一种蓝牙耳机的加工设备的制作方法
1.本发明涉及蓝牙耳机制造技术领域,尤其涉及一种蓝牙耳机的加工设备。
背景技术:
2.在蓝牙耳机生产加工的过程中,蓝牙耳机的各个部件生产完成后,需要将各个部件组装形成最后的蓝牙耳机,有些部件是通过焊接来连接的,有些部件则需要通过胶水来粘接,例如线圈的安装、电路板的安装等无法采用焊接方式进行,只能通过点胶的方式进行安装,因而点胶的方式来加工蓝牙耳机是重要的一环,具备成型快速、轻量化等优点。
3.现有技术中,例如专利号cn113477476a蓝牙耳机点胶机公开了一种蓝牙耳机点胶机,包括传输装置、工装母板、顶升装置、顶升旋转装置和点胶组件。传输装置上设有点胶工位;工装母板通过传输装置传输,工装母板上设有至少一个通孔,每个通孔上摆放设有一块工装子板,工装子板上设有用于容纳支架和喇叭的容纳工位;顶升装置位于点胶工位,工装母板被传输至点胶工位时,顶升装置能够将工装母板顶起;顶升旋转装置位于点胶工位,工装母板被顶起后,顶升旋转装置能够将工装子板顶起,还能带动工装子板旋转;工装子板旋转时,点胶组件能够将容纳工位中的支架和喇叭进行点胶,使得支架和喇叭连接。本发明的蓝牙耳机点胶机结构简单,编程控制简单,便于实现流水线作业。
4.现有技术中通常是采用上述的蓝牙耳机点胶装置进行点胶作业,虽然可以较好的进行点胶作业,但是点胶后还需要运送至其他工位进行光固化、冷却等处理,需要多个设备配合处理,甚至需要二次对耳机进行装夹,集成化程度低,增加了蓝牙耳机的加工时间,不利于整个蓝牙耳机的流水线生产作业。
技术实现要素:
5.本发明的目的是为了解决上述的问题,而提出的一种蓝牙耳机的加工设备。
6.为了实现上述目的,本发明采用了如下技术方案:
7.一种蓝牙耳机的加工设备,包括支架,所述支架的底端安装有多个支撑脚,所述支架上安装有点胶架,所述点胶架的上竖直安装有气缸,所述气缸具备一个活塞杆,所述气缸的活塞杆上安装有点胶枪头;
8.所述支架上通过转轴转动连接有传送组件,所述传送组件上设置有多个夹具,所述传送组件带动夹具往复运动;
9.所述支架上安装有间歇传动机构和第一电机,所述间歇传动机构与转轴连接并带动其每90度翻转;
10.所述支架上、传送组件的下侧设置有用于固化胶的紫外线灯。
11.可选地,所述支架上、传送组件下侧设置有通风槽,所述通风槽采用上端开口的矩形结构,所述支架上安装有风机,所述通风槽与风机的出风端连接。
12.可选地,所述传送组件由托盘、丝杠、光杠和第二电机构成;
13.所述丝杠的螺纹设置在中部,所述丝杠的两端为光滑的表面;
14.所述托盘与转轴固定,所述第二电机安装在托盘上,所述丝杠的一端与第二电机的输出轴固定,所述丝杠的另一端转动连接在托盘上,所述光杠的两端均固定连接在托盘上,所述夹具与丝杠螺纹连接,所述夹具与光杠滑动连接;
15.可选地,所述夹具的底端设置有螺母,所述夹具通过螺母与丝杠螺纹连接,所述夹具的底端设置有直线轴承,所述夹具通过直线轴承与光杠滑动连接。
16.可选地,所述夹具采用矩形结构,所述夹具上开设有放置蓝牙耳机壳的放置槽,所述放置槽的内壁上设置有橡胶紧固垫。
17.可选地,所述传送组件的数量为两个,且两个传送组件对称设置。
18.可选地,所述间歇传动机构由传动壳、主动拨盘和从动槽轮构成;所述传动壳安装在支架上,所述主动拨盘和从动槽轮啮合且位于传动壳内,所述主动拨盘与第一电机的输出轴键连接,所述从动槽轮采用四槽槽轮且与转轴键连接。
19.可选地,所述支架的底端安装有往复驱动组件,所述往复驱动组件的两端均连接有往复运动的l形杆,两个所述l形杆上分别固定连接有第一顶杆和第二顶杆;
20.所述第一顶杆和第二顶杆均间歇穿过支架并延伸至传送组件处,所述第一顶杆和第二顶杆在往复驱动组件的驱动下往复带动第一顶杆和第二顶杆推动夹具。
21.可选地,所述往复驱动组件由机壳、不完全齿轮、第三电机、齿轮组和齿条构成,所述机壳固定在支架上,所述不完全齿轮的数量为两个且对称轴连接在机壳内,两个所述不完全齿轮之间设置有与二者啮合的齿条,所述齿条的两端均与l形杆固定连接;
22.两个所述不完全齿轮之间通过齿轮组连接,所述齿轮组键连接有第三电机,所述第三电机安装在机壳上。
23.本发明相比现有技术,具备以下优点:
24.本发明通过设置传送组件,其中丝杠的两端为光滑的表面,从而可以起到暂时容纳夹具的作用,当夹具运动至丝杆的两端时,可以不随着丝杠的转动而继续运动,只会在滞留在原地,并在后一夹具的挤压下继续向丝杠的边侧运动并不断地堆积,直至所有的夹具均点胶完成且运动至边侧暂时存储,如此设置便于统一进行上料、光固化、下料处理,利于整个蓝牙耳机的流水线生产作业。
25.本发明通过设置间歇传动机构,通过第一电机可以驱动主动拨盘转动,主动拨盘可以带动从动槽轮间歇转动,由于从动槽轮为四槽槽轮,因而可以实现每度间歇转动,从而可以实现转轴和传送组件的翻转,从而可以实现上下夹具的切换,使得装置可以上侧点胶,下侧固化降温,利于连续化生产。
26.本发明采用往复驱动组件、l形杆、第一顶杆和第二顶杆配合设计,通过往复驱动组件可以带动l形杆往复运动,l形杆在运动至一侧时,可以通过第一顶杆推动底部的夹具逐渐与丝杠上的螺纹进行螺纹连接,同理,可以通过第二顶杆推动顶部的夹具逐渐与丝杠上的螺纹进行螺纹连接,从而代替了人力推动夹具进行输送,更加智能化。
附图说明
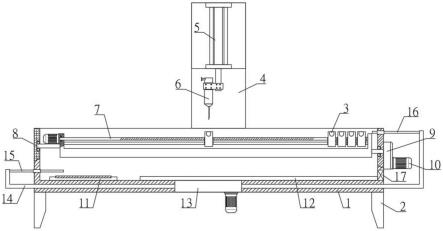
27.图1为本发明的整体结构示意图(一个传送组件);
28.图2为本发明的整体结构示意图(两个传动组件);
29.图3为本发明中传送组件的结构示意图;
30.图4为本发明中间歇传动机构的结构示意图;
31.图5为本发明中往复驱动组件的结构示意图。
32.图中:1支架、2支撑脚、3夹具、4点胶架、5气缸、6点胶枪头、7传送组件、71托盘、72丝杠、73光杠、74第二电机、8转轴、9间歇传动机构、91传动壳、92主动拨盘、93从动槽轮、10第一电机、11紫外线灯、12通风槽、13往复驱动组件、131机壳、132不完全齿轮、133第三电机、134齿轮组、135齿条、14l形杆、15第一顶杆、16第二顶杆、17风机。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
34.实施例1
35.参照图1,一种蓝牙耳机的加工设备,包括支架1,支架1的底端安装有多个支撑脚2,支架1上安装有点胶架4,点胶架4的上竖直安装有气缸5,气缸5具备一个活塞杆,气缸5的活塞杆上安装有点胶枪头6,点胶枪头6采用市面上常见的蓝牙耳机点胶枪,在此不做特殊要求。
36.参照图1,支架1上通过转轴8转动连接有传送组件7,传送组件7上设置有多个夹具3,传送组件7带动夹具3往复运动,传送组件7由托盘71、丝杠72、光杠73和第二电机74构成,具体如下:
37.参照图3,丝杠72的螺纹设置在中部,丝杠72的两端为光滑的表面,托盘71与转轴8固定,第二电机74安装在托盘71上,丝杠72的一端与第二电机74的输出轴固定,丝杠72的另一端转动连接在托盘71上,光杠73的两端均固定连接在托盘71上,夹具3与丝杠72螺纹连接,夹具3与光杠73滑动连接。
38.传送组件7的原理如下:通过第二电机74可以带动丝杠72转动,通过丝杠72的转动和光杠73的限位,从而可以带动其上的夹具3往复直线运动。由于丝杠72的两端为光滑的表面(不设置螺纹),从而使得两端可以起到暂时容纳夹具3的作用,当夹具3运动至丝杠72的两端时,可以不随着丝杠72的转动而继续运动,只会在滞留在原地,并在后一夹具3的挤压下继续向丝杠72的边侧运动并不断地堆积,直至所有的夹具3均点胶完成且运动至边侧暂时存储。
39.参照图3,夹具3的底端设置有螺母,夹具3通过螺母与丝杠72螺纹连接,夹具3的底端设置有直线轴承,夹具3通过直线轴承与光杠73滑动连接。直线轴承的设置可以降低滑动阻力。
40.夹具3采用矩形结构,夹具3上开设有放置蓝牙耳机壳的放置槽,放置槽的内壁上设置有橡胶紧固垫,蓝牙耳机壳通过橡胶紧固垫固定在其内。
41.参照图4,支架1上安装有间歇传动机构9和第一电机10,间歇传动机构9与转轴8连接并带动其每90度翻转,间歇传动机构9由传动壳91、主动拨盘92和从动槽轮93构成;传动壳91安装在支架1上,主动拨盘92和从动槽轮93啮合且位于传动壳91内,主动拨盘92与第一电机10的输出轴键连接,从动槽轮93采用四槽槽轮且与转轴8键连接。
42.间歇传动机构9的作用如下:通过第一电机10可以驱动主动拨盘92转动,主动拨盘92可以带动从动槽轮93间歇转动,由于从动槽轮93为四槽槽轮,因而可以实现每90度翻转,
从而可以实现转轴8和传送组件7的翻转。
43.参照图1,所述支架1上、传送组件7的下侧设置有用于固化胶的紫外线灯11,点胶后通过紫外线灯11进行光固化,在本实施例中,紫外线灯11设置在支架1的下侧进行从下往上的照射,但是此方式适合需要固化的零件质量较轻。
44.参照图1,在本实施例中,支架1上、传送组件7下侧设置有通风槽12,通风槽12采用上端开口的矩形结构,支架1上安装有风机17,通风槽与风机17的出风端连接。通过通风槽12可以对固化后的胶进行进一步的冷却,同时降低蓝牙耳机壳整体的温度,使其冷缩便于其更好的从夹具上取出。
45.本实施例的工作原理如下:通过传动组件7将所有的夹具3运动至上料处,接着将装载发声元件、线圈或电路板等元件的蓝牙耳机壳放置在夹具3上进行点胶,接着开启第二电机74,并通过人力推动夹具3依次与丝杠72上的螺纹接触,并通过夹具3与丝杠72的螺纹连接进行夹具3的直线输送,输送至点胶枪头6下时暂停输送点胶作业,点胶完成后继续输送至另一侧暂存,由于点胶后蓝牙耳机壳具备较高的热量,可以在热胀下更好的固定在夹具3内。
46.实施例2
47.参照图2,本实施例与实施例1的区别在于,传送组件7的数量为两个,且两个传送组件7对称设置,具体地,传送组件7中托盘71对称焊接,使得其余零部件在继续采用实施例一连接方式的基础上也实现对称。
48.本实施例通过间歇传动机构9驱动传送组件7翻转从而使得上侧的夹具3进入到下侧进行光固化,并在光固化后传动至另一侧等待取料,同理,上侧的夹具3进行点胶作业
49.实施例3
50.参照图5,本实施例与实施例1和2的区别在于无需人力推动夹具3运动,具体如下:
51.支架1的底端安装有往复驱动组件13,往复驱动组件13的两端均连接有往复运动的l形杆14,两个l形杆14上分别固定连接有第一顶杆15和第二顶杆16。第一顶杆15和第二顶杆16均间歇穿过支架1并延伸至传送组件7处,第一顶杆15和第二顶杆16在往复驱动组件13的驱动下往复带动第一顶杆15和第二顶杆16推动夹具3。
52.往复驱动组件13由机壳131、不完全齿轮132、第三电机133、齿轮组134和齿条135构成,机壳131固定在支架1上,不完全齿轮132的数量为两个且对称轴连接在机壳131内,两个不完全齿轮132之间设置有与二者啮合的齿条135,齿条135的两端均与l形杆14固定连接;
53.两个不完全齿轮132之间通过齿轮组134连接,齿轮组134键连接有第三电机133,第三电机133安装在机壳131上。
54.往复驱动组件13的原理如下:
55.通过开启第三电机133,第三电机133带动齿轮组134运动,齿轮组134运动后带动不完全齿轮132转动,不完全齿轮132转动后与齿条135往复啮合,实现l形杆14的往复运动,l形杆14在运动至一侧时,可以通过第一顶杆15推动底部的夹具3逐渐与丝杠72上的螺纹进行螺纹连接,同理,可以通过第二顶杆16推动顶部的夹具3逐渐与丝杠72上的螺纹进行螺纹连接。
56.以上所述,仅为本发明较佳的具体实施方式,这里无法对所有实施方式予以穷举,
但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1