一种工业混合气配比工艺及装置的制作方法
本发明属于工业气体制取领域,尤其涉及工业混合气配比工艺及装置。
背景技术:
1、工业混合气由两种或两种以上的工业纯气体组成,根据使用的要求按一定比例配制而成。工业混合气种类包括二元、三元、四元等不同组分、不同含量的工业混合气,即由二种、三种或四种等不同纯气体混合而成。
2、工业混合气制取方式分为重量法、分压法、流量法。其中,分压法是根据道尔顿分压定律,将组成混合气的各组分工业纯气体依次充入恒定容积的混合气容器,工业混合气中各组分工业纯气体比例浓度用压力比表示,各组分工业纯气体比例浓度等于充入该组分工业纯气体压力变化值与混合气总压力的比值。
3、采用分压法制取工业混合气相对较为简单,其工业混合气配气装置由原料纯气体储存设备、配气设备、混合气瓶组成;此外采用分压法制取工业混合气配气装置成本较低,工业混合气制取时间较短,产量较高,因此分压法制取在工业混合气生产行业中广泛应用。需要说明的是上述及以后提到的原料纯气体包括气态和液态。
4、分压法原理基于道尔顿分压定律,即混合气的总压力等于各组分纯气体分压力之和;每一种组分的纯气体分压力,是在当时混合气温度条件下,每一组分纯气体单独占据混合气总容积时所具有的压力。根据理想气体基本定律,在混合气容器容积恒定不变时,气体的压力与温度成正比,即随着混合气的温度升高或降低,混合气的总压力与各组分纯气体分压力相应增大或减小。因此,混合气中各组分纯气体分压力计算值有偏差,则导致制取的混合气中各组分纯气体比例浓度产生误差,各组分纯气体分压力计算偏差值越大,制取的混合气中各组分纯气体比例浓度误差值越大。
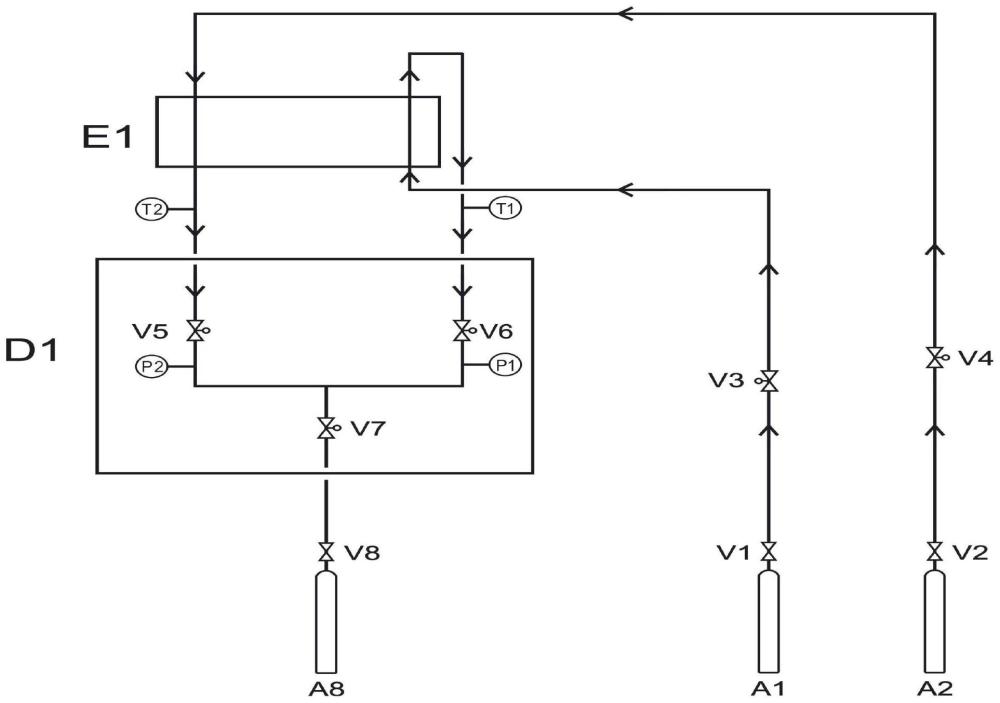
5、参见图1、图2、图3和图4,现有技术采用分压法制取工业混合气时,各组分纯气体进入配气设备时温度各不相同,但各组分纯气体计算分压力是依据理想气体定律相对应的温度来计算,与实际进入配气设备温度存在差异。实际操作中,各组分纯气体进入配气设备时温度不同,是有温差的,经配气设备依次进入混合气容器,在混合气容器中,每组分不同温度纯气体进入后进行换热,均使混合气温度发生变化,混合气中各组分纯气体实际分压力相应变化,与根据理想气体状态下计算出的分压力产生偏差,导致各组分纯气体比例浓度误差值相应增大。
6、现有技术配比工艺存在以下问题有待改进。
7、其一,在工业混合气配比过程中,各组分纯气体之间温差值不大于5℃,应用分压法制取工业混合气,必须通过多次混合气配比试验,可使各组分纯气体配比计算分压力偏差值减小,直到各组分纯气体比例浓度误差值不大于2%。进行多次混合气配比试验,使各组分纯气体配比计算分压力偏差值减小,对工业混合气配比人员专业能力要求较高。
8、其二,现有技术混合气配比过程中,各组分纯气体之间温差值大于5℃小于12℃,应用分压法制取工业混合气,须通过大量混合气配比试验,减小各组分纯气体配比计算分压力偏差值,为使各组分纯气体比例浓度误差值不大于5%,必须进行大量混合气配比试验,减小各组分纯气体配比计算分压力偏差值,对工业混合气配比人员专业能力有很高要求,混合气配比试验时间长。
9、其三,现有技术混合气配比过程中,各组分纯气体之间温差值大于12℃,应用分压法制取工业混合气,必须通过极大量的混合气配比试验,减小各组分纯气体配比计算分压力偏差值,才能达到各组分纯气体比例浓度误差值不大于8%,为此进行极大量混合气配比试验,减小各组分纯气体配比计算分压力偏差值。
10、原料各组分纯气体之间温差值越大,造成的混合气比例浓度误差值越大,混合气配比成本越高,耗时也越长。
技术实现思路
1、(一)解决的技术问题
2、为最大限度降低工业混合气中各组分纯气体比例浓度误差值,增加工业混合气配比精度,提高工业混合气生产效率,本发明提供了一种工业混合气配比工艺及装置,最大限度减小混合气配比过程中各组分纯气体温度变化值,提高各组分纯气体计算分压力精确度,从而扩大分压法制取工业混合气应用范围,增加工业混合气制取种类。
3、(二)技术方案
4、为解决现有技术存在的技术问题,本发明通过以下技术方案予以实现,即:一种工业混合气配比工艺及装置。
5、本发明一种工业混合气配比工艺及装置,所述工艺采用分压法将组成混合气的各组分工业纯气体依次充入恒定容积的混合气容器中,工业混合气中各组分工业纯气体比例浓度以压力比表示。所述工艺采用分压法将组成混合气的各组分工业纯气体依次充入恒定容积的混合气容器中,工业混合气中各组分工业纯气体比例浓度以压力比表示,所述装置按工艺流程依次由各组分原料纯气体储存设备、换热设备、配气设备及恒定容积的混合气容器组成,所述配气设备包括压力配比阀、送气阀、压力配比阀与送气阀之间的输气管道及其上设置的压力变送器;本发明在现有工业混合气配比工艺及装置中增设换热设备,即在所述各组分原料纯气体储存设备出口之后与配气设备入口之前增设换热设备,所述换热设备包括各组分原料纯气体储存设备与换热器入口之间的原料气进气管道及管道上的进气调节阀、换热器、换热器出口与所述配气设备中压力配比阀之间的输气管道及其上设置的温度计。不同温度的各组分原料纯气体自储存设备输出,通过进气管道进入换热器进行换热,经过热量传递,各组分原料纯气体温差值减小,分别从换热器出口经过输气管道输入混合气配比设备,在混合气配气设备中分别通过压力配比阀调压至配比设定的计算分压力,之后按低压至高压的顺序,依次通过送气阀控制输入混合气容器中,配比成为工业混合气。
6、本发明在工业混合气配比过程中利用传热学对流原理,使不同温度的各组分原料纯气体进入配气设备之前相互之间进行换热,温度相对高的原料纯气体放热、降温,同时温度相对低的原料纯气体吸热、升温,通过换热过程最大限度减小处于不同温度状态的各组分原料纯气体之间的温差值;当混合气容器内各组分原料纯气体温度变化值减小时,各组分气体实际分压力与配比计算分压力误差值也相应减小,从而减小各组分纯气体比例浓度偏差值。
7、本发明进一步技术方案是:根据混合气中各组分原料纯气体物理性质特点,设计换热器为板翅式换热器。在板翅式换热器中,各组分原料纯气体被固体传热面隔开,无法进行物料交换,在不影响各组分原料纯气体纯度的同时,热量通过固体传热面传递,板翅式换热器传导面积大,热量传递效率高,有利于不同温度的各组分原料纯气体充分有效换热。
8、板翅式换热器优选铝质间壁式换热器,由隔板、翅片、封条构成,具有体积小、单位换热面积大、传热效率高、多股流体换热等特点,可用于气态或液态的氧、氮、氩、氢、二氧化碳、氖、氦等组分2元、3元或4元原料纯气体同时换热。
9、本发明更进一步技术方案是:在混合气配比换热工艺中,所述板翅式换热器采用逆流换热工艺,即需吸热、升温、或气化的原料纯气体进气管道与换热器连接的各入口同向设置,换热器入口均反向设置,所述原料纯气体均逆向导入换热器;需放热、降温的原料纯气体进气管道与换热器连接的各入口同向设置,换热器入口均正向设置,所述原料纯气体均正向导入换热器,逆流工艺设置可以使原料气之间充分换热,最大限度减小各组分原料纯气体之间温差值。
10、本发明上述技术方案优选以下二种方案:
11、优选方案一:当各组分原料纯气体均为气态,温差较小,在混合气配比过程中,原料纯气体无相态变化,板翅式换热器正流、反流出口各组分原料纯气体温差值不大于1℃时,混合气配比工艺中换热器配置为单体板翅式换热器。
12、优选方案二:当各组分原料纯气体之间温差较大,或在混合气配比过程中,原料纯气体有液态气化为气态的相态变化,各组分原料纯气体之间传热量大,换热器正流、反流出口各组分原料纯气体温差值大于1℃,小于等于3℃,混合气配比工艺中换热器配置为组合板翅式换热器。
13、依据传热计算公式f=q/aδt(f:传热面积、q:传热量、a:传热系数、δt:传热温差),计算出板翅式换热器的传热面积,根据计算出的传热面积,设计板翅式换热器的结构。根据计算出的传热面积,设计出采用1组单体板翅式换热器或组合板翅式换热器,在传热面积计算值较大时,采用模块化设计,将2组或多组单体板翅式换热器并联配置为组合板翅式换热器。
14、本发明装置进一步技术方案是:在各组分原料纯气体储存设备与所述板翅式换热器入口之间的各组分原料纯气体进气管道中,分别设置一个气动进气调节阀,用来控制、调节各组分原料纯气体进入换热器的流量,尤其用来调整所述换热器中正流、反流各组分原料纯气体的流量;同时在所述板翅式换热器各组分原料纯气体出口与所述配气设备中压力配比阀之间的输气管道上分别设置一个热电阻温度计,连续在线测量换热器出口各输气管路中原料纯气体温度。
15、本发明装置更进一步技术方案是:将所述换热工序自动控制程序并入混合气配比自动控制系统中,将所述各组分原料纯气体储存设备与换热器入口之间原料气进气管道上设置的进气调节阀,以及所述换热器出口与所述配气设备压力配比阀之间输气管道上设置的温度计接入混合气配比自动控制系统,并将所述换热器出口各组分原料气之间的温差值设定为所述进气调节阀的联锁控制条件,通过适时调整所述进气调节阀的开度调整进入换热器的各组分原料纯气体的流量,使换热后输入配气设备各组分原料纯气体的温差达到设定温差值,设定温差值通常为通过大量实验所得到的各组分原料纯气体之间通过充分换热后能达到的相对最优温度差值。
16、(三)有益效果
17、本发明提供了一种工业混合气配比工艺及装置,具备以下有益效果:
18、1、本发明一种工业混合气配比工艺及装置,实现了较大幅度降低工业混合气中各组分纯气体比例浓度偏差值,提高分压法制取工业混合气生产效率的显著效果。
19、2、本发明装置,采用plc技术作为系统的控制技术,且将进气调节阀设置为气动阀门,工业混合气配比工艺及装置达到全自动控制的目的。
20、3、本发明装置充分利用换热器技术发展成果,提高了设备运行安全性、稳定性。
21、4、本发明技术的应用扩展了分压法制取工业混合气应用范围,增加工业混合气制取种类,便于应用实施且有显著的实施效果。
- 还没有人留言评论。精彩留言会获得点赞!