一种用于轴承套圈的自动化分拣装置的制作方法
1.本实用新型涉及轴承加工领域,具体涉及一种用于轴承套圈的自动化分拣装置。
背景技术:
2.轴承套圈是轴承的重要组成部分,通常采用热锻加工成型,热锻加工成型的套圈需要经过热处理消除内应力,并进一步进行机加工操作。热加工后的套圈坯料部分存在尺寸和形状上的缺陷,需要进行初步筛选,目前常用的筛选分拣操作由人工完成,效率低下,分拣效果无法保障,套圈坯料的转运和分拣操作工作量较大。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种用于轴承套圈的自动化分拣装置,实现套圈的自动化筛选分拣,并自动输送分装,提高效率,保证分拣质量。
4.为了解决上述技术问题,本实用新型提供的技术方案如下:一种用于轴承套圈的自动化分拣装置,至少包括,
5.旋转盘,所述的旋转盘包括盘体、驱动装置和环形挡边,所述的环形挡边在盘体上方围合成置料区间,所述的盘体覆盖置料区间,所述的驱动装置驱动盘体转动;
6.分拣通道,所述的分拣通道包括进料分段和输送分段,所述的进料分段和输送分段连通;
7.其中,所述进料分段的入口靠近环形挡边设置;所述的进料分段包括顶板、底板、第一侧板和第二侧板,所述第一侧板与第二侧板的相对位置可调,所述顶板与底板之间的距离可调;
8.其中,所述的输送分段包括筛选托板、内挡板和外挡板,所述的筛选托板上设有筛选孔;
9.出料模块,所述的出料模块包括出料口、和用于控制出料口开启和关闭的控制单元;所述输送分段远离进料分段的一端与出料口连通。
10.待分拣的轴承套圈置于置料区间内,在盘体的带动下转动,并在离心力作用下逐步向环形挡边运动。由于进料分段的入口沿盘体切向设置,挡边附近的轴承套圈有序进入进料分段内。
11.由于顶板与底板之间的距离可调,过高的轴承套圈无法进入进料分段;相应的,由于第一侧板与第二侧板的相对位置可调,直径过大的轴承套圈也无法进入进料分段。通过进料分段可以对轴承套圈进行初次分拣。另外由于筛选托板上设有筛选孔,直径过小的轴承套圈会从筛选孔掉落,实现对轴承套圈的二次分拣。最后筛选合格的轴承套圈从出料口排出,只需在出料口设置料盒即可完成筛选和输送分装。
12.采用上述自动化分拣装置,可以高效的分拣出在高度和直径上存在缺陷的套圈,并自动化输送分装,效率高,且工作量小。
13.作为优选,所述的置料空间内分布有至少一个扰流板;所述的扰流板呈螺旋形设
置或相对于盘体的径线倾斜设置。
14.在盘体转动时,扰流板可以将轴承套圈向环形挡边方向引导,提高分拣的效率。
15.作为优选,所述内挡板和外挡板之间的距离可调。根据轴承套圈的规格,合理调整内挡板与外挡板之间的距离,保证套圈通过时更为有序。
16.作为优选,所述的输送分段上设有至少一个计数单元。对轴承套圈进行计数,实现计数分装。
17.作为优选,所述的出料模块设有至少两个出料口,所述的控制单元控制出料口依次开启。多个出料口轮流进行出料,为料盒的更换留出时间。
18.作为优选,还包括上料模块,所述的上料模块包括料斗、及位于料斗与旋转盘之间的输送带。热处理后的轴承套圈直接排入料斗内,通过输送带输送至旋转盘,实现自动化上料。
附图说明
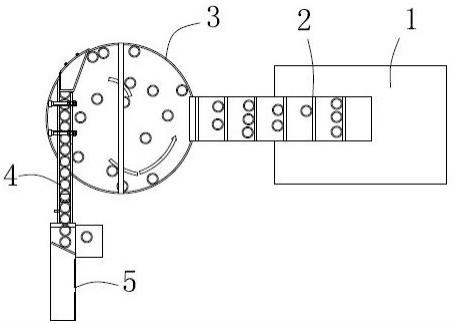
19.图1为本实施例用于轴承套圈的自动化分拣装置的结构示意图;
20.图2为本实施例用于轴承套圈的自动化分拣装置中旋转盘与分拣通道配合的结构示意图;
21.图3为本实施例用于轴承套圈的自动化分拣装置中旋转盘与进料分段配合的机构示意图;
22.图4为图3中a处的局部放大图。
具体实施方式
23.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
实施例
24.如图1所示,一种用于轴承套圈的自动化分拣装置,包括上料模块、旋转盘3、分拣通道4和出料模块5。
25.如图1所示,所述的上料模块包括料斗1、及位于料斗1与旋转盘3之间的输送带2。热处理后的轴承套圈直接排入料斗1内,通过输送带2输送至旋转盘3,实现自动化上料。具体的,所述的输送带2设置成提升机形式。
26.如图1、图2和图3所示,所述的旋转盘3包括盘体34、驱动装置35和环形挡边32,所述的环形挡边32在盘体34上方围合成置料区间33,所述的盘体34覆盖置料区间33,所述的驱动装置35驱动盘体34转动。
27.如图1和图2所示,所述的分拣通道4包括进料分段41和输送分段42,所述的进料分段41和输送分段42连通。
28.如图2-图4所示,其中,所述进料分段41的入口靠近环形挡边32设置。所述的进料分段41包括顶板411、底板、第一侧板412和第二侧板413,所述第一侧板412与第二侧板413的相对位置可调,所述顶板411与底板之间的距离可调。其中可以盘体34作为底板。
29.其中,如图2所示,所述的输送分段42包括筛选托板、内挡板和外挡板,所述的筛选托板上设有筛选孔43。所述内挡板和外挡板之间的距离可调。根据轴承套圈的规格,合理调整内挡板与外挡板之间的距离,保证套圈通过时更为有序。
30.如图1所示,所述的出料模块5包括出料口、和用于控制出料口开启和关闭的控制单元。所述输送分段42远离进料分段41的一端与出料口连通。具体的,所述的出料模块5设有至少两个出料口,所述的控制单元控制出料口依次开启。多个出料口轮流进行出料,为料盒的更换留出时间。
31.待分拣的轴承套圈置于置料区间33内,在盘体34的带动下转动,并在离心力作用下逐步向环形挡边32运动。由于进料分段41的入口沿盘体34切向设置,挡边附近的轴承套圈有序进入进料分段41内。
32.由于顶板411与底板之间的距离可调,过高的轴承套圈无法进入进料分段41;相应的,由于第一侧板412与第二侧板413的相对位置可调,直径过大的轴承套圈也无法进入进料分段41。通过进料分段41可以对轴承套圈进行初次分拣。另外由于筛选托板上设有筛选孔43,直径过小的轴承套圈会从筛选孔43掉落,实现对轴承套圈的二次分拣。最后筛选合格的轴承套圈从出料口排出,只需在出料口设置料盒即可完成筛选和输送分装。
33.采用上述自动化分拣装置,可以高效的分拣出在高度和直径上存在缺陷的套圈,并自动化输送分装,效率高,且工作量小。
34.如图1和图2所示,进一步的,所述的置料空间内分布有至少一个扰流板31。所述的扰流板31呈螺旋形设置或相对于盘体34的径线倾斜设置。盘体34的旋转方向与扰流板31的倾斜方向相同,在盘体34转动时,扰流板31可以将轴承套圈向环形挡边32方向引导,提高分拣的效率。
35.进一步的,如图2所示,所述的输送分段42上设有至少一个计数单元44。对轴承套圈进行计数,实现计数分装。
36.总之,以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1