一种MPV双色车的涂装方法及MPV双色车与流程
本发明涉及涂装,具体涉及一种mpv双色车的涂装方法及mpv双色车。
背景技术:
1、随着,消费者对汽车外观的要求越来越高,近些年市场上的双色车身越来越多,双色车身已成为汽车外观的一个流行趋势,是新的卖点和魅点。但双色车身生产工艺复杂,增加工艺成本的同时还严重影响生产节拍,分色线外观质量难控制。常见的分色线缺陷包括:渗漆、锯齿、段差、阶梯感及胶印等。当分色线处于车身外部可见区域时,这些缺陷给车身涂装的整体外观效果带来了极大的负面影响。
2、相关技术中,为了解决上述问题,专利cn112264279a提供了一种汽车车身柔性化套色涂装工艺。本发明在针对色线外露的产品时采用底漆、色漆、清漆、烘干、一次修饰、套色遮蔽、擦净、套色色漆、清漆、烘干、二次修饰、卸遮蔽、擦净、清漆、烘干、检查修饰15道工序实现可见位置分色,双色产品边界清晰、无堆漆、无阶梯感的车身优质质量要求。
3、但是,上述技术方案在应用于mpv双色车时,存在以下缺陷:
4、①独特的滑移门开闭件在涂装临时固定状态和总装装配状态均存在段差,且两个状态的段差不一致差,会影响分色线的直线度,造成客户感知不良;其中,涂装临时固定状态的段差见图1。
5、②mpv腰线双色涂装涉及到背门夹角缝隙在进行异色喷涂时,被背门框顶翻边遮掩,产生高位夹角,从而易形成薄喷缺陷。
技术实现思路
1、本申请提供一种mpv双色车的涂装方法及mpv双色车,解决滑移门开闭件在涂装临时固定状态和总装装配状态段差一致性差的问题,还解决背门夹角缝隙处易形成薄喷缺陷的问题。
2、第一方面,本申请实施例提供一种mpv双色车的涂装方法,包含mpv双色车上下一侧的若干涂色工序,依次为中涂喷涂、主色色漆喷涂、闪干、清漆喷涂、烘干、精饰处理以及主色遮蔽;还包含mpv双色车上下另一侧的若干涂色工序,依次为中涂喷涂、套色色漆喷涂、清漆喷涂、烘干、精饰处理、去遮蔽;还包含mpv双色车的分色线精修工序,依次为分色线打磨、清漆喷涂、烘干和精饰处理;
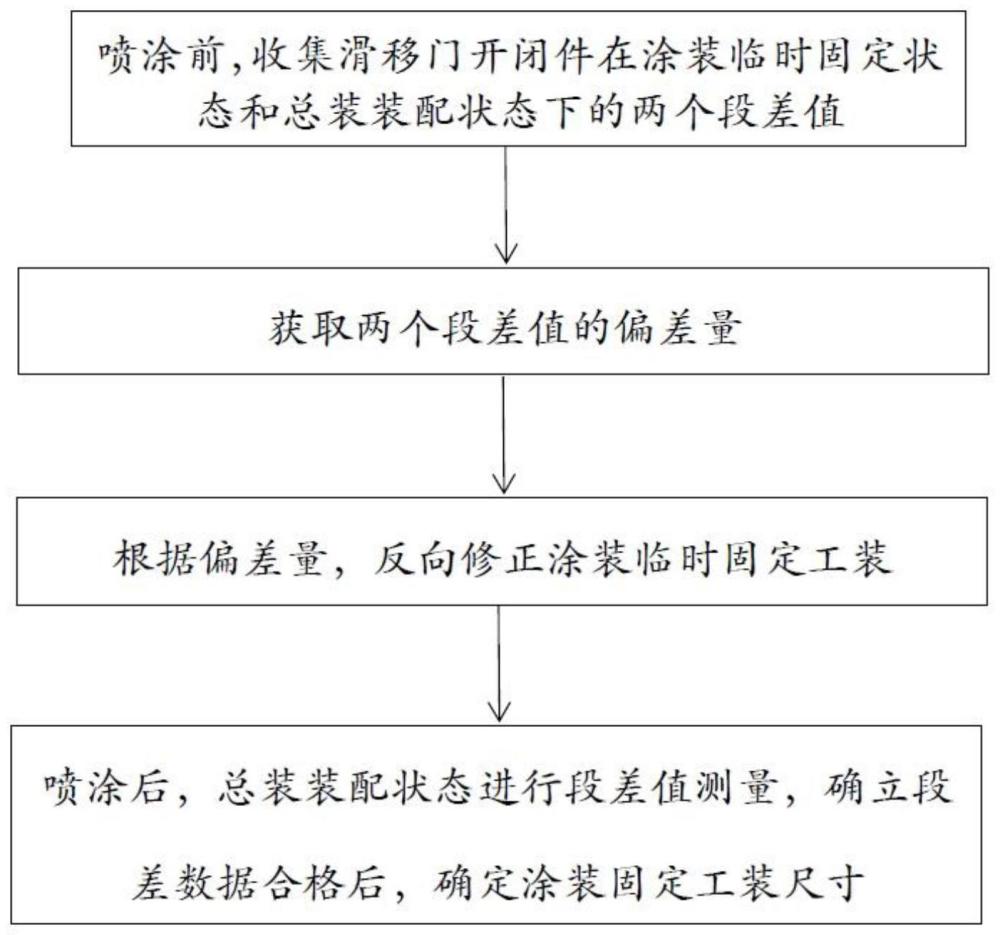
3、在进行mpv双色车上下一侧的若干涂色工序之前,还包含滑移门开闭件的段差定位整改工序,所述滑移门开闭件的段差定位整改工序包含:
4、用验证车进行前期调试,喷涂前收集滑移门开闭件在涂装临时固定状态和总装装配状态下的两个段差值;
5、获取两个段差值的偏差量;
6、根据偏差量,反向修正涂装临时固定工装;
7、用验证车进行喷涂,并在喷涂后的总装装配状态进行段差值测量,确立段差数据合格后,确定涂装固定工装尺寸。
8、结合第一方面,在一种实施方式中,在进行mpv双色车上下一侧的若干涂色工序之前,还包含背门拆出独立喷涂工序,所述背门拆出独立喷涂工序包含:
9、拆除背门;
10、对背门进行独立喷涂,并满足尾门与车体尾灯翼子板区域配色需求。
11、结合第一方面,在一种实施方式中,所述mpv双色车上下一侧的若干涂色工序中的主色遮蔽工序,包含:
12、将分色定位工装的多个结构夹设置于多个门框的钣金端面上;
13、在结构夹之间拉设分色胶带,再对主色区域进行遮蔽。
14、结合第一方面,在一种实施方式中,所述mpv双色车上下一侧的若干涂色工序之前,还包含分色线烘烤验证工序,所述分色线烘烤验证工序包含:
15、选定主色色漆、套色色漆和清漆后,在验证车上进行模拟喷涂和烤,进行颜色评审验证。
16、结合第一方面,在一种实施方式中,所述mpv双色车上下一侧的若干涂色工序之前,还包含分色胶带印痕验证工序,所述分色胶带印痕验证工序包含:
17、用验证车进行分色胶带粘贴验证,确认是否有印痕;若存在,进行印痕评审验证。
18、结合第一方面,在一种实施方式中,所述mpv双色车的分色线精修工序中对分色线打磨,包含:
19、对双色线车身分色线位置进行精心打磨,用p1200以上砂纸配合气动打磨机进行分色区域打磨至整体哑光状态,且背光检查该区域无亮纹,且触摸打磨后分界线无台阶感。
20、结合第一方面,在一种实施方式中,所述精饰处理,包含:
21、对车身缺陷问题检查、标记,然后进行打磨、抛光等修饰操作;打磨时要求照度≥1200lux,用p1200砂纸配合气动打磨机进行打磨。
22、结合第一方面,在一种实施方式中,事先确定段差等级,v3:v≤2mm;v2:2mms<v≤3mm;v1:v>3mm;
23、所述确立段差数据合格,包含:
24、确定段差值v在v3等级以上。
25、第二方面,本申请实施例提供了一种mpv双色车,使用上述的mpv双色车的涂装方法涂装加工而成。
26、结合第二方面,在一种实施方式中,所述mpv双色车的背门拆开独立喷涂。
27、本申请实施例提供的技术方案带来的有益效果至少包括:
28、1.本申请的mpv双色车的涂装方法,针对于mpv车双色车具有独特的滑移门开闭件,且滑移门开闭件在涂装临时固定状态和总装装配状态均存在较大的段差差异,增设滑移门开闭件的段差定位整改工序,用验证车进行前期调试,并通过涂装临时固定状态和总装装配状态下的两个段差值的偏差值反向修正涂装临时固定工装,保证在总装装配状态下的段差值合格,解决两种状态的段差不一致影响分色线直线度的问题,能够大大提升客户感知度。
29、2.本申请的涂装方法,增设背门拆出独立喷涂工序,针对开背门底部和背门框顶翻边之间的背门夹角缝隙的异色喷涂,将背门拆开喷涂,能够有效预防背门夹角缝隙的高位夹角的薄喷缺陷。
30、3.本申请的涂装方法,主色遮蔽工序采用无特征线拉设分色胶带的方法,通过分色定位工装的多个结构夹牵设分色胶带。相比于现有技术的定位工装,分色线上车的外表面做表面定位,像一把尺子一样比在侧围钣金外表面,然后进行划线,再粘贴分色胶带;本申请的涂装方法,基于mpv车体较平整多为长方形大面的原因,在门框钣金端面设置结构定位夹,结构定位夹刚好固定在门框钣金的端面上,再利用结构定位夹拉设分色胶带,通过门两侧的分色定位工装点位实现两点一线的直线定位,保证了车身侧面前后腰线分色线高度一致性,不再需要铅笔刻位标定后直接进行分色线上下遮蔽,简化了工装,提升了效率。
技术特征:
1.一种mpv双色车的涂装方法,其特征在于,包含mpv双色车上下一侧的若干涂色工序,依次为中涂喷涂、主色色漆喷涂、闪干、清漆喷涂、烘干、精饰处理以及主色遮蔽;还包含mpv双色车上下另一侧的若干涂色工序,依次为中涂喷涂、套色色漆喷涂、清漆喷涂、烘干、精饰处理、去遮蔽;还包含mpv双色车的分色线精修工序,依次为分色线打磨、清漆喷涂、烘干和精饰处理;
2.如权利要求1所述的一种mpv双色车的涂装方法,其特征在于,在进行mpv双色车上下一侧的若干涂色工序之前,还包含背门拆出独立喷涂工序,所述背门拆出独立喷涂工序包含:
3.如权利要求1所述的一种mpv双色车的涂装方法,其特征在于,所述mpv双色车上下一侧的若干涂色工序中的主色遮蔽工序,包含:
4.如权利要求1所述的一种mpv双色车的涂装方法,其特征在于,所述mpv双色车上下一侧的若干涂色工序之前,还包含分色线烘烤验证工序,所述分色线烘烤验证工序包含:
5.如权利要求1所述的一种mpv双色车的涂装方法,其特征在于,所述mpv双色车上下一侧的若干涂色工序之前,还包含分色胶带印痕验证工序,所述分色胶带印痕验证工序包含:
6.如权利要求1所述的一种mpv双色车的涂装方法,其特征在于,所述mpv双色车的分色线精修工序中对分色线打磨,包含:
7.如权利要求1所述的一种mpv双色车的涂装方法,其特征在于:所述精饰处理,包含:
8.如权利要求1所述的一种mpv双色车的涂装方法,其特征在于,事先确定段差等级,v3:v≤2mm;v2:2mms<v≤3mm;v1:v>3mm;
9.一种mpv双色车,其特征在于,使用如权利要求1到8任意一项所述的mpv双色车的涂装方法涂装加工而成。
10.如权利要求9所述的一种mpv双色车,其特征在于,所述mpv双色车的背门拆开独立喷涂。
技术总结
本申请涉及一种MPV双色车的涂装方法及MPV双色车,涉及涂装技术领域,包含若干涂色工序,在进行若干涂色工序之前,还包含滑移门开闭件的段差定位整改工序,所述滑移门开闭件的段差定位整改工序包含:用验证车进行前期调试,喷涂前收集滑移门开闭件在涂装临时固定状态和总装装配状态下的两个段差值;获取两个段差值的偏差量;根据偏差量,反向修正涂装临时固定工装;用验证车进行喷涂,并在喷涂后的总装装配状态进行段差值测量,确立段差数据合格后,确定涂装固定工装尺寸。本申请的涂装方法及MPV双色车,解决滑移门开闭件在涂装临时固定状态和总装装配状态段差一致性差的问题,还解决背门夹角缝隙处易形成薄喷缺陷的问题。
技术研发人员:周子奇,王明涛,苏衍通,余锐,胡德双
受保护的技术使用者:岚图汽车科技有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!