℃,塔底温度为107-108℃,操作压力1.0bar(绝压)。
14.上述方案中:所述甲醇回收塔的理论塔板数为38-42块,甲醇-二甲基亚砜混合液
出口与混合气进口位于23-27块塔板处,脱水与溶剂回收塔的汽提段与甲醇回收塔间的第一水-二甲基亚砜混合气进口位于甲醇回收塔的最底部。
15.上述方案中:所述甲醇回收塔的摩尔回流比为2.0-2.8,甲醇-二甲基亚砜混合液出口与混合气进口采出甲醇-二甲基亚砜混合气的流量为30-40kmol/h,塔顶温度为64-65℃,塔底温度为174-175℃,操作压力1.0bar(绝压)。
16.本发明的有益效果是:
17.1、通过隔板将单塔内腔分隔成相互独立的脱水与溶剂回收塔、萃取精馏塔和甲醇回收塔,与传统的多塔萃取精馏相比,减小了分离难度,降低了分离过程的能耗,能耗费用能降低15%-25%。
18.2、与传统分离方法相比,工艺流程较短,操作简单,安全性高,且分离效果好,分离得到的产品乙酸乙酯和甲醇纯度高,实用性强,极具行业推广性。
19.3、有效减小了损失和二氧化碳的排放量,有利于实现可持续绿色发展。
附图说明
20.图1为双隔板萃取精馏塔的结构示意图。
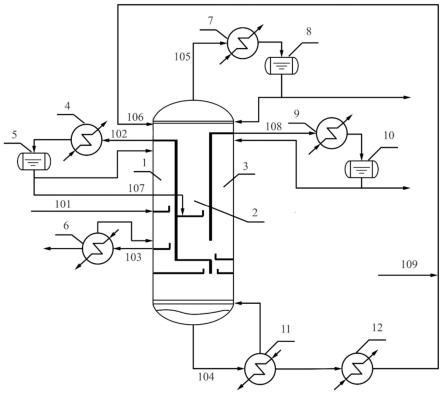
21.图2为本发明的工艺流程图。
具体实施方式
22.实施例1
23.如图1—2所示,一种分离提纯乙酸乙酯-甲醇-水三元共沸混合物的方法,以二甲基亚砜为萃取溶剂,以双隔板萃取精馏塔为分离提纯装置,双隔板萃取精馏塔包括塔体。
24.塔体内左右间隔设置有第一竖向隔板a和第二竖向隔板b,第一竖向隔板a和第二竖向隔板b从左至右依次将塔体内腔分隔成脱水与溶剂回收塔1、萃取精馏塔2、甲醇回收塔3。第一竖向隔板a、第二竖向隔板b的上下两端均与塔体的塔顶和塔底之间有距离,第一竖向隔板a的顶端与塔体左侧壁之间设置有第一横向隔板c,第一竖向隔板a下端的高度低于第二竖向隔板b下端的高度,第二竖向隔板b的顶端与塔体右侧壁之间设置有第三横向隔板e,第一竖向隔板a的底端设有向第二竖向隔板b延伸的第二横向隔板d,第二横向隔板d的右端延伸至第二竖向隔板b的下方后再向下弯折形成弯折部,塔体的左侧壁和右侧壁上分别设置有第四横向隔板f和第五横向隔板g,第四横向隔板f和第五横向隔板g分别位于弯折部的下端的左右两侧且与弯折部之间分别形成水-二甲基亚砜气体进口与采出口a和第一水-二甲基亚砜混合气进口b,第五横向隔板g的上方设置有第六横向隔板j,第六横向隔板j的右端固定在塔体右侧壁上,左端延伸至第二竖向隔板b的下方,并与第二竖向隔板b的下方之间形成甲醇-二甲基亚砜混合液出口与混合气进口c,第六横向隔板j左端与第二横向隔板d之间形成第二水-二甲基亚砜混合气进口d,第四横向隔板f位于脱水与溶剂回收塔1内气提段与脱水段间。
25.脱水与溶剂回收塔1内从上到下依次分隔为精馏段、脱水段、汽提段,萃取精馏塔2内从上到下依次分为精馏段、萃取段、汽提段,甲醇回收塔3内从上到下依次分为精馏段、汽提段。
26.在脱水与溶剂回收塔1顶部设置有乙酸乙酯-甲醇侧线采出口102、上部设置有乙
酸乙酯-甲醇-水混合液进口101、中部设置有水侧线采出口103,底部设置有塔釜液采出口104。在萃取精馏塔2顶部设置有乙酸乙酯采出口105、上部设置有设有萃取溶剂侧线进口106、中部设置有乙酸乙酯-甲醇侧线进口107。在甲醇回收塔3顶部设置有甲醇侧线采出口108。
27.在塔釜液采出口104设置有采出线与再沸器11连接,在脱水与溶剂回收塔1底部还设置有塔釜液回流口,再沸器11上设置有回流管与塔釜液回流口相连,再沸器11上还设置有采出线与二甲基亚砜冷凝器12连接,二甲基亚砜冷凝器12再通过采出线与萃取溶剂侧线进口106连接,在二甲基亚砜冷凝器12与萃取溶剂侧线进口106之间的采出线上还设置有萃取溶剂补加线109。
28.在水侧线采出口103设置有采出线与水冷凝器6连接。
29.在乙酸乙酯-甲醇侧线采出口102设置有采出线与乙酸乙酯-甲醇冷凝器4相连,乙酸乙酯-甲醇冷凝器4与乙酸乙酯-甲醇回流罐5相连,在脱水与溶剂回收塔1顶部还设置有乙酸乙酯-甲醇回流口,乙酸乙酯-甲醇回流罐5上设置有回流管与乙酸乙酯-甲醇回流口相连,乙酸乙酯-甲醇回流罐5上还设置有采出线与乙酸乙酯-甲醇侧线进口107相连。
30.在乙酸乙酯采出口105设置有采出线与乙酸乙酯冷凝器7相连,乙酸乙酯冷凝器7与乙酸乙酯回流罐8相连,在萃取精馏塔2顶部还设置有乙酸乙酯回流口,乙酸乙酯回流罐8上设置有回流管与乙酸乙酯回流口相连,乙酸乙酯回流罐8上还设置有乙酸乙酯产品采出线。
31.在甲醇侧线采出口108设置有采出线与甲醇冷凝器9相连,甲醇冷凝器9与甲醇回流罐10相连,在甲醇回收塔3顶部还设置有甲醇回流口,甲醇回流罐10上设置回流管与甲醇回流口相连,甲醇回流罐10上还设置有甲醇产品采出线。
32.将乙酸乙酯-甲醇-水混合液从乙酸乙酯-甲醇-水混合液进口101加入脱水与溶剂回收塔1内,水从脱水与溶剂回收塔1中部水侧线采出口103采出,塔底的水-二甲基亚砜混合气经过水-二甲基亚砜气体进口与采出口a进入脱水与溶剂回收塔1的上层,塔底的水-二甲基亚砜混合气同时经过第一水-二甲基亚砜混合气进口b分别进入萃取精馏塔2和甲醇回收塔3。
33.脱水与溶剂回收塔1塔釜液经塔釜液采出口104采出后经再沸器11加热后部分回流到塔体的塔底,另一部分经二甲基亚砜冷凝器12冷凝后与补加萃取溶剂混合,然后从萃取溶剂侧线进口106进入。乙酸乙酯-甲醇混合液从乙酸乙酯-甲醇侧线采出口102采出后,经过乙酸乙酯-甲醇冷凝器4冷凝后流入乙酸乙酯-甲醇回流罐5,然后一部分回流到脱水与溶剂回收塔1顶部,另一部分通过乙酸乙酯-甲醇侧线进口107进入萃取精馏塔2内。乙酸乙酯从乙酸乙酯采出口105采出,经乙酸乙酯冷凝器7冷凝后流入乙酸乙酯回流罐8,然后一部分回流到萃取精馏塔2顶部,另一部分作为乙酸乙酯产品采出。甲醇从甲醇回收塔3顶部的甲醇侧线采出口108采出,经甲醇冷凝器9冷凝后流入甲醇回流罐10,然后一部分回流到甲醇回收塔3顶部,另一部分作为甲醇产品采出。
34.二甲基亚砜与乙酸乙酯-甲醇-水混合液的进料摩尔比为0.6-0.7,乙酸乙酯-甲醇-水混合液进料温度为35-45℃。
35.脱水与溶剂回收塔1的理论塔板数为38-42块,乙酸乙酯-甲醇-水混合液进口101位于8-12块塔板处,水侧线采出口103位于23-27块塔板处,脱水与溶剂回收塔1内气提段与
脱水段间的水-二甲基亚砜气体进口与采出口a位于30-34块塔板处,塔顶温度为63-64℃,塔底温度为197-198℃,操作压力1.0bar(绝压),精馏段位于第1-10块塔板之间,脱水段位于10-32块塔板之间,汽提段位于第32-40块塔板之间。
36.乙酸乙酯-甲醇-水混合液的进料量为90-110kmol/h,脱水与溶剂回收塔1的摩尔回流比为2.0-2.8,水-二甲基亚砜气体进口与采出口a采出水-二甲基亚砜混合气的流量为50-60kmol/h。
37.萃取精馏塔2的理论塔板数为38-42块,萃取溶剂侧线进口106位于3-5块塔板处,乙酸乙酯-甲醇侧线进口107位于23-27块塔板处,第二水-二甲基亚砜混合气进口d位于萃取精馏塔2的最底部。
38.萃取精馏塔2的摩尔回流比为2.5-3.5,二甲基亚砜的用量为60-70kmol/h,二甲基亚砜的进料温度为35-45℃,塔顶温度为76-77℃,塔底温度为107-108℃,操作压力1.0bar(绝压)。
39.甲醇回收塔3的理论塔板数为38-42块,甲醇-二甲基亚砜混合液出口与混合气进口c位于23-27块塔板处,脱水与溶剂回收塔1的汽提段与甲醇回收塔3间的第一水-二甲基亚砜混合气进口b位于甲醇回收塔3的最底部。
40.甲醇回收塔3的摩尔回流比为2.0-2.8,甲醇-二甲基亚砜混合液出口与混合气进口c采出甲醇-二甲基亚砜混合气的流量为30-40kmol/h,塔顶温度为64-65℃,塔底温度为174-175℃,操作压力1.0bar(绝压)。
41.应用例1
42.某化工制药企业的混合溶液,经分离后混合溶液的组成为:5%的乙酸乙酯、5%的甲醇,和90%的水。
43.脱水与溶剂回收塔1的操作参数为:操作压力1.0bar(绝压),理论塔板数为40块,乙酸乙酯-甲醇-水混合液进口101位于10块塔板处,水侧线采出口103位于25块塔板处,水-二甲基亚砜气体进口与采出口a位于32块塔板处,塔顶温度为63.85℃,塔底温度为197.5℃,精馏段位于第1-10块塔板之间,脱水段位于10-32块塔板之间,汽提段位于第32-40块塔板之间。乙酸乙酯-甲醇-水混合液的进料量为100kmol/h,脱水与溶剂回收塔1的摩尔回流比为2.4,水-二甲基亚砜气体进口与采出口a采出水-二甲基亚砜混合气的流量为55kmol/h。
44.水从脱水与溶剂回收塔1中部水侧线采出口103采出,脱水与溶剂回收塔1塔釜液经塔釜液采出口104采出后经再沸器11加热后部分回流到塔体的塔底,另一部分经二甲基亚砜冷凝器12冷凝后与补加萃取溶剂混合,然后从萃取溶剂侧线进口106进入。
45.乙酸乙酯-甲醇混合液从乙酸乙酯-甲醇侧线采出口102采出后,经过乙酸乙酯-甲醇冷凝器4冷凝后流入乙酸乙酯-甲醇回流罐5,然后一部分回流到脱水与溶剂回收塔1顶部,另一部分通过乙酸乙酯-甲醇侧线进口107进入萃取精馏塔2中部。
46.萃取精馏塔2的操作参数为:操作压力1.0bar(绝压),理论塔板数为40块,萃取溶剂侧线进口106位于3块塔板处,乙酸乙酯-甲醇侧线进口107位于25块塔板处,脱水与溶剂回收塔1的汽提段与萃取精馏塔2间的第二水-二甲基亚砜混合气进口d位于萃取精馏塔2的最底部。萃取精馏塔2的摩尔回流比为2.84,萃取溶剂二甲基亚砜的用量为66kmol/h,萃取溶剂二甲基亚砜的进料温度为40℃,塔顶温度为76.85℃,塔底温度为107.5℃。
47.乙酸乙酯从乙酸乙酯采出口105采出,经乙酸乙酯冷凝器7冷凝后流入乙酸乙酯回流罐8,然后一部分回流到萃取精馏塔2顶部,另一部分作为乙酸乙酯产品采出。
48.甲醇回收塔3的操作参数:操作压力1.0bar(绝压),理论塔板数为40块,甲醇-二甲基亚砜混合液出口与混合气进口c位于25块塔板处,脱水与溶剂回收塔1的汽提段与甲醇回收塔3间的第一水-二甲基亚砜混合气进口b位于甲醇回收塔的最底部。甲醇回收塔3的摩尔回流比为2.39,甲醇-二甲基亚砜混合液出口与混合气进口c采出甲醇-二甲基亚砜混合气的流量为36kmol/h,塔顶温度为64.15℃,塔底温度为174.5℃。
49.甲醇从甲醇回收塔3顶部的甲醇侧线采出口108采出,经甲醇冷凝器9冷凝后流入甲醇回流罐10,然后一部分回流到甲醇回收塔3顶部,另一部分作为甲醇产品采出。
50.分离后乙酸乙酯的产品纯度大于99.5%,甲醇的产品纯度大于99.5%、循环萃取溶剂的纯度大于99.99%。
51.应用例2
52.某化工制药企业的混合溶液,经分离后混合溶液的组成为:4.5%的乙酸乙酯、4.5%的甲醇,和91%的水。
53.脱水与溶剂回收塔1的操作参数为:操作压力1.0bar(绝压),理论塔板数为38块,乙酸乙酯-甲醇-水混合液进口101位于8块塔板处,水侧线采出口103位于23块塔板处,水-二甲基亚砜气体进口与采出口a位于30块塔板处,塔顶温度为63℃,塔底温度为197℃,精馏段位于第1-8块塔板之间,脱水段位于8-30块塔板之间,汽提段位于第30-38块塔板之间。乙酸乙酯-甲醇-水混合液的进料量为90kmol/h,脱水与溶剂回收塔1的摩尔回流比为2.0,水-二甲基亚砜气体进口与采出口a采出水-二甲基亚砜混合气的流量为50kmol/h。
54.水从脱水与溶剂回收塔1中部水侧线采出口103采出,脱水与溶剂回收塔1塔釜液经塔釜液采出口104采出后经再沸器11加热后部分回流到塔体的塔底,另一部分经二甲基亚砜冷凝器12冷凝后与补加萃取溶剂混合,然后从萃取溶剂侧线进口106进入。
55.乙酸乙酯-甲醇混合液从乙酸乙酯-甲醇侧线采出口102采出后,经过乙酸乙酯-甲醇冷凝器4冷凝后流入乙酸乙酯-甲醇回流罐5,然后一部分回流到脱水与溶剂回收塔1顶部,另一部分通过乙酸乙酯-甲醇侧线进口107进入萃取精馏塔2中部。
56.萃取精馏塔2的操作参数为:操作压力1.0bar(绝压),理论塔板数为38块,萃取溶剂侧线进口106位于4块塔板处,乙酸乙酯-甲醇侧线进口107位于23块塔板处,脱水与溶剂回收塔1的汽提段与萃取精馏塔2间的第二水-二甲基亚砜混合气进口d位于萃取精馏塔2的最底部。萃取精馏塔2的摩尔回流比为2.5,萃取溶剂二甲基亚砜的用量为60kmol/h,萃取溶剂二甲基亚砜的进料温度为35℃,塔顶温度为76℃,塔底温度为107℃。
57.乙酸乙酯从乙酸乙酯采出口105采出,经乙酸乙酯冷凝器7冷凝后流入乙酸乙酯回流罐8,然后一部分回流到萃取精馏塔2顶部,另一部分作为乙酸乙酯产品采出。
58.甲醇回收塔3的操作参数:操作压力1.0bar(绝压),理论塔板数为42块,甲醇-二甲基亚砜混合液出口与混合气进口c位于27块塔板处,脱水与溶剂回收塔1的汽提段与甲醇回收塔3间的第一水-二甲基亚砜混合气进口b位于甲醇回收塔3的最底部。甲醇回收塔3的摩尔回流比为2.0,甲醇-二甲基亚砜混合液出口与混合气进口c采出甲醇-二甲基亚砜混合气的流量为30kmol/h,塔顶温度为64℃,塔底温度为174℃。
59.甲醇从甲醇回收塔3顶部的甲醇侧线采出口108采出,经甲醇冷凝器9冷凝后流入
甲醇回流罐10,然后一部分回流到甲醇回收塔3顶部,另一部分作为甲醇产品采出。
60.分离后乙酸乙酯的产品纯度大于99.5%,甲醇的产品纯度大于99.5%、循环萃取溶剂的纯度大于99.99%。
61.应用例3
62.某化工制药企业的混合溶液,经分离后混合溶液的组成为:5.5%的乙酸乙酯、5.5%的甲醇,和89%的水。
63.脱水与溶剂回收塔1的操作参数为:操作压力1.0bar(绝压),理论塔板数为42块,乙酸乙酯-甲醇-水混合液进口101位于12块塔板处,水侧线采出口103位于27块塔板处,水-二甲基亚砜气体进口与采出口a位于34块塔板处,塔顶温度为64℃,塔底温度为198℃,精馏段位于第1-12块塔板之间,脱水段位于12-34块塔板之间,汽提段位于第34-42块塔板之间。乙酸乙酯-甲醇-水混合液的进料量为110kmol/h,脱水与溶剂回收塔1的摩尔回流比为2.8,水-二甲基亚砜气体进口与采出口a采出水-二甲基亚砜混合气的流量为60kmol/h。
64.水从脱水与溶剂回收塔1中部水侧线采出口103采出,脱水与溶剂回收塔1塔釜液经塔釜液采出口104采出后经再沸器11加热后部分回流到塔体的塔底,另一部分经二甲基亚砜冷凝器12冷凝后与补加萃取溶剂混合,然后从萃取溶剂侧线进口106进入。
65.乙酸乙酯-甲醇混合液从乙酸乙酯-甲醇侧线采出口102采出后,经过乙酸乙酯-甲醇冷凝器4冷凝后流入乙酸乙酯-甲醇回流罐5,然后一部分回流到脱水与溶剂回收塔1顶部,另一部分通过乙酸乙酯-甲醇侧线进口107进入萃取精馏塔2中部。
66.萃取精馏塔2的操作参数为:操作压力1.0bar(绝压),理论塔板数为42块,萃取溶剂侧线进口106位于5块塔板处,乙酸乙酯-甲醇侧线进口107位于27块塔板处,脱水与溶剂回收塔1的汽提段与萃取精馏塔2间的第二水-二甲基亚砜混合气进口d位于萃取精馏塔2的最底部。萃取精馏塔2的摩尔回流比为3.5,萃取溶剂二甲基亚砜的用量为70kmol/h,萃取溶剂二甲基亚砜的进料温度为45℃,塔顶温度为77℃,塔底温度为108℃。
67.乙酸乙酯从乙酸乙酯采出口105采出,经乙酸乙酯冷凝器7冷凝后流入乙酸乙酯回流罐8,然后一部分回流到萃取精馏塔2顶部,另一部分作为乙酸乙酯产品采出。
68.甲醇回收塔3的操作参数:操作压力1.0bar(绝压),理论塔板数为38块,甲醇-二甲基亚砜混合液出口与混合气进口c位于23块塔板处,脱水与溶剂回收塔1的汽提段与甲醇回收塔3间的第一水-二甲基亚砜混合气进口b位于甲醇回收塔3的最底部。甲醇回收塔3的摩尔回流比为2.8,甲醇-二甲基亚砜混合液出口与混合气进口c采出甲醇-二甲基亚砜混合气的流量为40kmol/h,塔顶温度为65℃,塔底温度为175℃。
69.甲醇从甲醇回收塔3顶部的甲醇侧线采出口108采出,经甲醇冷凝器9冷凝后流入甲醇回流罐10,然后一部分回流到甲醇回收塔3顶部,另一部分作为甲醇产品采出。
70.分离后乙酸乙酯的产品纯度大于99.5%,甲醇的产品纯度大于99.5%、循环萃取溶剂的纯度大于99.99%。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1