含一氯甲烷尾气的回收处理装置的制作方法
1.本实用新型涉及尾气处理技术领域,具体涉及一种含一氯甲烷尾气的回收处理装置。
背景技术:
2.氯甲烷,又名甲基氯,为无色易液化的有毒气体。氯甲烷是重要的化工原料,主要用于有机硅和有机合成领域,下游包括甲基氯硅烷、甲烷多氯化物、甲氧基醚化合物、甲基胺/铵盐化合物、甲基氯化镁格氏试剂、甲基膦化合物、低碳烯烃、氯乙烯、电子气体一氟甲烷、丁基橡胶溶剂等。另外,氯甲烷还可以在有机合成中替换溴乙烷和碘甲烷,还可用于生产四甲基铅、农药、医药、香料等,在生产中用作溶剂、提取剂、推进剂、致冷剂、局部麻醉剂等。有机硅系列产品和甲基纤维素的制造这两方面对于氯甲烷的用量共占氯甲烷生产总量70%以上。
3.中国国内一氯甲烷的总产能接近200万t/a,生产过程排放的尾气会有10%-30%的一氯甲烷,同时精细化工生产中也会大量使用到一氯甲烷作为甲基化剂,反应后的一氯甲烷尾气处理一直是环保难题。出于环保和化工生产安全等方面的要求,国家对于氯甲烷的排放和处理有着严格的要求。另外,含一氯甲烷的尾气去焚烧炉中焚烧处理时,也对尾气中一氯甲烷的含量有着严格的要求,因为一氯甲烷在co炉焚烧时可能会产生nox等有害气体,不利于尾气处理的安全和环保。
4.目前,脱除尾气中一氯甲烷的方法主要包括热分解法、压缩冷凝法、吸附法、吸收法和膜分离法等,但操作时多使用单一处理方法,一氯甲烷的回收率较低。
技术实现要素:
5.有鉴于此,本实用新型提供一种含一氯甲烷尾气的回收处理装置。含一氯甲烷尾气被压缩冷凝后,分离出的液态一氯甲烷被直接回收,分离出的气态混合成分中的一氯甲烷在吸收罐内被吸收剂再次吸收,以提高一氯甲烷的回收率。
6.本实用新型提供的含一氯甲烷尾气的回收处理装置包括:缓冲罐,所述缓冲罐的进气口与进气管连通,所述进气管上安装有风机;压缩机,所述压缩机的进气口与所述缓冲罐的出气口连通;冷凝器,所述冷凝器的入口与所述压缩机的出气口连通;气液分离罐,所述气液分离罐的入口与所述冷凝器的出口连通,所述气液分离罐的出液口与第一排液管连通;吸收罐,所述吸收罐的进气口与所述气液分离罐的出气口连通,所述吸收罐的出气口与出气管连通,所述吸收罐的出液口与第二排液管连通。
7.可选地,所述含一氯甲烷尾气的回收处理装置还包括:冷却器,所述冷却器的进气口通过分支管路与所述压缩机的出气口连通,所述冷却器的出气口与所述缓冲罐的进气口连通。
8.可选地,所述含一氯甲烷尾气的回收处理装置还包括:第一压力传感器,所述第一压力传感器安装于所述缓冲罐上,用于监测所述缓冲罐内的压力;第一电控阀,所述第一电
控阀安装于所述分支管路上;控制器,所述控制器的输入端与所述第一压力传感器的输出端通信连接,所述控制器的输出端与所述第一电控阀的控制端通信连接。
9.可选地,所述含一氯甲烷尾气的回收处理装置还包括:换热器,所述换热器设置于所述气液分离罐内,所述换热器的进液口与进液管连通,所述换热器的出液口与出液管连通。
10.可选地,所述含一氯甲烷尾气的回收处理装置还包括:第二压力传感器,所述第二压力传感器设置于所述气液分离罐上,用于监测所述气液分离罐内的压力;第二电控阀,所述第二电控阀安装于所述进液管上;所述控制器的输入端与所述第二压力传感器的输出端通信连接,所述控制器的输出端与所述第二电控阀的控制端通信连接。
11.可选地,所述含一氯甲烷尾气的回收处理装置还包括:温度传感器,所述温度传感器设置于所述气液分离罐上,用于监测所述气液分离罐内的温度;第三电控阀,所述第三电控阀安装于所述进液管上;所述控制器的输入端与所述温度传感器的输出端通信连接,所述控制器的输出端与所述第三电控阀的控制端通信连接。
12.可选地,所述吸收罐设置为吸收塔,所述吸收塔的气液两相流动方式采用逆流吸收方式。
13.可选地,所述冷却器设置为多股流换热器。
14.可选地,所述含一氯甲烷尾气的回收处理装置还包括:第一收集罐,所述第一收集罐的入口与所述第一排液管连通。
15.可选地,所述含一氯甲烷尾气的回收处理装置还包括:第二收集罐,所述第二收集罐的入口与所述第二排液管连通。
16.本实用新型提供的以上技术方案,与现有技术相比,至少具有如下有益效果:
17.采用本实用新型含一氯甲烷尾气的回收处理装置,含一氯甲烷尾气被压缩冷凝后,分离出的液态一氯甲烷被直接回收,分离出的气态混合成分中的一氯甲烷在吸收罐内被吸收剂再次吸收,提高了一氯甲烷的回收率。
附图说明
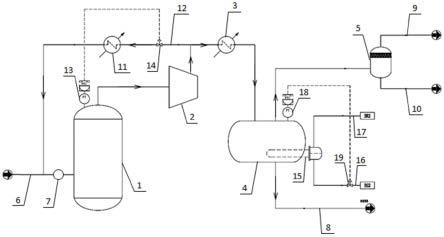
18.图1为本实用新型一个实施例所述的含一氯甲烷尾气的回收处理装置的示意图。
19.附图标记:
20.1:缓冲罐;2:压缩机;3:冷凝器;4:气液分离罐;5:吸收罐;6:进气管;7:风机;8:第一排液管;9:出气管;10:第二排液管;11:冷却器;12:分支管路;13:第一压力传感器;14:第一电控阀;15:换热器;16:进液管;17:出液管;18:第二压力传感器;19:第二电控阀。
具体实施方式
21.下面将结合附图进一步说明本实用新型实施例。在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型的简化描述,而不是指示或暗示所指的装置或组件必需具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。其中,术语“第一位置”和“第二位置”为两个不同的位置。
22.图1为本实用新型一个实施例所述的含一氯甲烷尾气的回收处理装置的示意图。如图1所示,所述含一氯甲烷尾气的回收处理装置包括缓冲罐1、压缩机2、冷凝器3、气液分离罐4和吸收罐5。所述缓冲罐1的进气口与进气管6连通,所述进气管6上安装有风机7;所述压缩机2的进气口与所述缓冲罐1的出气口连通;所述冷凝器3的入口与所述压缩机2的出气口连通;所述气液分离罐4的入口与所述冷凝器3的出口连通,所述气液分离罐4的出液口与第一排液管8连通;所述吸收罐5的进气口与所述气液分离罐4的出气口连通,所述吸收罐5的出气口与出气管9连通,所述吸收罐5的出液口与第二排液管连通10。
23.使用时,启动所述风机7,在所述风机7的吸力作用下,含一氯甲烷的尾气经所述进气管6进入所述缓冲罐1中稳压,并经所述缓冲罐1的出气口流经所述压缩机2,在所述压缩机2作用下被压缩增压,压缩后的高压气体经所述压缩机2的出气口流经所述冷凝器3,在所述冷凝器3作用下散热降温,尾气中的大部分一氯甲烷与重组分冷凝,冷凝液体与未冷凝气体的气液混合体经所述冷凝器3的出口进入所述气液分离罐4,在所述气液分离罐4中进行气液分离,液态的一氯甲烷与重组分经所述气液分离罐4的出液口及与出液口连通的所述第一排液管8排出,其中液态的一氯甲烷被重新利用,未冷凝气体经所述气液分离罐4的出气口排出至所述吸收罐5,在所述吸收罐5中,未冷凝气体中的一氯甲烷成分被所述吸收罐5中的吸收剂吸收,吸收一氯甲烷后的吸收剂经所述吸收罐5的出液口及与出液口连通的所述第二排液管10排出,吸收剂中的一氯甲烷成分被重新利用,未被吸收剂吸收的惰性气体等其他气体成分,达到尾气焚烧炉的处理要求,经所述吸收罐5的出气口及与出气口连通的所述出气管9排出至焚烧炉进行焚烧。
24.采用本实用新型含一氯甲烷尾气的回收处理装置,含一氯甲烷尾气被压缩冷凝后,分离出的液态一氯甲烷被直接回收,分离出的气态混合成分中的一氯甲烷在吸收罐内被吸收剂再次吸收,提高了一氯甲烷的回收率。
25.如图1所示,图中箭头所指的方向为尾气在装置中的运行方向,在本实施例中,含一氯甲烷尾气主要来自于甲基纤维素生产装置反应器,进入所述缓冲罐1中的含一氯甲烷尾气的温度为31℃,压力为常压,流速为100kg/h,尾气中n2的含量wt为0.76%,ch3cl的含量wt为0.2%,乙酸甲酯的含量wt为0.02%,dmac的含量wt为0.02%。尾气稳压后由所述缓冲罐1的出气口排出,经所述压缩机2后,被压缩至1.8~2.6mpa(g),压缩后的高压气体经过所述冷凝器3,被冷却至-35~-40℃,大部分一氯甲烷被冷凝为液体,与未冷凝的气体的混合体进入所述气液分离罐4,其中,液态的一氯甲烷经所述气液分离罐4的出液口及所述第一排液管8排出,排出的液态一氯甲烷可作为原料重新返回到甲基纤维素生产装置反应器中使用,未被冷凝的气态的一氯甲烷及惰性气体等经所述气液分离罐4的出气口进入所述吸收罐5,所述吸收罐5中的吸收剂优选为甲基纤维素生产装置反应器中的溶剂dmac(二甲基乙酰胺),经吸收剂吸收后,一氯甲烷被吸收,剩余尾气经连通所述吸收罐5出气口的所述出气管9排出至焚烧炉,排放的尾气中一氯甲烷的含量为476mg/m3,小于500mg/m3,符合尾气焚烧炉的处理要求,具有环保性,吸收一氯甲烷后的吸收剂也可作为原料重新返回到甲基纤维素生产装置反应器中使用,不产生有机溶剂二次污染。根据实际应用情况,所述缓冲罐1、所述压缩机2、所述冷凝器3、所述气液分离罐4和所述吸收罐5的具体规格型号均可以调整。
26.可选地,所述含一氯甲烷尾气的回收处理装置还包括冷却器11,所述冷却器11的
进气口通过分支管路12与所述压缩机2的出气口连通,所述冷却器11的出气口与所述缓冲罐1的进气口连通。此种设置,能够降低所述缓冲罐1中的整体温度,从而所述缓冲罐1中的尾气经所述压缩机2进入所述冷凝器3时,较低温的尾气减小了所述冷凝器3的工作负荷。
27.在本实施例中,如图1所示,所述分支管路12连通所述压缩机2的出气口与所述冷却器11的进气口,所述冷却器11的出气口通过管路连通所述缓冲罐1的进气口。根据实际应用情况,所述冷却器11可以采用任意结构形式,只要能够使流经其的尾气进行降温即可,所述冷却器11也可以安装于所述进气管6上。
28.可选地,所述含一氯甲烷尾气的回收处理装置还包括第一压力传感器13、第一电控阀14和控制器(未示出)。所述第一压力传感器13安装于所述缓冲罐1上,用于监测所述缓冲罐1内的压力;所述第一电控阀14安装于所述分支管路12上;所述控制器的输入端与所述第一压力传感器13的输出端通信连接,所述控制器的输出端与所述第一电控阀14的控制端通信连接。此种设置,所述控制器根据所述缓冲罐1内的压力变化实时调节所述第一电控阀14的开度,从而调节经所述冷却器11进入所述缓冲罐1内的气体流量,进而调节所述缓冲罐1内的压力情况。
29.在本实施例中,如图1所示,所述第一压力传感器13安装于所述缓冲罐1上,实时监测所述缓冲罐1内的压力,并将监测到的压力数据传输至所述控制器,所述控制器内部预存有不同压力数据与所述第一电控阀14的开度之间的对应关系,则根据不同的压力数据,所述控制器发出不同的调节信号,调节所述第一电控阀14至与压力数据相对应的开度。所述控制器根据压力数据调节所述第一电控阀14开度的控制逻辑,根据现有的成熟算法即可实现,在此不再赘述。根据实际应用情况,所述第一压力传感器13和所述第一电控阀14的具体规格型号可以调整。
30.可选地,所述含一氯甲烷尾气的回收处理装置还包括换热器15,所述换热器15设置于所述气液分离罐4内,所述换热器15的进液口与进液管16连通,所述换热器15的出液口与出液管17连通。设置所述换热器15,实时调节所述气液分离罐4中的温度,防止液态的一氯甲烷气化。
31.在本实施例中,如图1所示,所述换热器15下部连接的为所述进液管16,上部连接的为所述出液管17,冷却介质经所述进液管16进入所述换热器15,与所述气液分离罐4中的气液混合体进行热交换,带走所述气液分离罐4中的部分热量,换热后的冷却介质经所述出液管17排出所述换热器15,如此循环,实现与所述气液分离罐4的持续换热。根据实际应用情况,所述换热器15的具体型号规格可以调整。
32.可选地,所述含一氯甲烷尾气的回收处理装置还包括第二压力传感器18和第二电控阀19。所述第二压力传感器18设置于所述气液分离罐4上,用于监测所述气液分离罐4内的压力;所述第二电控阀19安装于所述进液管16上;所述控制器的输入端与所述第二压力传感器18的输出端通信连接,所述控制器的输出端与所述第二电控阀19的控制端通信连接。此种设置,所述控制器根据所述气液分离罐4中的压力变化调节所述第二电控阀19的开度,从而调节流经所述换热器15的冷却介质的流速,进而调节所述气液分离罐4与所述换热器15之间的换热效率,节约能源。
33.在本实施例中,所述第二压力传感器18实时监测所述气液分离罐4内的压力,并将压力数据传输至所述控制器,压力数据能够反应所述气液分离罐4内对应的温度情况,不同
的温度情况需要与所述换热器15进行热交换的换热效率不同,所述控制器内预存有不同压力数据对应的所述第二电控阀19的不同开度,也即反应不同温度情况对应的所述换热器15内冷却介质的不同流速,也即反应不同温度情况对应的与所述换热器15之间的不同换热效率,所述控制器根据压力数据实时调节所述第二电控阀19的开度。根据实际应用情况,所述第二压力传感器18和所述第二电控阀19的具体规格型号可以调整。所述控制器根据压力数据调节所述第二电控阀19开度的控制逻辑,根据现有的成熟算法即可实现,在此不再赘述。
34.可选地,所述含一氯甲烷尾气的回收处理装置还包括温度传感器(未示出)和第三电控阀(未示出)。所述温度传感器设置于所述气液分离罐4上,用于监测所述气液分离罐4内的温度;所述第三电控阀安装于所述进液管16上;所述控制器的输入端与所述温度传感器的输出端通信连接,所述控制器的输出端与所述第三电控阀的控制端通信连接。此种设置,所述控制器根据所述气液分离罐4中的温度变化调节所述第三电控阀的开度,从而调节流经所述换热器15的冷却介质的流速,进而调节所述气液分离罐4与所述换热器15之间的换热效率,节约能源。
35.所述温度传感器实时监测所述气液分离罐4内的温度,并将温度数据传输至所述控制器,所述控制器内预存有不同温度数据与所述第三电控阀开度之间的对应关系,则所述控制器根据不同的温度数据调节所述第三电控阀的开度。所述控制器根据所述气液分离罐4中的温度数据变化调节所述第三电控阀开度的控制逻辑,根据现有的成熟算法即可实现,在此不再赘述。根据实际应用情况,所述温度传感器和所述第三电控阀的具体规格型号可以调整。
36.可选地,所述吸收罐5设置为吸收塔,所述吸收塔的气液两相流动方式采用逆流吸收方式。此种设置,有利于提高所述吸收塔内吸收剂对一氯甲烷气体的吸收效率。
37.在本实施例中,如图1所示,由所述气液分离罐4排出的含一氯甲烷气体经所述吸收塔底部进入所述吸收塔,吸收剂从所述吸收塔顶部注入并流下,向下流动的吸收剂与向上散逸的含一氯甲烷气体充分接触,并吸收气体中的一氯甲烷,吸收一氯甲烷后的吸收剂经所述吸收塔底部的所述第二排液管10排出并被重新利用,剩余气体经所述吸收塔顶部的所述出气管9排出。根据实际应用情况,所述吸收塔的具体规格型号可以调整。
38.可选地,所述冷却器11设置为多股流换热器。采用多股流换热器,结构紧凑、换热效能高。
39.根据实际应用情况,多股流换热器的具体规格型号可以调整。
40.可选地,所述含一氯甲烷尾气的回收处理装置还包括第一收集罐(未示出),所述第一收集罐的入口与所述第一排液管8连通。此种设置,便于收集经所述第一排液管8排出的含液态一氯甲烷的流体。
41.根据实际应用情况,所述第一排液管8也可以直接与使用一氯甲烷作为原料的反应装置的入口连接。
42.可选地,所述含一氯甲烷尾气的回收处理装置还包括第二收集罐(未示出),所述第二收集罐的入口与所述第二排液管10连通。此种设置,便于收集经所述第二排液管10排出的含一氯甲烷的吸收剂。
43.根据实际应用情况,所述第二排液管10也可以直接与使用一氯甲烷作为原料的反应装置的入口连接。
44.下面进一步介绍所述含一氯甲烷尾气的回收处理装置的使用过程:
45.使用时,启动所述风机7,在所述风机7的吸力作用下,含一氯甲烷的尾气经所述进气管6进入所述缓冲罐1中稳压,并经所述缓冲罐1的出气口流经所述压缩机2,在所述压缩机2作用下被压缩增压,压缩后的高压气体一部分经所述压缩机2的出气口流经所述冷凝器3,在所述冷凝器3作用下散热降温,尾气中的大部分一氯甲烷与重组分冷凝,冷凝液体与未冷凝气体的气液混合体经所述冷凝器3的出口进入所述气液分离罐4,在所述气液分离罐4中进行气液分离,液态的一氯甲烷与重组分经所述气液分离罐4的出液口及与出液口连通的所述第一排液管8排出,其中液态的一氯甲烷被重新利用,未冷凝气体经所述气液分离罐4的出气口排出至所述吸收罐5,在所述吸收罐5中,未冷凝气体中的一氯甲烷成分被所述吸收罐5中的吸收剂吸收,吸收一氯甲烷后的吸收剂经所述吸收罐5的出液口及与出液口连通的所述第二排液管10排出,吸收剂中的一氯甲烷成分被重新利用,未被吸收剂吸收的惰性气体等其他气体成分,达到尾气焚烧炉的处理要求,经所述吸收罐5的出气口及与出气口连通的所述出气管9排出至焚烧炉进行焚烧。同时,经所述压缩机2压缩后的另一部分高压气体经所述分支管路12运移至所述冷却器11,在所述冷却器11作用下降温后,重新输送回所述缓冲罐1内,所述控制器根据所述第一压力传感器13监测的所述缓冲罐1内的压力情况,实时调节所述分支管路12上的所述第一电控阀14的开启程度,以控制输送回所述缓冲罐1内的尾气的流速。此外,所述控制器根据所述第二压力传感器18/所述温度传感器监测的所述气液分离罐4内的压力情况/温度情况,实时调节与所述换热器15进液口连通的所述进液管16上的所述第二电控阀/第三电控阀的开启程度,以控制所述气液分离罐4内的气液混合体与所述换热器15之间的换热效率。
46.采用本实用新型含一氯甲烷尾气的回收处理装置,含一氯甲烷尾气被压缩冷凝后,分离出的液态一氯甲烷被直接回收,分离出的气态混合成分中的一氯甲烷在吸收罐内被吸收剂再次吸收,提高了一氯甲烷的回收率。
47.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1